

在实际的质量控制操作中,100% 检测通常成本高昂且效率低下,尤其是在大规模生产环境中。如何在检测效率和产品质量之间取得平衡成为制造商面临的关键挑战。ISO 2859 正是为此而制定的。作为全球公认的抽样检测标准,它被广泛应用于各行各业,并成为制造工厂质量检测流程的重要参考,尤其是在机械工程领域。
1.0什么是 ISO 2859?
ISO 2859,正式名称 计数检验抽样程序,是国际标准化组织(ISO)制定的一套基于属性的产品批次检验标准化程序。
属性检验是指对物品进行二进制评估,即“合格”或“不合格”(例如,尺寸可接受、无表面缺陷),而不是定量值的测量——这由 ISO 3951 解决。ISO 2859 标准通常应用于入库检验、过程检验和最终检验场景。

1.1ISO 2859-1 版本历史
ISO 2859-1是国际标准化组织(ISO)制定的一项关于产品批次抽样检验的重要标准。该标准经过多次修订,以适应行业变化和不断发展的质量体系。
- ISO 2859-1:1989: 早期广泛使用的版本,确立了AQL的核心框架、检验水平、样本量代码和切换规则。该版本广泛应用于机械、电子和消费品等行业,并支持ISO 9001:1994等体系。
- ISO 2859-1:1999: 本次更新主要改进了术语、切换规则和可用性。它提高了清晰度,并更好地支持与自动化检测和 ISO 9001:2000 系统的集成。
2.0ISO 2859 的核心原则
ISO 2859系列由几个部分组成,最常用的是:
| 标准编号 | 简化标题 | 应用 |
|---|---|---|
| ISO 2859-1 | 计数检验的一般抽样程序 | 最常用,提供AQL检验表 |
| ISO 2859-2 | 更严格的质量限制程序 | 用于高可靠性领域(例如军事、医疗) |
| ISO 2859-3 | 验证抽样计划的程序 | 用于验证检查方案的有效性 |
| ISO 2859-4 | 多次采样程序 | 更复杂但更经济的采样方法 |
| ISO 2859-5 | 连续生产的顺序采样 | 适用于正在进行的生产过程 |
基于ISO 2859的抽样检验涉及几个关键概念:
2.1AQL(可接受质量限度)
AQL 是指批次中缺陷品占可接受的最大百分比,可视为工艺平均值。常见的 AQL 值包括 1.0%、1.5%、2.5% 和 4.0%。需要注意的是,AQL 并不意味着缺陷品是可以接受的,而是指如果缺陷率低于规定限值,则该批次在统计上应被接受。
2.2检查级别
该标准规定了三个通用检验级别(通用级别 I、II、III)和四个特殊级别(S-1 至 S-4)。这些级别决定了样本量。通用级别 II 是默认级别,也是实践中最常用的级别。
2.3抽样计划
ISO 2859 定义了三种类型的抽样计划:
单次采样:检查一个样品后作出决定;
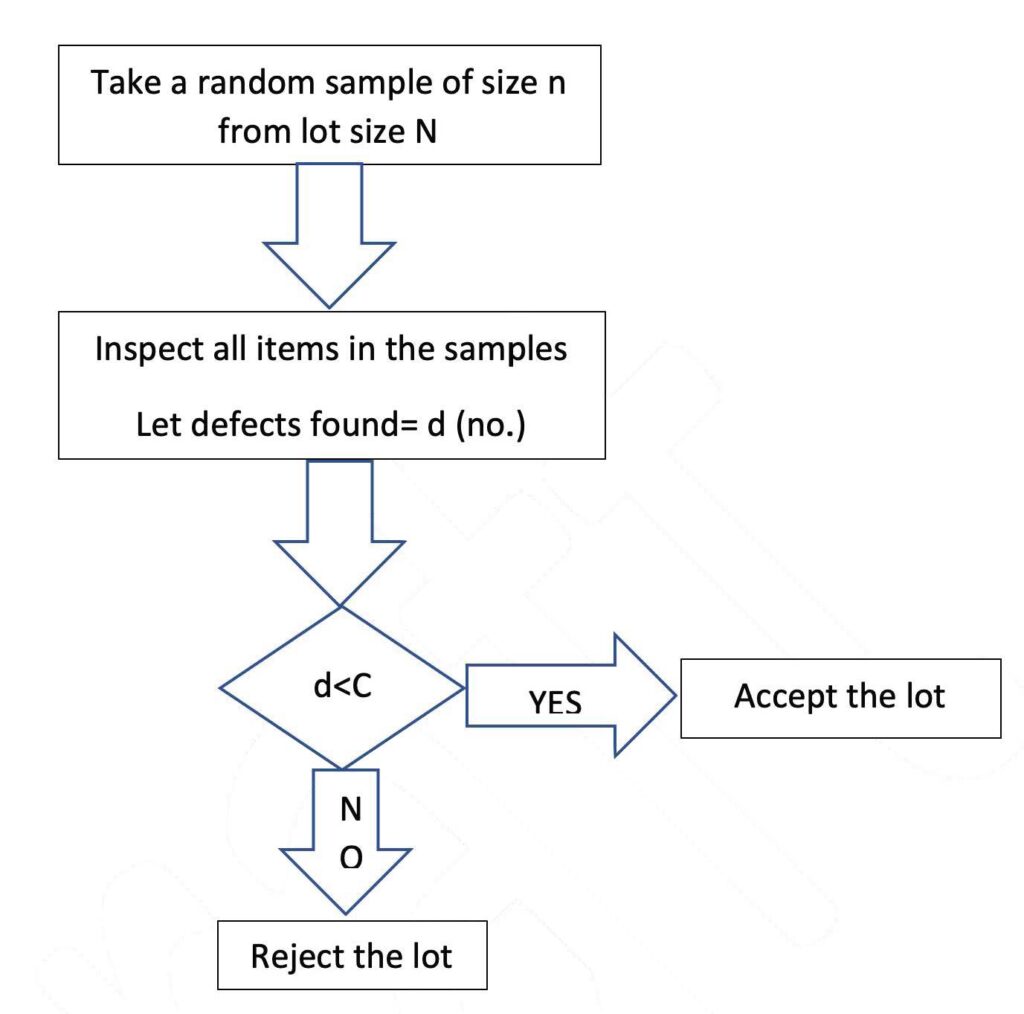
单次抽样计划(ISO 2859)
让:
-
北 = 批量大小
-
n = 样本大小
-
碳 = 接受数量
-
d = 样本中发现的缺陷品数量
规则:
-
如果 d < C,接受该批次。
-
如果 d≥C,拒收该批货。
这是ISO 2859中最简单、最常用的检验规则,适用于一般的质量控制场景。
双重采样:如果第一个样本不确定,则抽取第二个样本;
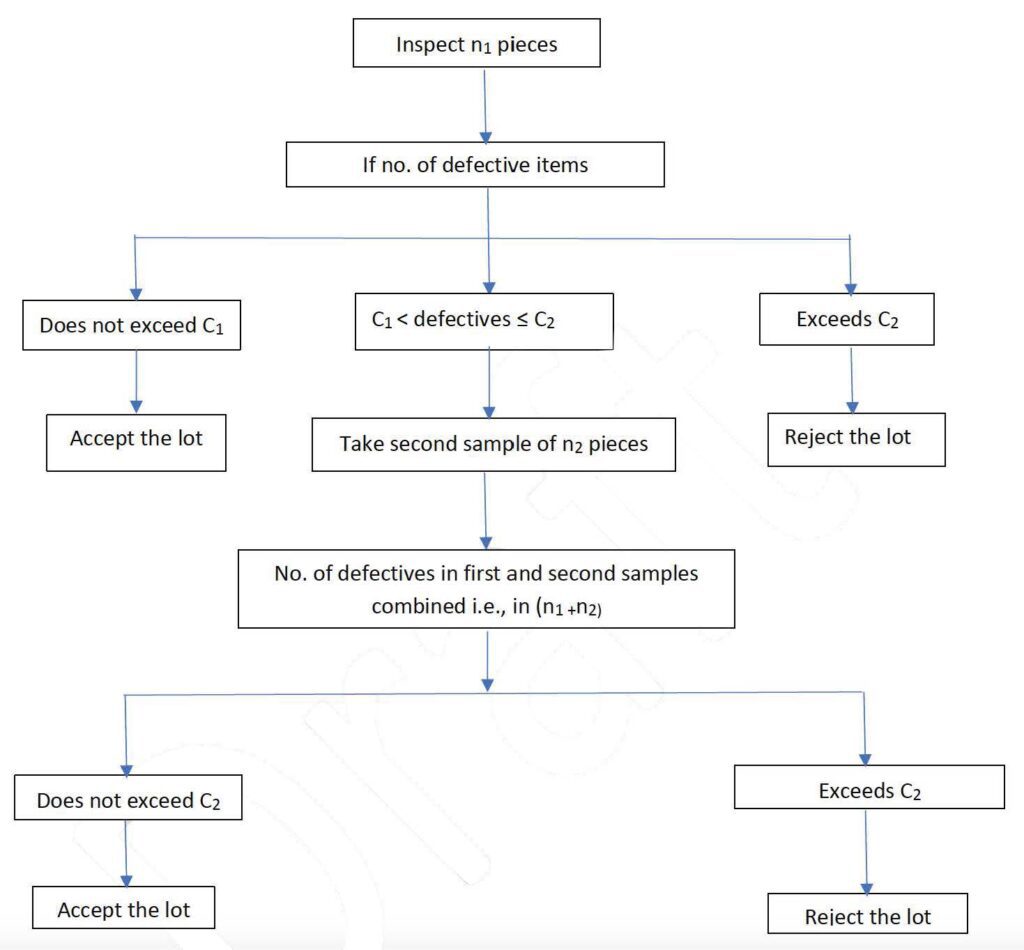
让:
-
北 = 批量大小
-
n₁ = 第一个样本的件数
-
C₁ = 第一个样本的接受数
-
d₁ = 第一个样本中的缺陷品数量
-
氮 = 第二个样本的件数
-
n₁ + n₂ = 检验项目总数
-
碳 = 组合样本的接受数
-
d₂ = 两个样本中的缺陷品总数
规则:
-
如果 d₁≤C₁,接受该批次。
-
如果 d₁ > C₂,拒收该批货。
-
如果 C₁ < d₁ ≤ C₂,取第二个样本并检查:
-
如果 d₂≤C₂,接受该批次。
-
如果 d₂ > C₂,拒收该批货。
-
当第一个样品之后批次质量明显好或坏时,这种方法有助于减少检查工作量,同时当结果处于临界状态时允许进一步评估。
多次采样:进一步细分巡检流程,提升效率。
2.4样本大小代码字母
这是 ISO 2859 的核心工具。根据批次大小和所选的检验水平,从查找表中确定一个代码字母(例如 K、L、M)。然后,使用该字母根据所选的 AQL 查找相应的样本量和验收/拒收标准。
2.5ISO 2859的行业应用
ISO 2859 适用于几乎所有需要质量控制的批量生产流程。它尤其适用于以下领域:
- 电子制造业:例如电容器、电阻器、PCB;
- 食品和制药行业:用于包装、密封等的目视检查;
- 医疗器械:零缺陷交付至关重要;
3.0ISO 2859 在机械制造业中的作用
ISO 2859在机械制造领域有着广泛而直接的应用,包括但不限于以下领域:
3.1零部件抽样检验
铣削、车削、冲压和钣金部件等零件(尤其是外包或外部购买的零件)通常在收到后使用基于 ISO 2859 的抽样计划进行检查,作为来料质量控制 (IQC) 流程的一部分。
3.2制程中检验 (IPQC)
在焊接、喷漆或抛光等生产步骤中,通过抽样检验来监控批次内的工艺稳定性。这有助于防止进一步加工大量缺陷产品,从而减少浪费。
3.3最终产品检验(FQC/OQC)
包装前,最终产品需经过抽样检验,以确保符合与客户约定的可接受质量限度 (AQL)。这可降低退货和交付后质量索赔的风险。
3.4自动化生产线质量控制
在智能制造环境中,ISO 2859 集成到 MES(制造执行系统)或 QMS(质量管理系统)中,允许在自动化检查工作流程中进行实时采样、决策和反馈。
4.0ISO 2859-1在机械加工和制造中的应用
在机械行业,产品通常需要较高的精度和强度。在车削、冲压和折弯等关键工序中,产品的一致性和安全性直接影响装配质量和运行可靠性。ISO 2859-1 提供了高效的质量控制框架,并广泛应用于这些关键工序的制程中和最终检验。
4.1车削工艺中的应用
车削零件(例如轴、螺纹件和套筒)需要严格控制尺寸精度和表面光洁度。通过应用 ISO 2859-1,质量团队可以根据批次大小设置合适的合格质量水平 (AQL)(例如 1.0%),并制定抽样计划,对直径、同心度和螺距等关键特性进行“合格/不合格”检验。这种方法可以缩短检验时间,并有效过滤加工缺陷。
4.2冲压工艺中的应用
冲压件(例如金属外壳、支架、穿孔板)通常涉及几何形状和边缘质量标准。根据 ISO 2859-1 标准,不同的缺陷类型可以分配不同的 AQL:
- 严重缺陷(如裂纹、严重变形):AQL=0.0%
- 重大缺陷(例如,冲孔不完整,毛刺):AQL = 1.0%
- 轻微缺陷(例如,轻微划痕):AQL = 2.5% 使用一般检查级别 II 或 III,检查统计确定的单位数量,以评估批次的可接受性。
4.3钣金折弯工艺中的应用
钣金折弯过程中的常见问题包括角度偏差、开裂和表面压痕。ISO 2859-1 允许制造商根据客户特定的外观和功能要求定制检验标准。
例如,美观的外壳可能需要使用 S-4 等特殊级别进行更严格的目视检查,而结构支架可能优先考虑尺寸和承重属性。
4.4标准化和效率提升
通过实施 ISO 2859-1,制造商可以建立标准化的质量控制程序。抽样计划可以记录在质量手册或作业指导书中,并由检验人员始终如一地执行。这最大限度地减少了主观判断,并能够在多条生产线和多道工序中快速调整检验策略,从而提高整体检验效率。
5.0使用 ISO 2859 时的常见误解
尽管 ISO 2859 是一项成熟且广泛使用的标准,但由于以下误解,它有时会被误用:
- 将 AQL 视为质量目标
AQL 定义的是统计上的可接受限度,而非产品质量的实际目标。制造目标仍应是更低的缺陷率。 - 忽略样本代表性
样本必须随机且具有代表性地选取。仅选择“好看”的样本会损害统计效度。 - 检测频率与生产节奏不一致
取样必须与实际生产周期同步。否则,可能会导致检验瓶颈或漏检批次。
6.0如何实施 ISO 2859 检查流程
- 步骤1:定义 AQL 和检验水平
根据产品类型、客户要求和历史缺陷率设置适当的 AQL(例如,关键尺寸为 1.0%,外观缺陷为 2.5%)。 - 第 2 步:确定批量大小
指批次中的实际数量——无论是生产还是采购。 - 步骤3:参考采样表
例如:- 地块面积:500个单位
- 检查级别:一般II
- AQL:1.5%
- 样本量:50个单位
- 验收标准:缺陷数≤2个,则验收;缺陷数≥3个,则拒收
- 步骤4:进行现场检查并记录结果
检查员根据标准定义的阈值进行抽样并做出批量处置决定。
7.0ISO 2859 与其他质量管理标准的关系
与 ISO 9001 的关系: ISO 2859 是实施 ISO 9001 的关键工具,使组织能够验证流程输出是否符合要求。
与 ISO 3951 的区别: ISO 2859 基于属性(通过/未通过),而 ISO 3951 基于变量(定量)。后者通常用于维度等连续数据。
8.0结论:ISO 2859 作为机械质量控制的战略工具
在机械领域,质量不仅影响性能,还影响品牌声誉。ISO 2859 提供了一种科学、高效且可重复的方法来管理资源受限条件下的检验。
对于专注于精益管理和过程控制的制造商来说,ISO 2859 不仅仅是一种工具,它体现了一种主动的、数据驱动的质量管理理念。
参考
blog.ansi.org/2020/07/iso-2859-4-2020-declared-quality-levels/
www.testcoo.com/en/blog/understanding-iso-2859-a-comprehensive-guide-to-sampling-for-quality-inspection
qualityinspection.org/inspection-level/