

- 1.0ISO 2859 là gì?
- 2.0Nguyên tắc cốt lõi của ISO 2859
- 3.0Vai trò của ISO 2859 trong ngành sản xuất cơ khí
- 4.0Ứng dụng của ISO 2859-1 trong gia công và sản xuất
- 5.0Những quan niệm sai lầm phổ biến khi sử dụng ISO 2859
- 6.0Cách triển khai quy trình kiểm tra ISO 2859
- 7.0ISO 2859 liên quan đến các tiêu chuẩn quản lý chất lượng khác
- 8.0Kết luận: ISO 2859 như một công cụ chiến lược để kiểm soát chất lượng cơ khí
Trong các hoạt động kiểm soát chất lượng thực tế, kiểm tra 100% thường tốn kém và không hiệu quả—đặc biệt là trong môi trường sản xuất hàng loạt. Đạt được sự cân bằng giữa hiệu quả kiểm tra và chất lượng sản phẩm trở thành một thách thức chính đối với các nhà sản xuất. ISO 2859 được phát triển chính xác cho mục đích này. Là một tiêu chuẩn được công nhận trên toàn cầu về kiểm tra lấy mẫu, tiêu chuẩn này được sử dụng rộng rãi trong các ngành công nghiệp và đóng vai trò là tài liệu tham khảo quan trọng trong các quy trình kiểm tra chất lượng của các nhà máy sản xuất, đặc biệt là trong lĩnh vực kỹ thuật cơ khí.
1.0ISO 2859 là gì?
ISO 2859, tên chính thức Quy trình lấy mẫu để kiểm tra theo thuộc tính, là một bộ quy trình chuẩn hóa do Tổ chức Tiêu chuẩn hóa Quốc tế (ISO) phát triển để kiểm tra dựa trên thuộc tính của các lô sản phẩm.
Kiểm tra thuộc tính đề cập đến việc đánh giá nhị phân các mục là "phù hợp" hoặc "không phù hợp" (ví dụ: chấp nhận được về mặt kích thước, không có khuyết tật bề mặt), thay vì đo lường các giá trị định lượng - được giải quyết trong ISO 3951. Tiêu chuẩn ISO 2859 thường được áp dụng trong các tình huống kiểm tra đầu vào, kiểm tra trong quá trình và kiểm tra cuối cùng.

1.1Lịch sử phiên bản ISO 2859-1
ISO 2859-1 là tiêu chuẩn chính của Tổ chức Tiêu chuẩn hóa Quốc tế (ISO) về kiểm tra mẫu lô sản phẩm. Tiêu chuẩn này đã được sửa đổi nhiều lần để phù hợp với những thay đổi trong ngành và hệ thống chất lượng đang phát triển.
- Tiêu chuẩn ISO 2859-1:1989: Một phiên bản ban đầu được sử dụng rộng rãi đã thiết lập khuôn khổ cốt lõi của AQL, mức độ kiểm tra, mã kích thước mẫu và quy tắc chuyển đổi. Nó được áp dụng rộng rãi trong các ngành công nghiệp như máy móc, điện tử và hàng tiêu dùng, và các hệ thống được hỗ trợ như ISO 9001:1994.
[Tải xuống ISO 2859-1:1989 PDF]
- Tiêu chuẩn ISO 2859-1:1999: Một bản cập nhật lớn cải thiện thuật ngữ, quy tắc chuyển đổi và khả năng sử dụng. Nó tăng cường tính rõ ràng và hỗ trợ tích hợp tốt hơn với các hệ thống kiểm tra tự động và ISO 9001:2000.
[Tải xuống ISO 2859-1:1989 PDF]
2.0Nguyên tắc cốt lõi của ISO 2859
Bộ tiêu chuẩn ISO 2859 bao gồm một số phần, những phần được sử dụng phổ biến nhất là:
| Số chuẩn | Tiêu đề đơn giản | Ứng dụng |
|---|---|---|
| Tiêu chuẩn ISO2859-1 | Quy trình lấy mẫu chung để kiểm tra theo thuộc tính | Được sử dụng phổ biến nhất, cung cấp bảng kiểm tra AQL |
| Tiêu chuẩn ISO2859-2 | Các thủ tục để có giới hạn chất lượng chặt chẽ hơn | Được sử dụng trong các lĩnh vực có độ tin cậy cao (ví dụ: quân sự, y tế) |
| Tiêu chuẩn ISO2859-3 | Các thủ tục để xác nhận kế hoạch lấy mẫu | Để xác minh hiệu quả của các chương trình thanh tra |
| Tiêu chuẩn ISO2859-4 | Nhiều quy trình lấy mẫu | Phương pháp lấy mẫu phức tạp hơn nhưng tiết kiệm chi phí hơn |
| Tiêu chuẩn ISO2859-5 | Lấy mẫu tuần tự cho sản xuất liên tục | Phù hợp cho các quy trình sản xuất đang diễn ra |
Kiểm tra lấy mẫu dựa trên ISO 2859 bao gồm một số khái niệm chính:
2.1AQL (Giới hạn chất lượng chấp nhận được)
AQL đề cập đến tỷ lệ phần trăm tối đa các mặt hàng lỗi trong một lô có thể được coi là chấp nhận được như một quy trình trung bình. Các giá trị AQL phổ biến bao gồm 1,0%, 1,5%, 2,5% và 4,0%. Quan trọng là, AQL không ngụ ý rằng các mặt hàng lỗi là được phép, mà đúng hơn là lô hàng đó nên được chấp nhận về mặt thống kê nếu tỷ lệ lỗi thấp hơn giới hạn đã chỉ định.
2.2Mức độ kiểm tra
Tiêu chuẩn này cung cấp ba cấp độ kiểm tra chung (Cấp độ chung I, II, III) và bốn cấp độ đặc biệt (S-1 đến S-4). Các cấp độ này xác định quy mô mẫu. Cấp độ chung II là cấp độ mặc định và được sử dụng phổ biến nhất trong thực tế.
2.3Kế hoạch lấy mẫu
ISO 2859 định nghĩa ba loại kế hoạch lấy mẫu:
Lấy mẫu đơn: Quyết định được đưa ra sau khi kiểm tra một mẫu;
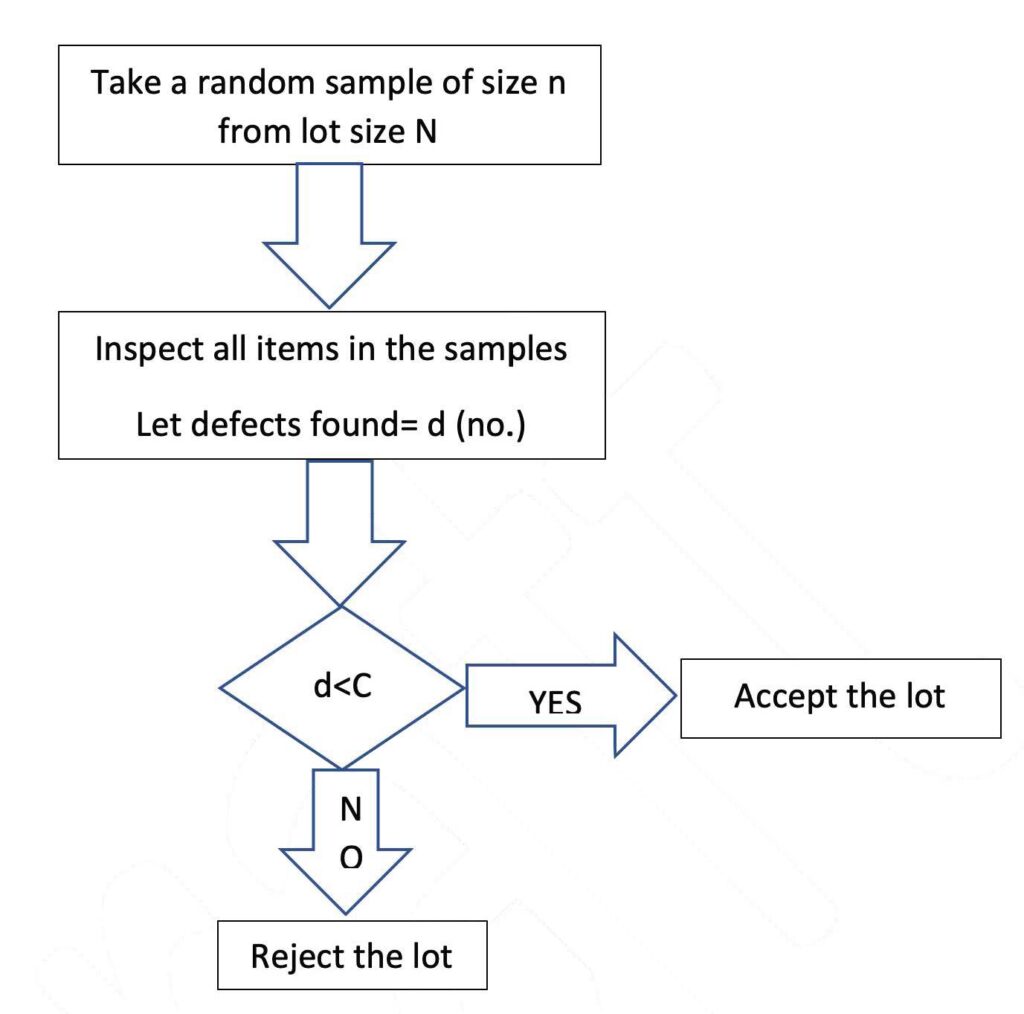
Kế hoạch lấy mẫu đơn (ISO 2859)
Cho phép:
-
N = kích thước lô
-
N = kích thước mẫu
-
C = số chấp nhận
-
ngày = số lượng sản phẩm lỗi được tìm thấy trong mẫu
Luật lệ:
-
Nếu như d < C, chấp nhận lô hàng.
-
Nếu như d ≥ C, từ chối lô hàng.
Đây là quy tắc kiểm tra đơn giản nhất và được sử dụng phổ biến nhất trong ISO 2859, phù hợp với các tình huống kiểm soát chất lượng chung.
Lấy mẫu kép: Mẫu thứ hai được lấy nếu mẫu đầu tiên không có kết quả rõ ràng;
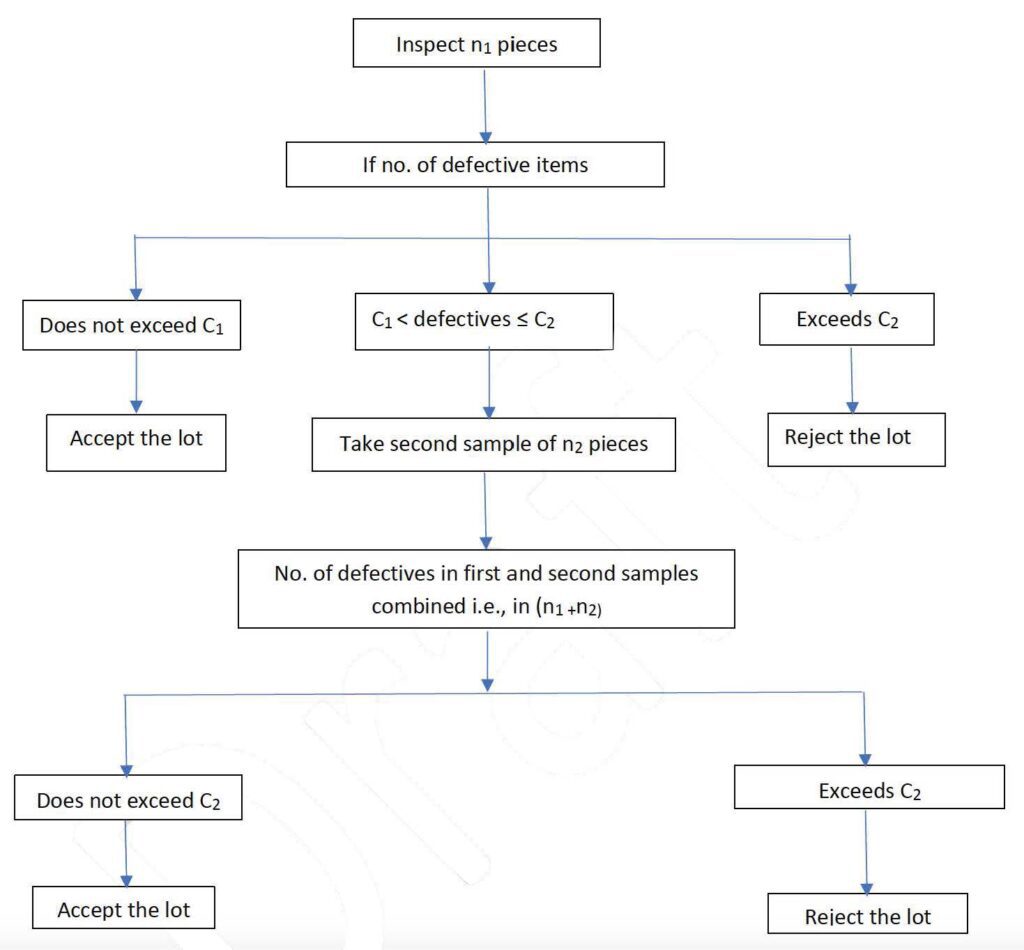
Cho phép:
-
N = kích thước lô
-
số ₁ = số lượng mảnh trong mẫu đầu tiên
-
C₁ = số chấp nhận cho mẫu đầu tiên
-
d₁ = số lượng sản phẩm lỗi trong mẫu đầu tiên
-
n₂ = số lượng mảnh trong mẫu thứ hai
-
n₁ + n₂ = tổng số mục được kiểm tra
-
C₂ = số lượng chấp nhận cho các mẫu kết hợp
-
d₂ = tổng số lỗi trong cả hai mẫu
Luật lệ:
-
Nếu như d₁ ≤ C₁, chấp nhận lô hàng.
-
Nếu như d₁ > C₂, từ chối lô hàng.
-
Nếu như C₁ < d₁ ≤ C₂, lấy mẫu thứ hai và kiểm tra:
-
Nếu như d₂ ≤ C₂, chấp nhận lô hàng.
-
Nếu như d₂ > C₂, từ chối lô hàng.
-
Cách tiếp cận này giúp giảm công sức kiểm tra khi chất lượng lô hàng rõ ràng là tốt hoặc xấu sau mẫu đầu tiên, đồng thời cho phép đánh giá thêm khi kết quả còn ở ngưỡng mong manh.
Lấy mẫu nhiều lần:Chia nhỏ hơn nữa quy trình kiểm tra để nâng cao hiệu quả.
2.4Mẫu Kích thước Mã Chữ cái
Đây là công cụ trung tâm trong ISO 2859. Dựa trên quy mô lô và mức kiểm tra đã chọn, một chữ cái mã (ví dụ: K, L, M) được xác định từ bảng tra cứu. Sau đó, chữ cái này được sử dụng để tìm quy mô mẫu tương ứng và tiêu chí chấp nhận/từ chối theo AQL đã chọn.
2.5Ứng dụng công nghiệp của ISO 2859
ISO 2859 có thể áp dụng cho hầu như mọi quy trình sản xuất hàng loạt mà kiểm soát chất lượng là điều cần thiết. Nó đặc biệt có liên quan trong các lĩnh vực sau:
- Sản xuất điện tử: ví dụ, tụ điện, điện trở, PCB;
- Ngành công nghiệp thực phẩm và dược phẩm: để kiểm tra trực quan bao bì, niêm phong, v.v.;
- Thiết bị y tế: nơi mà việc giao hàng không có lỗi là rất quan trọng;
3.0Vai trò của ISO 2859 trong ngành sản xuất cơ khí
ISO 2859 được áp dụng rộng rãi và trực tiếp trong lĩnh vực sản xuất cơ khí, bao gồm nhưng không giới hạn ở các lĩnh vực sau:
3.1Kiểm tra mẫu linh kiện
Các bộ phận như thành phần phay, tiện, dập và tấm kim loại—đặc biệt là các bộ phận được gia công bên ngoài hoặc mua bên ngoài—thường được kiểm tra khi nhận bằng cách sử dụng các kế hoạch lấy mẫu dựa trên ISO 2859 như một phần của quy trình Kiểm soát chất lượng đầu vào (IQC).
3.2Kiểm tra trong quá trình hoặc trung gian (IPQC)
Trong các bước sản xuất như hàn, sơn hoặc đánh bóng, kiểm tra lấy mẫu được sử dụng để theo dõi tính ổn định của quy trình trong một lô. Điều này giúp ngăn ngừa việc xử lý thêm số lượng lớn sản phẩm lỗi, do đó giảm thiểu chất thải.
3.3Kiểm tra sản phẩm cuối cùng (FQC/OQC)
Trước khi đóng gói, sản phẩm cuối cùng được kiểm tra mẫu để đảm bảo đáp ứng Giới hạn chất lượng chấp nhận được (AQL) đã thỏa thuận với khách hàng. Điều này làm giảm nguy cơ trả lại và khiếu nại về chất lượng sau khi giao hàng.
3.4Kiểm soát chất lượng dây chuyền tự động
Trong môi trường sản xuất thông minh, ISO 2859 được tích hợp vào MES (Hệ thống thực hiện sản xuất) hoặc QMS (Hệ thống quản lý chất lượng), cho phép lấy mẫu, ra quyết định và phản hồi theo thời gian thực trong quy trình kiểm tra tự động.
4.0Ứng dụng của ISO 2859-1 trong gia công và sản xuất
Trong ngành cơ khí, sản phẩm thường đòi hỏi độ chính xác và độ bền cao. Trong các quy trình chính như tiện, dập và uốn, tính nhất quán và độ an toàn của sản phẩm ảnh hưởng trực tiếp đến chất lượng lắp ráp và độ tin cậy vận hành. ISO 2859-1 cung cấp một khuôn khổ kiểm soát chất lượng hiệu quả và được áp dụng rộng rãi trong cả quá trình kiểm tra và kiểm tra cuối cùng của các hoạt động quan trọng này.
4.1Ứng dụng trong quá trình tiện
Các bộ phận tiện—như trục, các thành phần ren và ống lót—yêu cầu kiểm soát chặt chẽ độ chính xác về kích thước và độ hoàn thiện bề mặt. Bằng cách áp dụng ISO 2859-1, nhóm chất lượng có thể thiết lập AQL phù hợp (ví dụ: 1,0%) dựa trên quy mô lô và xác định các kế hoạch lấy mẫu để kiểm tra “đi/không đi” các đặc điểm chính như đường kính, độ đồng tâm và bước ren. Cách tiếp cận này giúp giảm thời gian kiểm tra và lọc hiệu quả các lỗi gia công.
4.2Ứng dụng trong quy trình dập
Các bộ phận dập (ví dụ, vỏ kim loại, giá đỡ, tấm đục lỗ) thường liên quan đến các tiêu chí về hình học và chất lượng cạnh. Theo ISO 2859-1, các AQL khác nhau có thể được chỉ định cho các loại khuyết tật khác nhau:
- Lỗi nghiêm trọng(ví dụ, nứt, biến dạng nghiêm trọng): AQL = 0,0%
- Những khiếm khuyết lớn(ví dụ, đục lỗ không hoàn chỉnh, gờ): AQL = 1,0%
- Khuyết tật nhỏ(ví dụ, vết xước nhẹ): AQL = 2,5% Sử dụng Mức kiểm tra chung II hoặc III, một số lượng đơn vị được xác định theo thống kê sẽ được kiểm tra để đánh giá khả năng chấp nhận lô hàng.
4.3Ứng dụng trong quy trình uốn tấm kim loại
Các vấn đề thường gặp trong uốn tấm kim loại bao gồm độ lệch góc, nứt và vết lõm bề mặt. ISO 2859-1 cho phép các nhà sản xuất điều chỉnh tiêu chí kiểm tra theo yêu cầu về chức năng và ngoại hình cụ thể của khách hàng.
Ví dụ, các vỏ bọc thẩm mỹ có thể yêu cầu kiểm tra trực quan chặt chẽ hơn bằng cách sử dụng các mức đặc biệt như S-4, trong khi các giá đỡ kết cấu có thể ưu tiên các thuộc tính về kích thước và khả năng chịu tải.
4.4Chuẩn hóa và tăng hiệu quả
Bằng cách triển khai ISO 2859-1, các nhà sản xuất có thể thiết lập các quy trình kiểm soát chất lượng chuẩn hóa. Các kế hoạch lấy mẫu có thể được ghi lại trong sổ tay chất lượng hoặc hướng dẫn công việc và được nhân viên kiểm tra thực hiện nhất quán. Điều này giảm thiểu phán đoán chủ quan và cho phép điều chỉnh nhanh chóng các chiến lược kiểm tra trên nhiều dây chuyền và quy trình, nâng cao hiệu quả kiểm tra tổng thể.
5.0Những quan niệm sai lầm phổ biến khi sử dụng ISO 2859
Mặc dù là một tiêu chuẩn hoàn thiện và được sử dụng rộng rãi, ISO 2859 đôi khi bị áp dụng sai do những quan niệm sai lầm sau:
- Xử lý AQL như một Mục tiêu Chất lượng
AQL xác định giới hạn chấp nhận thống kê—không phải mục tiêu thực tế cho chất lượng sản phẩm. Tỷ lệ lỗi thấp hơn vẫn là mục tiêu sản xuất. - Bỏ qua tính đại diện của mẫu
Các mẫu phải được chọn ngẫu nhiên và mang tính đại diện. Việc chỉ chọn những mục “đẹp” sẽ làm giảm tính hợp lệ thống kê. - Tần suất kiểm tra không phù hợp với nhịp độ sản xuất
Việc lấy mẫu phải được đồng bộ với chu kỳ sản xuất thực tế. Nếu không, có thể gây ra tình trạng tắc nghẽn kiểm tra hoặc bỏ sót lô hàng.
6.0Cách triển khai quy trình kiểm tra ISO 2859
- Bước 1:Định nghĩa AQL và Mức độ kiểm tra
Đặt AQL phù hợp dựa trên loại sản phẩm, yêu cầu của khách hàng và tỷ lệ lỗi lịch sử (ví dụ: 1,0% cho các kích thước chính, 2,5% cho các lỗi về mặt thẩm mỹ). - Bước 2:Xác định kích thước lô
Tham khảo số lượng thực tế trong lô hàng—cho dù đang sản xuất hay mua sắm. - Bước 3:Tham khảo Bảng lấy mẫu
Ví dụ:- Quy mô lô: 500 đơn vị
- Mức độ kiểm tra: Tổng quát II
- AQL: 1.5%
- Kích thước mẫu: 50 đơn vị
- Tiêu chí chấp nhận: Chấp nhận nếu ≤ 2 lỗi; từ chối nếu ≥ 3 lỗi
- Bước 4:Tiến hành kiểm tra tại chỗ và ghi lại kết quả
Thanh tra viên thực hiện lấy mẫu và đưa ra quyết định xử lý lô hàng dựa trên ngưỡng được xác định theo tiêu chuẩn.
7.0ISO 2859 liên quan đến các tiêu chuẩn quản lý chất lượng khác
Mối quan hệ với ISO 9001: ISO 2859 đóng vai trò là công cụ chính trong việc triển khai ISO 9001, cho phép các tổ chức xác nhận tính phù hợp của đầu ra quy trình.
Sự khác biệt so với ISO 3951: ISO 2859 dựa trên thuộc tính (đạt/không đạt), trong khi ISO 3951 dựa trên biến (định lượng). Tiêu chuẩn sau thường được sử dụng cho dữ liệu liên tục như kích thước.
8.0Kết luận: ISO 2859 như một công cụ chiến lược để kiểm soát chất lượng cơ khí
Trong lĩnh vực cơ khí, chất lượng không chỉ ảnh hưởng đến hiệu suất mà còn ảnh hưởng đến danh tiếng thương hiệu. ISO 2859 cung cấp phương pháp khoa học, hiệu quả và có thể lặp lại để quản lý việc kiểm tra trong điều kiện hạn chế về nguồn lực.
Đối với các nhà sản xuất tập trung vào quản lý tinh gọn và kiểm soát quy trình, ISO 2859 không chỉ là một công cụ mà còn thể hiện triết lý quản lý chất lượng chủ động dựa trên dữ liệu.
Tài liệu tham khảo
blog.ansi.org/2020/07/iso-2859-4-2020-declared-quality-levels/
www.testcoo.com/en/blog/understanding-iso-2859-a-comprehensive-guide-to-sampling-for-quality-inspection
qualityinspection.org/inspection-level/