

- 1.0ISO 2859 คืออะไร?
- 2.0หลักการสำคัญของ ISO 2859
- 3.0บทบาทของ ISO 2859 ในอุตสาหกรรมการผลิตเครื่องจักรกล
- 4.0การประยุกต์ใช้ ISO 2859-1 ในการตัดเฉือนและการผลิต
- 5.0ความเข้าใจผิดที่พบบ่อยเมื่อใช้ ISO 2859
- 6.0วิธีการนำกระบวนการตรวจสอบ ISO 2859 มาใช้
- 7.0ISO 2859 ที่เกี่ยวข้องกับมาตรฐานการจัดการคุณภาพอื่นๆ
- 8.0บทสรุป: ISO 2859 เป็นเครื่องมือเชิงกลยุทธ์สำหรับการควบคุมคุณภาพเชิงกล
ในการปฏิบัติงานควบคุมคุณภาพในทางปฏิบัติ การตรวจสอบ 100% มักมีค่าใช้จ่ายสูงและไม่มีประสิทธิภาพ โดยเฉพาะในสภาพแวดล้อมการผลิตจำนวนมาก การรักษาสมดุลระหว่างประสิทธิภาพการตรวจสอบและคุณภาพของผลิตภัณฑ์กลายเป็นความท้าทายที่สำคัญสำหรับผู้ผลิต ISO 2859 ได้รับการพัฒนาขึ้นเพื่อจุดประสงค์นี้โดยเฉพาะ โดยเป็นมาตรฐานที่ได้รับการยอมรับทั่วโลกสำหรับการตรวจสอบการสุ่มตัวอย่าง ซึ่งใช้กันอย่างแพร่หลายในอุตสาหกรรมต่างๆ และทำหน้าที่เป็นข้อมูลอ้างอิงที่สำคัญในกระบวนการตรวจสอบคุณภาพของโรงงานผลิต โดยเฉพาะอย่างยิ่งในสาขาวิศวกรรมเครื่องกล
1.0ISO 2859 คืออะไร?
ISO 2859 มีชื่ออย่างเป็นทางการว่า ขั้นตอนการสุ่มตัวอย่างเพื่อตรวจสอบตามคุณลักษณะเป็นชุดขั้นตอนมาตรฐานที่พัฒนาโดยองค์กรระหว่างประเทศว่าด้วยการมาตรฐาน (ISO) สำหรับการตรวจสอบล็อตผลิตภัณฑ์ตามคุณลักษณะ
การตรวจสอบคุณลักษณะหมายถึงการประเมินรายการแบบไบนารีว่า "สอดคล้อง" หรือ "ไม่สอดคล้อง" (เช่น ยอมรับได้ในเชิงขนาด ปราศจากข้อบกพร่องที่พื้นผิว) แทนที่จะเป็นการวัดค่าเชิงปริมาณ ซึ่ง ISO 3951 ระบุไว้ มาตรฐาน ISO 2859 มักใช้ในสถานการณ์การตรวจสอบสินค้าขาเข้า การตรวจสอบระหว่างกระบวนการ และการตรวจสอบขั้นสุดท้าย

1.1ประวัติเวอร์ชัน ISO 2859-1
ISO 2859-1 เป็นมาตรฐานสำคัญจากองค์กรมาตรฐานสากล (ISO) สำหรับการตรวจสอบการสุ่มตัวอย่างผลิตภัณฑ์ในแต่ละล็อต มาตรฐานนี้ได้รับการแก้ไขหลายครั้งเพื่อให้สอดคล้องกับการเปลี่ยนแปลงในอุตสาหกรรมและระบบคุณภาพที่เปลี่ยนแปลงไป
- มอก.2859-1:1989: เวอร์ชันที่ใช้กันอย่างแพร่หลายในช่วงแรกซึ่งกำหนดกรอบงานหลักของ AQL ระดับการตรวจสอบ รหัสขนาดตัวอย่าง และกฎการสลับ มีการนำไปใช้กันอย่างแพร่หลายในอุตสาหกรรมต่างๆ เช่น เครื่องจักร อิเล็กทรอนิกส์ และสินค้าอุปโภคบริโภค และรองรับระบบต่างๆ เช่น ISO 9001:1994
[ดาวน์โหลด ISO 2859-1:1989 PDF]
- มอก.2859-1:1999: การอัปเดตครั้งสำคัญที่ปรับปรุงคำศัพท์ กฎการสลับ และการใช้งาน เพิ่มความชัดเจนและรองรับการบูรณาการกับการตรวจสอบอัตโนมัติและระบบ ISO 9001:2000 ได้ดีขึ้น
[ดาวน์โหลด ISO 2859-1:1989 PDF]
2.0หลักการสำคัญของ ISO 2859
ซีรีส์ ISO 2859 ประกอบด้วยส่วนต่างๆ หลายส่วน โดยส่วนที่ใช้กันทั่วไป ได้แก่:
| หมายเลขมาตรฐาน | ชื่อเรื่องแบบย่อ | แอปพลิเคชัน |
|---|---|---|
| ใบรับรอง ISO 2859-1 | ขั้นตอนการสุ่มตัวอย่างทั่วไปสำหรับการตรวจสอบตามคุณลักษณะ | ใช้กันมากที่สุด, ให้ตารางตรวจสอบ AQL |
| ISO 2859-2 ได้รับการรับรอง | ขั้นตอนการควบคุมคุณภาพให้เข้มงวดยิ่งขึ้น | ใช้ในภาคส่วนที่มีความน่าเชื่อถือสูง (เช่น ทหาร การแพทย์) |
| ตามมาตรฐาน ISO 2859-3 | ขั้นตอนการตรวจสอบแผนการสุ่มตัวอย่าง | เพื่อตรวจสอบประสิทธิผลของแผนการตรวจสอบ |
| ตามมาตรฐาน ISO 2859-4 | ขั้นตอนการสุ่มตัวอย่างหลายขั้นตอน | วิธีการสุ่มตัวอย่างที่ซับซ้อนมากขึ้นแต่มีประสิทธิภาพด้านต้นทุน |
| ISO 2859-5 | การสุ่มตัวอย่างแบบต่อเนื่องเพื่อการผลิตแบบต่อเนื่อง | เหมาะสำหรับกระบวนการผลิตที่กำลังดำเนินอยู่ |
การตรวจสอบการสุ่มตัวอย่างตามมาตรฐาน ISO 2859 เกี่ยวข้องกับแนวคิดสำคัญหลายประการ:
2.1AQL (ขีดจำกัดคุณภาพที่ยอมรับได้)
AQL หมายถึงเปอร์เซ็นต์สูงสุดของสินค้าที่มีข้อบกพร่องในชุดสินค้าหนึ่งที่ถือว่ายอมรับได้เป็นค่าเฉลี่ยของกระบวนการ ค่า AQL ทั่วไป ได้แก่ 1.0%, 1.5%, 2.5% และ 4.0% สิ่งสำคัญคือ AQL ไม่ได้หมายความว่าสินค้าที่มีข้อบกพร่องเป็นที่ยอมรับได้ แต่หมายความว่าควรยอมรับชุดสินค้านั้นในทางสถิติหากอัตราข้อบกพร่องต่ำกว่าขีดจำกัดที่ระบุ
2.2ระดับการตรวจสอบ
มาตรฐานนี้กำหนดระดับการตรวจสอบทั่วไป 3 ระดับ (ระดับทั่วไป I, II, III) และระดับพิเศษ 4 ระดับ (S-1 ถึง S-4) ระดับเหล่านี้จะกำหนดขนาดตัวอย่าง ระดับทั่วไป II เป็นระดับเริ่มต้นและใช้กันทั่วไปที่สุดในทางปฏิบัติ
2.3แผนการสุ่มตัวอย่าง
ISO 2859 กำหนดแผนการสุ่มตัวอย่างสามประเภท:
การสุ่มตัวอย่างแบบเดี่ยว:มีการตัดสินใจหลังจากตรวจสอบตัวอย่างหนึ่งตัวอย่าง
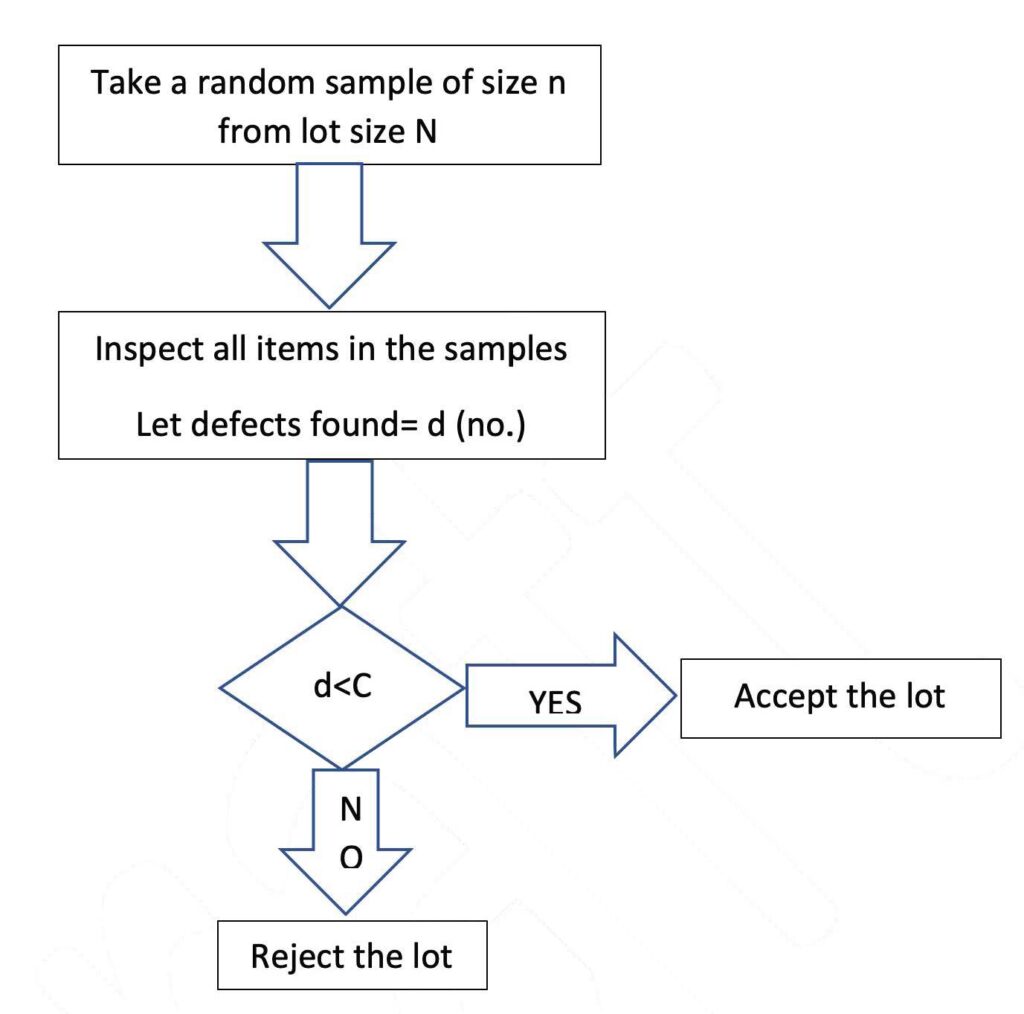
แผนการสุ่มตัวอย่างแบบเดี่ยว (ISO 2859)
อนุญาต:
-
เอ็น = ขนาดล็อต
-
น = ขนาดตัวอย่าง
-
ซี = หมายเลขการตอบรับ
-
ง = จำนวนรายการที่มีตำหนิที่พบในตัวอย่าง
กฎ:
-
ถ้า ง < ค, ยอมรับทั้งหมด.
-
ถ้า ง ≥ องศาเซลเซียส, ปฏิเสธล็อต
นี่เป็นกฎการตรวจสอบที่ง่ายที่สุดและใช้กันทั่วไปที่สุดใน ISO 2859 เหมาะสำหรับสถานการณ์การควบคุมคุณภาพทั่วไป
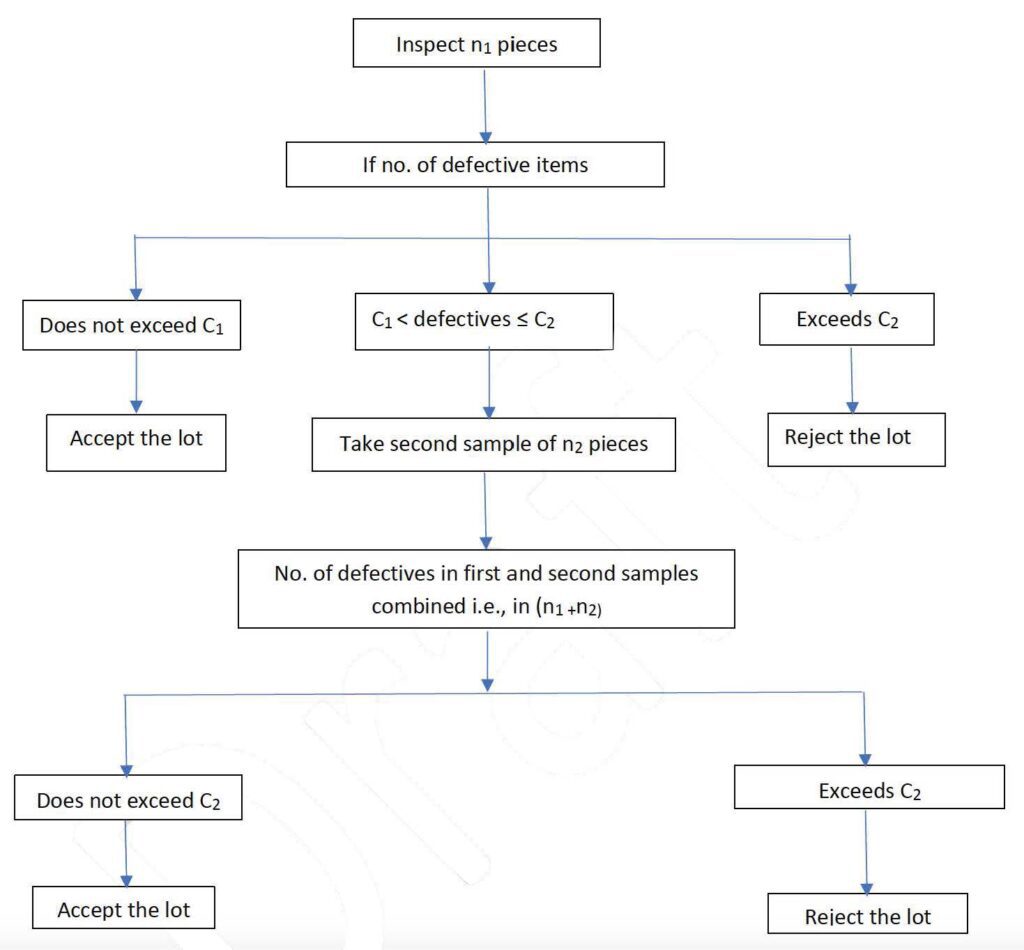
การสุ่มตัวอย่างแบบคู่:ตัวอย่างที่สองจะถูกดึงออกมาหากตัวอย่างแรกไม่มีผลสรุป
อนุญาต:
-
เอ็น = ขนาดล็อต
-
น₁ = จำนวนชิ้นในตัวอย่างแรก
-
ซี₁ = จำนวนการยอมรับสำหรับตัวอย่างแรก
-
ง₁ = จำนวนสินค้าชำรุดในตัวอย่างแรก
-
n₂ = จำนวนชิ้นในตัวอย่างที่สอง
-
n₁ + n₂ = จำนวนรายการทั้งหมดที่ได้รับการตรวจสอบ
-
ซี2 = จำนวนการยอมรับสำหรับตัวอย่างรวม
-
ดี₂ = จำนวนรวมของสินค้าชำรุดในทั้งสองตัวอย่าง
กฎ:
-
ถ้า d₁ ≤ C₁, ยอมรับทั้งหมด.
-
ถ้า d₁ > C₂, ปฏิเสธล็อต
-
ถ้า C₁ < d₁ ≤ C₂, นำตัวอย่างที่สองมาตรวจสอบ:
-
ถ้า d₂ ≤ C₂, ยอมรับทั้งหมด.
-
ถ้า ดี₂ > ซี₂, ปฏิเสธล็อต
-
แนวทางนี้ช่วยลดความพยายามในการตรวจสอบเมื่อคุณภาพของล็อตชัดเจนว่าดีหรือไม่ดีหลังจากการสุ่มตัวอย่างครั้งแรก ขณะเดียวกันก็ช่วยให้สามารถประเมินเพิ่มเติมได้เมื่อผลลัพธ์อยู่ในระดับปานกลาง
การสุ่มตัวอย่างหลาย ๆ ครั้ง:แบ่งกระบวนการตรวจสอบย่อยออกไปอีกเพื่อเพิ่มประสิทธิภาพ
2.4ตัวอย่างรหัสตัวอักษรขนาด
นี่คือเครื่องมือหลักใน ISO 2859 โดยจะกำหนดตัวอักษรรหัส (เช่น K, L, M) จากตารางค้นหาตามขนาดล็อตและระดับการตรวจสอบที่เลือก จากนั้นจึงใช้ตัวอักษรเพื่อค้นหาขนาดตัวอย่างที่สอดคล้องกันและเกณฑ์การยอมรับ/ปฏิเสธตาม AQL ที่เลือก
2.5การประยุกต์ใช้ ISO 2859 ในอุตสาหกรรม
ISO 2859 สามารถนำไปใช้ได้กับกระบวนการผลิตแบบแบตช์แทบทุกขั้นตอนที่การควบคุมคุณภาพเป็นสิ่งสำคัญ โดยเฉพาะอย่างยิ่งในภาคส่วนต่อไปนี้:
- การผลิตอุปกรณ์อิเล็กทรอนิกส์:เช่น ตัวเก็บประจุ ตัวต้านทาน แผงวงจรพิมพ์
- อุตสาหกรรมอาหารและยา:สำหรับการตรวจสอบภาพของบรรจุภัณฑ์ การปิดผนึก ฯลฯ
- อุปกรณ์ทางการแพทย์: ซึ่งการจัดส่งแบบไม่มีข้อบกพร่องเป็นสิ่งสำคัญ
3.0บทบาทของ ISO 2859 ในอุตสาหกรรมการผลิตเครื่องจักรกล
ISO 2859 มีการประยุกต์ใช้โดยตรงและกว้างขวางในด้านการผลิตเชิงกล ซึ่งรวมถึงแต่ไม่จำกัดเพียงพื้นที่ต่อไปนี้:
3.1การตรวจสอบการสุ่มตัวอย่างส่วนประกอบ
ชิ้นส่วนต่างๆ เช่น ชิ้นส่วนที่ผ่านการกัด กลึง ปั๊ม และแผ่นโลหะ โดยเฉพาะชิ้นส่วนที่รับจ้างผลิตหรือซื้อจากภายนอก โดยปกติแล้วจะได้รับการตรวจสอบเมื่อได้รับโดยใช้แผนการสุ่มตัวอย่างตามมาตรฐาน ISO 2859 ซึ่งเป็นส่วนหนึ่งของกระบวนการควบคุมคุณภาพขาเข้า (IQC)
3.2การตรวจสอบระหว่างกระบวนการหรือระหว่างดำเนินการ (IPQC)
ในขั้นตอนการผลิต เช่น การเชื่อม การทาสี หรือการขัดเงา การตรวจสอบตัวอย่างจะใช้เพื่อตรวจสอบความเสถียรของกระบวนการในแต่ละล็อต ซึ่งจะช่วยป้องกันไม่ให้มีการประมวลผลผลิตภัณฑ์ที่มีข้อบกพร่องจำนวนมากต่อไป จึงช่วยลดของเสีย
3.3การตรวจสอบผลิตภัณฑ์ขั้นสุดท้าย (FQC/OQC)
ก่อนการบรรจุหีบห่อ ผลิตภัณฑ์ขั้นสุดท้ายจะต้องผ่านการตรวจสอบตัวอย่างเพื่อให้แน่ใจว่าเป็นไปตามขีดจำกัดคุณภาพที่ยอมรับได้ (AQL) ที่ตกลงกับลูกค้า ซึ่งจะช่วยลดความเสี่ยงในการส่งคืนสินค้าและเรียกร้องคุณภาพหลังการจัดส่ง
3.4การควบคุมคุณภาพสายอัตโนมัติ
ในสภาพแวดล้อมการผลิตอัจฉริยะ ISO 2859 จะถูกรวมเข้าใน MES (ระบบปฏิบัติการการผลิต) หรือ QMS (ระบบการจัดการคุณภาพ) ช่วยให้สามารถสุ่มตัวอย่าง ตัดสินใจ และรับข้อเสนอแนะได้แบบเรียลไทม์ภายในเวิร์กโฟลว์การตรวจสอบอัตโนมัติ
4.0การประยุกต์ใช้ ISO 2859-1 ในการตัดเฉือนและการผลิต
ในอุตสาหกรรมเครื่องจักรกล ผลิตภัณฑ์มักต้องการความแม่นยำและความแข็งแกร่งสูง ในกระบวนการสำคัญ เช่น การกลึง การปั๊ม และการดัด ความสม่ำเสมอและความปลอดภัยของผลิตภัณฑ์ส่งผลโดยตรงต่อคุณภาพการประกอบและความน่าเชื่อถือในการปฏิบัติงาน ISO 2859-1 นำเสนอกรอบการควบคุมคุณภาพที่มีประสิทธิภาพและได้รับการนำไปใช้กันอย่างแพร่หลายในการตรวจสอบทั้งระหว่างกระบวนการและขั้นสุดท้ายของการดำเนินการที่สำคัญเหล่านี้
4.1การประยุกต์ใช้ในกระบวนการกลึง
ชิ้นส่วนที่ผ่านการกลึง เช่น เพลา ชิ้นส่วนที่มีเกลียว และปลอกหุ้ม จำเป็นต้องได้รับการควบคุมอย่างเข้มงวดในด้านความแม่นยำของขนาดและการตกแต่งพื้นผิว ด้วยการใช้ ISO 2859-1 ทีมงานด้านคุณภาพสามารถกำหนด AQL ที่เหมาะสม (เช่น 1.0%) ตามขนาดล็อต และกำหนดแผนการสุ่มตัวอย่างสำหรับการตรวจสอบ "ผ่าน/ไม่ผ่าน" ของลักษณะสำคัญ เช่น เส้นผ่านศูนย์กลาง ความเป็นศูนย์กลางศูนย์กลาง และระยะพิทช์ของเกลียว แนวทางนี้ช่วยลดเวลาในการตรวจสอบและกรองข้อบกพร่องในการตัดเฉือนออกไปได้อย่างมีประสิทธิภาพ
4.2การประยุกต์ใช้ในกระบวนการปั๊ม
ชิ้นส่วนที่ปั๊มขึ้นรูป (เช่น ตัวเรือนโลหะ วงเล็บ แผ่นเจาะรู) มักมีเกณฑ์ด้านเรขาคณิตและคุณภาพขอบ ภายใต้ ISO 2859-1 AQL ที่แตกต่างกันสามารถกำหนดให้กับประเภทข้อบกพร่องต่างๆ ได้:
- ข้อบกพร่องที่สำคัญ(เช่น รอยแตกร้าว การเสียรูปรุนแรง): AQL = 0.0%
- ข้อบกพร่องที่สำคัญ(เช่น การเจาะไม่สมบูรณ์ การเกิดครีบ): AQL = 1.0%
- ข้อบกพร่องเล็กน้อย(เช่น รอยขีดข่วนเล็กๆ): AQL = 2.5% โดยใช้ระดับการตรวจสอบทั่วไป II หรือ III จะมีการตรวจสอบจำนวนหน่วยที่กำหนดทางสถิติเพื่อประเมินการยอมรับของแต่ละชุด
4.3การประยุกต์ใช้ในกระบวนการดัดแผ่นโลหะ
ปัญหาทั่วไปในการดัดแผ่นโลหะ ได้แก่ ความเบี่ยงเบนเชิงมุม การแตกร้าว และรอยบุ๋มบนพื้นผิว ISO 2859-1 ช่วยให้ผู้ผลิตสามารถปรับเกณฑ์การตรวจสอบให้เหมาะกับลักษณะเฉพาะและข้อกำหนดการใช้งานของลูกค้าได้
ตัวอย่างเช่น โครงสร้างที่สวยงามอาจต้องได้รับการตรวจสอบด้วยสายตาที่เข้มงวดกว่า โดยใช้ระดับพิเศษ เช่น S-4 ขณะที่ตัวยึดโครงสร้างอาจให้ความสำคัญกับคุณลักษณะของมิติและการรับน้ำหนักเป็นอันดับแรก
4.4การสร้างมาตรฐานและการเพิ่มประสิทธิภาพ
การนำ ISO 2859-1 มาใช้ช่วยให้ผู้ผลิตสามารถกำหนดขั้นตอนการควบคุมคุณภาพที่เป็นมาตรฐานได้ แผนการสุ่มตัวอย่างสามารถบันทึกไว้ในคู่มือคุณภาพหรือคำแนะนำการทำงาน และให้เจ้าหน้าที่ตรวจสอบปฏิบัติตามอย่างสม่ำเสมอ ซึ่งจะช่วยลดการตัดสินใจโดยอัตวิสัยและทำให้สามารถปรับใช้กลยุทธ์การตรวจสอบได้อย่างรวดเร็วในหลายสายการผลิตและหลายกระบวนการ ซึ่งช่วยเพิ่มประสิทธิภาพการตรวจสอบโดยรวม
5.0ความเข้าใจผิดที่พบบ่อยเมื่อใช้ ISO 2859
แม้ว่า ISO 2859 จะเป็นมาตรฐานที่สมบูรณ์และใช้กันอย่างแพร่หลาย แต่บางครั้งก็มีการนำไปใช้อย่างไม่ถูกต้องเนื่องจากความเข้าใจผิดดังต่อไปนี้:
- การปฏิบัติต่อ AQL เป็นเป้าหมายด้านคุณภาพ
AQL กำหนดขีดจำกัดการยอมรับทางสถิติ ไม่ใช่เป้าหมายที่แท้จริงสำหรับคุณภาพผลิตภัณฑ์ อัตราข้อบกพร่องที่ต่ำลงควรเป็นเป้าหมายการผลิต - การละเว้นการเป็นตัวแทนตัวอย่าง
จะต้องเลือกตัวอย่างแบบสุ่มและเป็นตัวแทน การเลือกเฉพาะสินค้าที่ "ดูดี" จะส่งผลต่อความถูกต้องทางสถิติ - ความถี่ในการตรวจสอบที่ไม่ตรงกับจังหวะการผลิต
การสุ่มตัวอย่างจะต้องซิงโครไนซ์กับรอบการผลิตจริง มิฉะนั้น อาจทำให้เกิดคอขวดในการตรวจสอบหรือพลาดล็อตการผลิตได้
6.0วิธีการนำกระบวนการตรวจสอบ ISO 2859 มาใช้
- ขั้นตอนที่ 1:กำหนด AQL และระดับการตรวจสอบ
กำหนด AQL ที่เหมาะสมตามประเภทผลิตภัณฑ์ ความต้องการของลูกค้า และอัตราข้อบกพร่องในอดีต (เช่น 1.0% สำหรับมิติหลัก 2.5% สำหรับข้อบกพร่องด้านรูปลักษณ์) - ขั้นตอนที่ 2:กำหนดขนาดแปลง
อ้างอิงถึงปริมาณจริงในแต่ละชุด ไม่ว่าจะเป็นระหว่างการผลิตหรือการจัดซื้อ - ขั้นตอนที่ 3:ดูตารางการสุ่มตัวอย่าง
ตัวอย่างเช่น:- ขนาดแปลง : 500 ยูนิต
- ระดับการตรวจสอบ : ทั่วไป II
- คะแนนเฉลี่ย: 1.5%
- ขนาดตัวอย่าง: 50 หน่วย
- เกณฑ์การยอมรับ: ยอมรับหากมีข้อบกพร่อง ≤ 2 ข้อ ปฏิเสธหากมีข้อบกพร่อง ≥ 3 ข้อ
- ขั้นตอนที่ 4:ดำเนินการตรวจสอบในสถานที่และบันทึกผลลัพธ์
เจ้าหน้าที่ตรวจสอบจะทำการสุ่มตัวอย่างและตัดสินใจกำจัดเป็นกลุ่มโดยยึดตามเกณฑ์ที่กำหนดตามมาตรฐาน
7.0ISO 2859 ที่เกี่ยวข้องกับมาตรฐานการจัดการคุณภาพอื่นๆ
ความสัมพันธ์กับ ISO 9001: ISO 2859 ทำหน้าที่เป็นเครื่องมือสำคัญในการนำ ISO 9001 มาใช้ โดยช่วยให้องค์กรสามารถตรวจสอบผลลัพธ์ของกระบวนการว่าเป็นไปตามมาตรฐานหรือไม่
ความแตกต่างจาก ISO 3951: ISO 2859 เป็นแบบอิงตามคุณลักษณะ (ผ่าน/ไม่ผ่าน) ในขณะที่ ISO 3951 เป็นแบบอิงตามตัวแปร (เชิงปริมาณ) โดยทั่วไปแล้วแบบหลังจะใช้กับข้อมูลต่อเนื่อง เช่น มิติ
8.0บทสรุป: ISO 2859 เป็นเครื่องมือเชิงกลยุทธ์สำหรับการควบคุมคุณภาพเชิงกล
ในภาคส่วนเครื่องจักร คุณภาพไม่เพียงแต่ส่งผลต่อประสิทธิภาพการทำงานเท่านั้น แต่ยังส่งผลต่อชื่อเสียงของแบรนด์ด้วย ISO 2859 นำเสนอวิธีการจัดการการตรวจสอบภายใต้ข้อจำกัดด้านทรัพยากรที่มีประสิทธิภาพและทำซ้ำได้ซึ่งเป็นวิธีการทางวิทยาศาสตร์
สำหรับผู้ผลิตที่เน้นการบริหารจัดการแบบลดขั้นตอนและการควบคุมกระบวนการ ISO 2859 ไม่เพียงแต่เป็นเครื่องมือเท่านั้น แต่ยังสะท้อนถึงปรัชญาการบริหารจัดการคุณภาพเชิงรุกที่ขับเคลื่อนด้วยข้อมูลอีกด้วย
อ้างอิง
บล็อก ansi.org/2020/07/iso-2859-4-2020-ประกาศระดับคุณภาพ/
www.testcoo.com/en/blog/understanding-iso-2859-a-คู่มือครอบคลุมการสุ่มตัวอย่างเพื่อการตรวจสอบคุณภาพ
การตรวจสอบคุณภาพ.org/inspection-level/