

- 1.0Что такое ISO 2859?
- 2.0Основные принципы ISO 2859
- 3.0Роль ISO 2859 в машиностроительной промышленности
- 4.0Применение ISO 2859-1 в обработке и производстве
- 5.0Распространенные заблуждения при использовании ISO 2859
- 6.0Как внедрить процесс инспекции по ISO 2859
- 7.0ISO 2859 по отношению к другим стандартам управления качеством
- 8.0Заключение: ISO 2859 как стратегический инструмент механического контроля качества
В практических операциях по контролю качества инспекция 100% часто является дорогостоящей и неэффективной, особенно в условиях массового производства. Достижение баланса между эффективностью инспекции и качеством продукции становится ключевой задачей для производителей. ISO 2859 был разработан именно для этой цели. Как всемирно признанный стандарт выборочного контроля, он широко используется в различных отраслях промышленности и служит критически важным ориентиром в процессах контроля качества на производственных предприятиях, особенно в области машиностроения.
1.0Что такое ISO 2859?
ISO 2859, официальное название Процедуры отбора проб для проверки по атрибутам— это набор стандартизированных процедур, разработанных Международной организацией по стандартизации (ИСО) для проверки партий продукции на основе атрибутов.
Атрибутивный контроль подразумевает бинарную оценку изделий как «соответствующих» или «несоответствующих» (например, приемлемых по размерам, без поверхностных дефектов), а не измерение количественных значений, что рассматривается в ISO 3951. Стандарт ISO 2859 обычно применяется в сценариях входного контроля, внутрипроизводственного контроля и окончательного контроля.

1.1История версий ISO 2859-1
ISO 2859-1 — ключевой стандарт Международной организации по стандартизации (ISO) для выборочного контроля партий продукции. Он несколько раз пересматривался для соответствия изменениям в промышленности и развитию систем качества.
- ИСО 2859-1:1989: Ранняя широко используемая версия, которая установила базовую структуру AQL, уровней инспекции, кодов размера выборки и правил переключения. Она была широко принята в таких отраслях, как машиностроение, электроника и потребительские товары, и поддерживала такие системы, как ISO 9001:1994.
[Загрузить ISO 2859-1:1989 PDF]
- ИСО 2859-1:1999: Крупное обновление, улучшающее терминологию, правила переключения и удобство использования. Оно повысило ясность и лучше поддерживало интеграцию с автоматизированной инспекцией и системами ISO 9001:2000.
[Загрузить ISO 2859-1:1989 PDF]
2.0Основные принципы ISO 2859
Серия стандартов ISO 2859 состоит из нескольких частей, наиболее часто используемые из которых:
| Стандартный номер | Упрощенное название | Приложение |
|---|---|---|
| ИСО 2859-1 | Общие процедуры отбора проб для проверки по признакам | Наиболее часто используемый, предоставляет таблицы контроля AQL |
| ИСО 2859-2 | Процедуры для более жестких ограничений качества | Используется в секторах, где требуется высокая надежность (например, в военной, медицинской отраслях) |
| ИСО 2859-3 | Процедуры проверки планов отбора проб | Для проверки эффективности схем проверки |
| ИСО 2859-4 | Многократные процедуры отбора проб | Более сложные, но экономически эффективные методы отбора проб |
| ИСО 2859-5 | Последовательный отбор проб для непрерывного производства | Подходит для текущих производственных процессов |
Выборочная инспекция на основе ISO 2859 включает в себя несколько ключевых концепций:
2.1AQL (приемлемый предел качества)
AQL относится к максимальному проценту дефектных изделий в партии, который можно считать приемлемым в качестве среднего значения процесса. Обычные значения AQL включают 1,0%, 1,5%, 2,5% и 4,0%. Важно отметить, что AQL не означает, что дефектные изделия допустимы, а скорее то, что партия должна быть принята статистически, если уровень дефектов ниже указанного предела.
2.2Уровень инспекции
Стандарт предусматривает три общих уровня инспекции (Общие уровни I, II, III) и четыре специальных уровня (S-1 по S-4). Эти уровни определяют размер выборки. Общий уровень II является уровнем по умолчанию и наиболее часто используемым на практике.
2.3Планы отбора проб
ISO 2859 определяет три типа планов выборочного контроля:
Единичная выборка: Решение принимается после проверки одного образца;
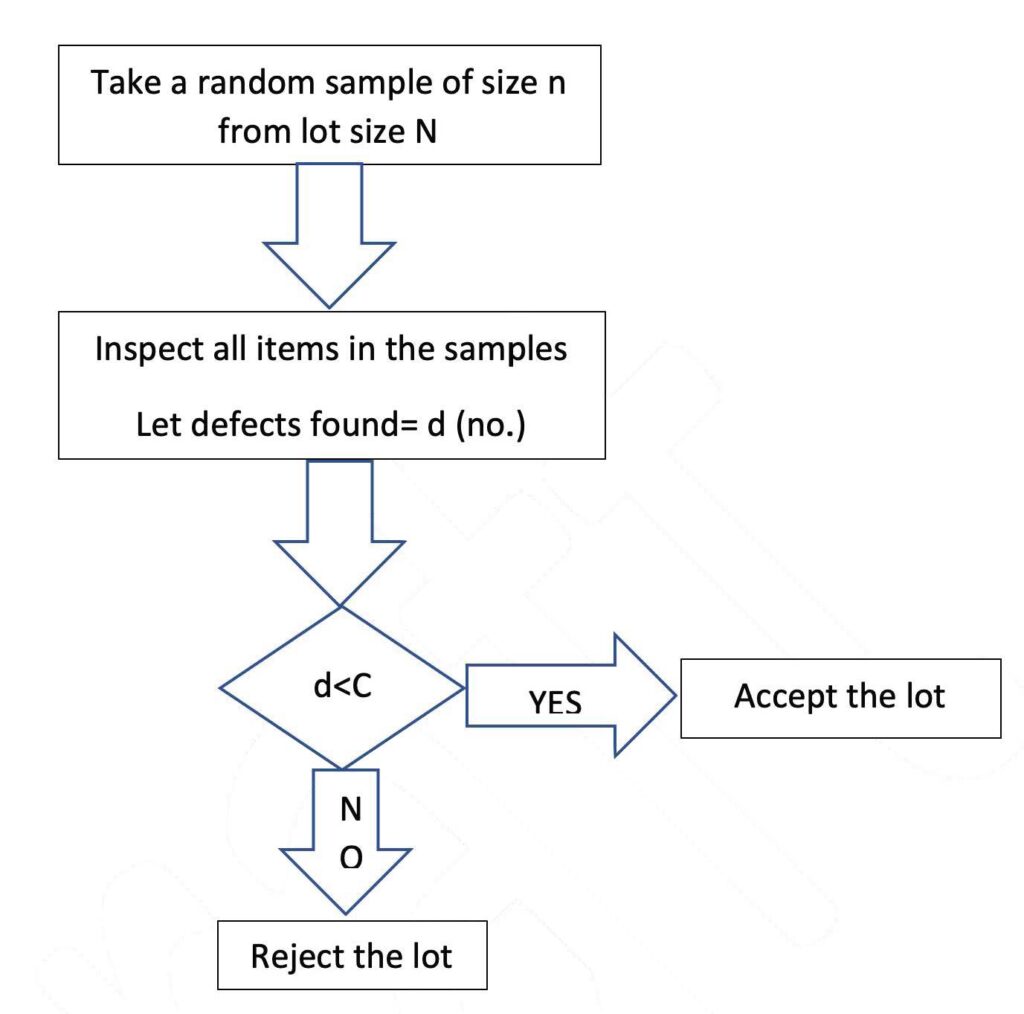
План однократного отбора проб (ISO 2859)
Позволять:
-
Н = размер партии
-
н = размер выборки
-
С = приемочное число
-
г = количество дефектных изделий, обнаруженных в выборке
Правило:
-
Если г < С, примите лот.
-
Если г ≥ С, отклонить лот.
Это самое простое и наиболее часто используемое правило проверки в ISO 2859, подходящее для общих сценариев контроля качества.
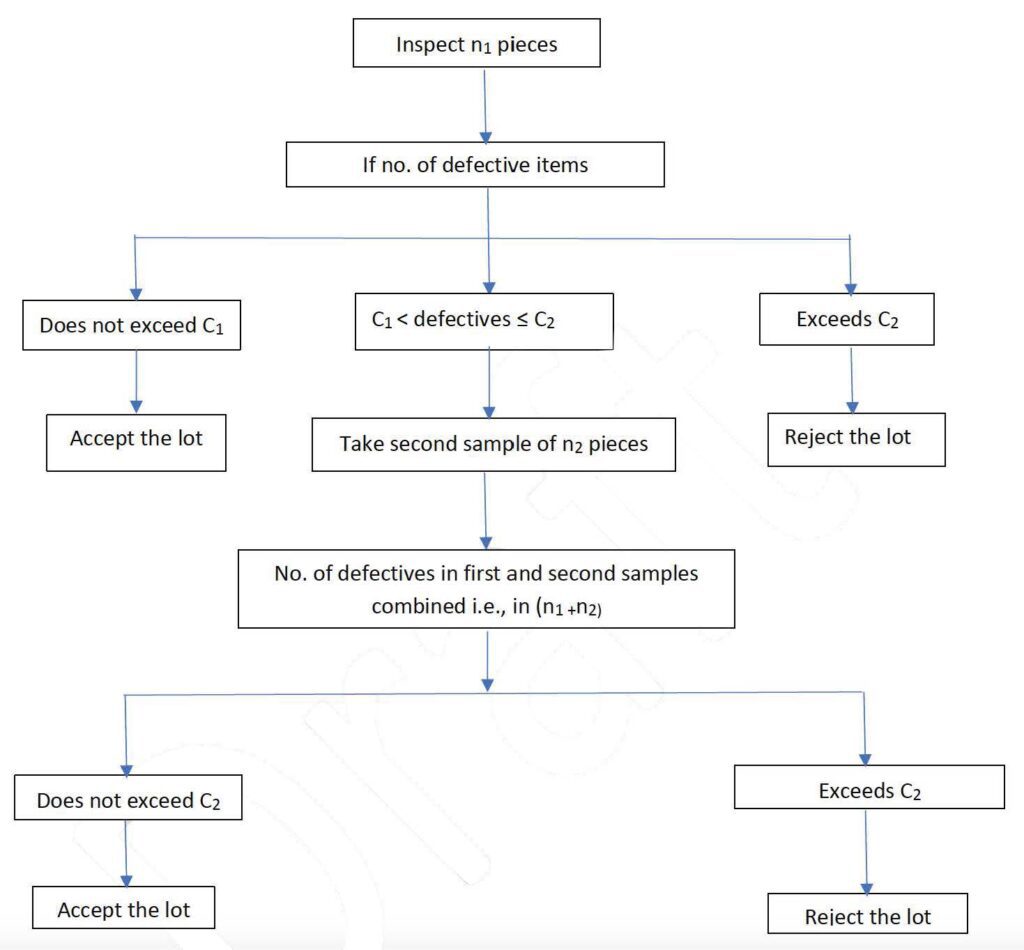
Двойная выборка: Если первый образец оказался неубедительным, берется второй образец;
Позволять:
-
Н = размер партии
-
н₁ = количество штук в первой выборке
-
С₁ = приемочное число для первого образца
-
д₁ = количество дефектных изделий в первой выборке
-
н₂ = количество штук во второй выборке
-
н₁ + н₂ = общее количество проверенных предметов
-
С₂ = приемочное число для объединенных образцов
-
д₂ = общее количество дефектных изделий в обоих образцах
Правило:
-
Если d₁ ≤ C₁, примите лот.
-
Если д₁ > С₂, отклонить лот.
-
Если С₁ < d₁ ≤ С₂, возьмите второй образец и проверьте:
-
Если d₂ ≤ C₂, примите лот.
-
Если д₂ > С₂, отклонить лот.
-
Такой подход помогает сократить объем проверок, когда качество партии однозначно хорошее или плохое после первой пробы, и в то же время позволяет проводить дополнительную оценку, когда результаты оказываются пограничными.
Многократная выборка: Дальнейшее разделение процесса проверки для повышения эффективности.
2.4Буквы кода размера образца
Это центральный инструмент в ISO 2859. На основе размера партии и выбранного уровня контроля из справочной таблицы определяется кодовая буква (например, K, L, M). Затем буква используется для поиска соответствующего размера выборки и критериев приемки/отбраковки в соответствии с выбранным AQL.
2.5Применение ISO 2859 в промышленности
ISO 2859 применим практически к любому процессу серийного производства, где контроль качества имеет важное значение. Он особенно актуален в следующих секторах:
- Производство электроники: например, конденсаторы, резисторы, печатные платы;
- Пищевая и фармацевтическая промышленность: для визуального осмотра упаковки, герметизации и т. д.;
- Медицинские приборы: где критически важна поставка с нулевым дефектом;
3.0Роль ISO 2859 в машиностроительной промышленности
ISO 2859 находит широкое и непосредственное применение в области машиностроения, включая, помимо прочего, следующие области:
3.1Выборочная проверка компонентов
Такие детали, как фрезерованные, токарные, штампованные и листовые металлические компоненты, особенно те, которые переданы на аутсорсинг или закуплены на стороне, обычно проверяются при получении с использованием планов выборочного контроля на основе ISO 2859 в рамках процесса входного контроля качества (IQC).
3.2Внутрипроизводственный или промежуточный контроль (IPQC)
На этапах производства, таких как сварка, покраска или полировка, выборочный контроль используется для контроля стабильности процесса в партии. Это помогает предотвратить дальнейшую обработку большого количества дефектной продукции, тем самым сокращая отходы.
3.3Окончательный контроль качества продукции (FQC/OQC)
Перед упаковкой конечные продукты проходят выборочный контроль, чтобы убедиться, что они соответствуют допустимому пределу качества (AQL), согласованному с заказчиком. Это снижает риск возвратов и претензий по качеству после доставки.
3.4Автоматизированный контроль качества линии
В интеллектуальных производственных средах стандарт ISO 2859 интегрируется в MES (системы управления производством) или QMS (системы менеджмента качества), что позволяет осуществлять отбор проб в режиме реального времени, принимать решения и получать обратную связь в рамках автоматизированных рабочих процессов инспекции.
4.0Применение ISO 2859-1 в обработке и производстве
В машиностроении продукция часто требует высокой точности и прочности. В таких ключевых процессах, как точение, штамповка и гибка, постоянство и безопасность продукции напрямую влияют на качество сборки и эксплуатационную надежность. ISO 2859-1 предлагает эффективную структуру контроля качества и широко применяется как в ходе производственных, так и в окончательных проверках этих критических операций.
4.1Применение в токарных процессах
Точеные детали, такие как валы, резьбовые компоненты и втулки, требуют строгого контроля точности размеров и обработки поверхности. Применяя ISO 2859-1, группа по качеству может установить соответствующий AQL (например, 1.0%) на основе размера партии и определить планы выборочного контроля для проверки «годен/не годен» ключевых характеристик, таких как диаметр, концентричность и шаг резьбы. Такой подход сокращает время проверки и эффективно отфильтровывает дефекты обработки.
4.2Применение в процессах штамповки
Штампованные детали (например, металлические корпуса, кронштейны, перфорированные пластины) часто включают геометрические и краевые критерии качества. Согласно ISO 2859-1, различные AQL могут быть назначены различным типам дефектов:
- Критические дефекты(например, трещины, сильная деформация): AQL = 0,0%
- Крупные дефекты(например, неполная перфорация, заусенцы): AQL = 1,0%
- Незначительные дефекты(например, легкие царапины): AQL = 2,5%. Используя общий уровень контроля II или III, статистически определенное количество единиц проверяется для оценки приемлемости партии.
4.3Применение в процессах гибки листового металла
Распространенные проблемы при гибке листового металла включают угловое отклонение, трещины и вмятины на поверхности. ISO 2859-1 позволяет производителям адаптировать критерии проверки к внешнему виду и функциональным требованиям заказчика.
Например, эстетические ограждения могут потребовать более строгого визуального осмотра с использованием специальных уровней, таких как S-4, в то время как для структурных кронштейнов приоритет могут отдавать размерным и несущим характеристикам.
4.4Стандартизация и повышение эффективности
Внедряя ISO 2859-1, производители могут устанавливать стандартизированные процедуры контроля качества. Планы выборочного контроля могут быть задокументированы в руководствах по качеству или рабочих инструкциях и последовательно выполняться инспекционным персоналом. Это сводит к минимуму субъективные суждения и позволяет быстро адаптировать стратегии инспекции на нескольких линиях и процессах, повышая общую эффективность инспекции.
5.0Распространенные заблуждения при использовании ISO 2859
Несмотря на то, что ISO 2859 является зрелым и широко используемым стандартом, его иногда применяют неправильно из-за следующих заблуждений:
- Рассмотрение AQL как цели качества
AQL определяет предел статистического принятия, а не фактическую цель для качества продукта. Более низкий уровень дефектов должен оставаться целью производства. - Игнорирование репрезентативности выборки
Образцы должны быть выбраны случайным и репрезентативным образом. Выбор только «красивых» элементов ставит под угрозу статистическую достоверность. - Несоответствие частоты проверок ритму производства
Отбор проб должен быть синхронизирован с реальными производственными циклами. В противном случае это может привести к задержкам в инспекции или пропуску партий.
6.0Как внедрить процесс инспекции по ISO 2859
- Шаг 1:Определить AQL и уровень инспекции
Установите соответствующие значения AQL на основе типа продукта, требований клиентов и исторических показателей дефектов (например, 1,0% для ключевых размеров, 2,5% для косметических дефектов). - Шаг 2:Определить размер партии
Укажите фактическое количество в партии — как в производстве, так и в закупке. - Шаг 3:См. Таблицу отбора проб.
Например:- Размер партии: 500 единиц
- Уровень инспекции: Общий II
- ДУК: 1.5%
- Размер выборки: 50 единиц
- Критерии приемки: принять, если ≤ 2 дефектов; отклонить, если ≥ 3 дефектов
- Шаг 4:Проведение инспекции на месте и запись результатов
Инспекторы проводят отбор проб и принимают решения о размещении партий на основе пороговых значений, определенных стандартами.
7.0ISO 2859 по отношению к другим стандартам управления качеством
Связь с ISO 9001: ISO 2859 служит ключевым инструментом при внедрении ISO 9001, позволяя организациям проверять результаты процесса на соответствие.
Отличие от ISO 3951: ISO 2859 основан на атрибутах (прошел/не прошел), тогда как ISO 3951 основан на переменных (количественный). Последний обычно используется для непрерывных данных, таких как измерения.
8.0Заключение: ISO 2859 как стратегический инструмент механического контроля качества
В механическом секторе качество влияет не только на производительность, но и на репутацию бренда. ISO 2859 предлагает научный, эффективный и воспроизводимый метод управления инспекцией в условиях ограниченных ресурсов.
Для производителей, ориентированных на бережливое управление и контроль процессов, стандарт ISO 2859 — это больше, чем просто инструмент. Он воплощает философию проактивного управления качеством на основе данных.
Ссылки
blog.ansi.org/2020/07/iso-2859-4-2020-declared-quality-levels/
www.testcoo.com/en/blog/understanding-iso-2859-a-comprehensive-guide-to-sampling-for-quality-inspection
qualityinspection.org/inspection-level/