

- 1.0O que é ISO 2859?
- 2.0Princípios Fundamentais da ISO 2859
- 3.0O papel da ISO 2859 na indústria de manufatura mecânica
- 4.0Aplicação da ISO 2859-1 em Usinagem e Fabricação
- 5.0Equívocos comuns ao usar a ISO 2859
- 6.0Como implementar um processo de inspeção ISO 2859
- 7.0ISO 2859 em relação a outras normas de gestão da qualidade
- 8.0Conclusão: ISO 2859 como ferramenta estratégica para o controle de qualidade mecânico
Em operações práticas de controle de qualidade, a inspeção 100% costuma ser dispendiosa e ineficiente, especialmente em ambientes de produção em massa. Encontrar um equilíbrio entre a eficiência da inspeção e a qualidade do produto torna-se um desafio fundamental para os fabricantes. A ISO 2859 foi desenvolvida precisamente para esse propósito. Como norma globalmente reconhecida para inspeção por amostragem, é amplamente utilizada em todos os setores e serve como referência fundamental nos processos de inspeção de qualidade de plantas fabris, particularmente na área de engenharia mecânica.
1.0O que é ISO 2859?
ISO 2859, oficialmente intitulado Procedimentos de Amostragem para Inspeção por Atributos, é um conjunto de procedimentos padronizados desenvolvidos pela Organização Internacional de Padronização (ISO) para inspeção baseada em atributos de lotes de produtos.
A inspeção de atributos se refere à avaliação binária de itens como "conformes" ou "não conformes" (por exemplo, dimensionalmente aceitáveis, livres de defeitos de superfície), em vez da medição de valores quantitativos — o que é abordado pela ISO 3951. O padrão ISO 2859 é comumente aplicado em cenários de inspeção de recebimento, inspeção em processo e inspeção final.

1.1Histórico de versões da ISO 2859-1
A ISO 2859-1 é uma norma fundamental da Organização Internacional para Padronização (ISO) para inspeção por amostragem de lotes de produtos. Ela foi revisada diversas vezes para se adequar às mudanças industriais e à evolução dos sistemas de qualidade.
- ISO 2859-1:1989: Uma versão inicial amplamente utilizada que estabeleceu a estrutura central do NQA, níveis de inspeção, códigos de tamanho de amostra e regras de comutação. Foi amplamente adotada em setores como máquinas, eletrônicos e bens de consumo, e suportou sistemas como a ISO 9001:1994.
- ISO 2859-1:1999: Uma atualização importante que aprimora a terminologia, as regras de troca e a usabilidade. Aprimorou a clareza e melhorou a integração com os sistemas de inspeção automatizada e ISO 9001:2000.
2.0Princípios Fundamentais da ISO 2859
A série ISO 2859 é composta por diversas partes, sendo as mais utilizadas:
| Número Padrão | Título simplificado | Aplicativo |
|---|---|---|
| ISO 2859-1 | Procedimentos gerais de amostragem para inspeção por atributos | Mais comumente usado, fornece tabelas de inspeção AQL |
| ISO 2859-2 | Procedimentos para limites de qualidade mais rigorosos | Usado em setores de alta confiabilidade (por exemplo, militar, médico) |
| ISO 2859-3 | Procedimentos para validação de planos de amostragem | Para verificar a eficácia dos esquemas de inspeção |
| ISO 2859-4 | Procedimentos de amostragem múltipla | Métodos de amostragem mais complexos, mas economicamente eficientes |
| ISO 2859-5 | Amostragem sequencial para produção contínua | Adequado para processos de produção em andamento |
A inspeção por amostragem baseada na ISO 2859 envolve vários conceitos-chave:
2.1AQL (Limite de Qualidade Aceitável)
NQA refere-se à porcentagem máxima de itens defeituosos em um lote que pode ser considerada aceitável como média do processo. Os valores comuns de NQA incluem 1,01 TP3T, 1,51 TP3T, 2,51 TP3T e 4,01 TP3T. É importante ressaltar que um NQA não implica que itens defeituosos sejam permitidos, mas sim que o lote deve ser aceito estatisticamente se a taxa de defeitos estiver abaixo do limite especificado.
2.2Nível de Inspeção
A norma prevê três níveis gerais de inspeção (Níveis Gerais I, II e III) e quatro níveis especiais (S-1 a S-4). Esses níveis determinam o tamanho da amostra. O Nível Geral II é o nível padrão e mais comumente utilizado na prática.
2.3Planos de Amostragem
A ISO 2859 define três tipos de planos de amostragem:
Amostragem única:Uma decisão é tomada após a inspeção de uma amostra;
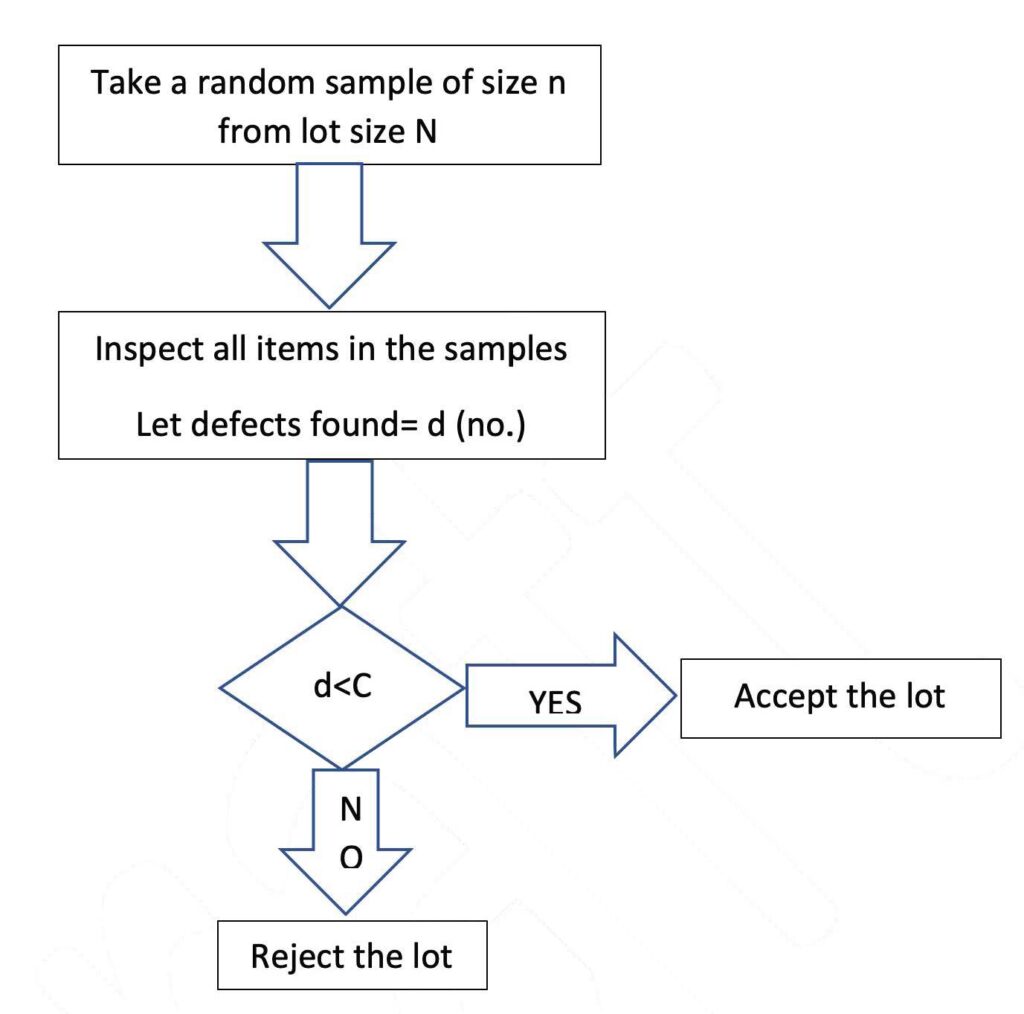
Plano de Amostragem Única (ISO 2859)
Deixar:
-
N = tamanho do lote
-
n = tamanho da amostra
-
C = número de aceitação
-
d = número de itens defeituosos encontrados na amostra
Regra:
-
Se d < C, aceite o lote.
-
Se d ≥ C, rejeitar o lote.
Esta é a regra de inspeção mais simples e comumente usada na ISO 2859, adequada para cenários gerais de controle de qualidade.
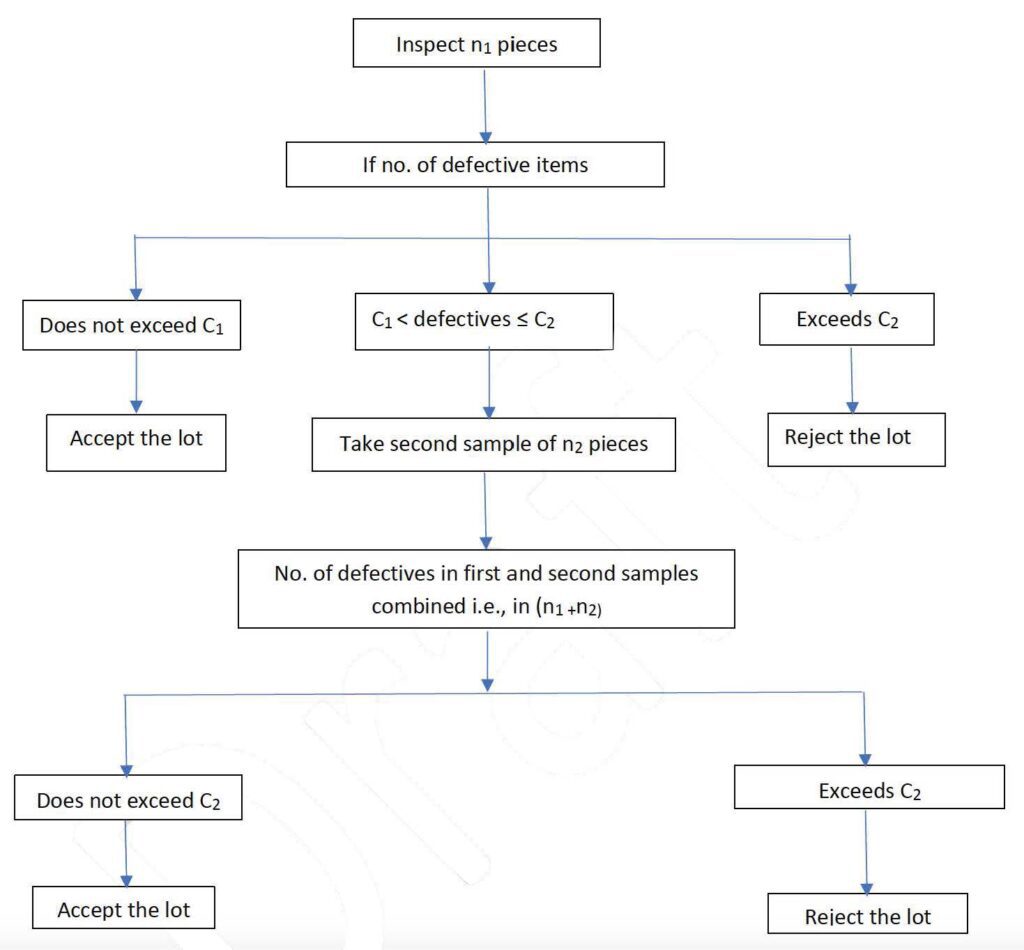
Amostragem dupla:Uma segunda amostra é coletada se a primeira for inconclusiva;
Deixar:
-
N = tamanho do lote
-
n₁ = número de peças na primeira amostra
-
C₁ = número de aceitação da primeira amostra
-
d₁ = número de defeituosos na primeira amostra
-
n₂ = número de peças na segunda amostra
-
n₁ + n₂ = número total de itens inspecionados
-
C₂ = número de aceitação para as amostras combinadas
-
d₂ = número total de defeituosos em ambas as amostras
Regra:
-
Se d₁ ≤ C₁, aceite o lote.
-
Se d₁ > C₂, rejeitar o lote.
-
Se C₁ < d₁ ≤ C₂, pegue uma segunda amostra e inspecione:
-
Se d₂ ≤ C₂, aceite o lote.
-
Se d₂ > C₂, rejeitar o lote.
-
Essa abordagem ajuda a reduzir o esforço de inspeção quando a qualidade do lote é claramente boa ou ruim após a primeira amostra, ao mesmo tempo em que permite uma avaliação mais aprofundada quando os resultados estão no limite.
Amostragem múltipla: Subdivide ainda mais o processo de inspeção para aumentar a eficiência.
2.4Código de tamanho de amostra de letras
Esta é uma ferramenta central na ISO 2859. Com base no tamanho do lote e no nível de inspeção selecionado, uma letra de código (por exemplo, K, L, M) é determinada a partir da tabela de consulta. A letra é então usada para encontrar o tamanho da amostra correspondente e os critérios de aceitação/rejeição de acordo com o NQA selecionado.
2.5Aplicações industriais da ISO 2859
A ISO 2859 é aplicável a praticamente qualquer processo de produção em lote onde o controle de qualidade seja essencial. Ela é especialmente relevante nos seguintes setores:
- Fabricação de eletrônicos: por exemplo, capacitores, resistores, PCBs;
- Indústrias alimentícia e farmacêutica: para inspeção visual de embalagem, selagem, etc.;
- Dispositivos médicos: onde a entrega sem defeitos é crítica;
3.0O papel da ISO 2859 na indústria de manufatura mecânica
A ISO 2859 encontra aplicação ampla e direta no campo da fabricação mecânica, incluindo, mas não se limitando às seguintes áreas:
3.1Inspeção de Amostragem de Componentes
Peças como componentes fresados, torneados, estampados e de chapa metálica — especialmente aquelas terceirizadas ou adquiridas externamente — normalmente são inspecionadas no recebimento usando planos de amostragem baseados na ISO 2859 como parte do processo de Controle de Qualidade de Entrada (IQC).
3.2Inspeção em processo ou intermediária (IPQC)
Durante etapas de produção, como soldagem, pintura ou polimento, a inspeção por amostragem é usada para monitorar a estabilidade do processo dentro de um lote. Isso ajuda a evitar o processamento posterior de grandes quantidades de produtos defeituosos, reduzindo assim o desperdício.
3.3Inspeção de Produto Final (FQC/OQC)
Antes da embalagem, os produtos finais passam por uma inspeção por amostragem para garantir que atendem ao Limite de Qualidade Aceitável (LQA) acordado com o cliente. Isso reduz o risco de devoluções e reclamações de qualidade pós-entrega.
3.4Controle de Qualidade de Linha Automatizado
Em ambientes de manufatura inteligentes, a ISO 2859 é integrada ao MES (Sistemas de Execução de Manufatura) ou QMS (Sistemas de Gestão da Qualidade), permitindo amostragem em tempo real, tomada de decisões e feedback dentro de fluxos de trabalho de inspeção automatizados.
4.0Aplicação da ISO 2859-1 em Usinagem e Fabricação
Na indústria mecânica, os produtos frequentemente exigem alta precisão e resistência. Em processos-chave como torneamento, estampagem e dobra, a consistência e a segurança do produto afetam diretamente a qualidade da montagem e a confiabilidade operacional. A ISO 2859-1 oferece uma estrutura de controle de qualidade eficiente e é amplamente adotada em inspeções em processo e finais dessas operações críticas.
4.1Aplicação em Processos de Torneamento
Peças torneadas — como eixos, componentes roscados e luvas — exigem um controle rigoroso sobre a precisão dimensional e o acabamento superficial. Ao aplicar a ISO 2859-1, a equipe de qualidade pode definir um NQA apropriado (por exemplo, 1,0%) com base no tamanho do lote e definir planos de amostragem para inspeção "aprovada/reprovada" de características-chave, como diâmetro, concentricidade e passo da rosca. Essa abordagem reduz o tempo de inspeção e filtra com eficácia os defeitos de usinagem.
4.2Aplicação em Processos de Estamparia
Peças estampadas (por exemplo, carcaças metálicas, suportes, placas perfuradas) frequentemente envolvem critérios geométricos e de qualidade de aresta. De acordo com a ISO 2859-1, diferentes NQA podem ser atribuídos a diferentes tipos de defeitos:
- Defeitos críticos(por exemplo, rachaduras, deformação severa): AQL = 0,0%
- Defeitos graves(por exemplo, puncionamento incompleto, rebarbas): AQL = 1,0%
- Pequenos defeitos(por exemplo, arranhões leves): NQA = 2,5% Usando a Inspeção Geral Nível II ou III, um número estatisticamente determinado de unidades é inspecionado para avaliar a aceitabilidade do lote.
4.3Aplicação em processos de dobra de chapas metálicas
Problemas comuns na dobra de chapas metálicas incluem desvio angular, rachaduras e indentação da superfície. A ISO 2859-1 permite que os fabricantes adaptem os critérios de inspeção aos requisitos funcionais e de aparência específicos do cliente.
Por exemplo, gabinetes estéticos podem exigir inspeção visual mais rigorosa usando níveis especiais como S-4, enquanto suportes estruturais podem priorizar atributos dimensionais e de suporte de carga.
4.4Padronização e ganhos de eficiência
Ao implementar a ISO 2859-1, os fabricantes podem estabelecer procedimentos padronizados de controle de qualidade. Os planos de amostragem podem ser documentados em manuais de qualidade ou instruções de trabalho e executados consistentemente pela equipe de inspeção. Isso minimiza o julgamento subjetivo e permite a rápida adaptação das estratégias de inspeção em múltiplas linhas e processos, aumentando a eficiência geral da inspeção.
5.0Equívocos comuns ao usar a ISO 2859
Apesar de ser uma norma madura e amplamente utilizada, a ISO 2859 às vezes é mal aplicada devido aos seguintes equívocos:
- Tratando o AQL como uma meta de qualidade
O NQA define o limite de aceitação estatística — não a meta real para a qualidade do produto. Uma taxa de defeitos mais baixa deve permanecer como meta de fabricação. - Ignorando a representatividade da amostra
As amostras devem ser selecionadas de forma aleatória e representativa. Escolher apenas itens "bonitos" compromete a validade estatística. - Desalinhamento da frequência de inspeção com o ritmo de produção
A amostragem deve ser sincronizada com os ciclos de produção reais. Caso contrário, pode causar gargalos na inspeção ou lotes perdidos.
6.0Como implementar um processo de inspeção ISO 2859
- Passo 1:Definir AQL e Nível de Inspeção
Defina NQA apropriados com base no tipo de produto, requisitos do cliente e taxas históricas de defeitos (por exemplo, 1,0% para dimensões principais, 2,5% para defeitos estéticos). - Passo 2:Determinar o tamanho do lote
Consulte a quantidade real no lote, seja na produção ou na aquisição. - Etapa 3:Consulte a Tabela de Amostragem
Por exemplo:- Tamanho do lote: 500 unidades
- Nível de inspeção: Geral II
- Nível de Qualidade de Vida (NQA): 1,5%
- Tamanho da amostra: 50 unidades
- Critérios de aceitação: Aceitar se ≤ 2 defeitos; rejeitar se ≥ 3 defeitos
- Passo 4:Realizar inspeção no local e registrar os resultados
Os inspetores realizam amostragens e tomam decisões de disposição de lotes com base em limites definidos por padrões.
7.0ISO 2859 em relação a outras normas de gestão da qualidade
Relação com a ISO 9001: A ISO 2859 serve como uma ferramenta fundamental na implementação da ISO 9001, permitindo que as organizações validem as saídas do processo para conformidade.
Diferença da ISO 3951: A ISO 2859 é baseada em atributos (aprovado/reprovado), enquanto a ISO 3951 é baseada em variáveis (quantitativa). Esta última é normalmente usada para dados contínuos, como dimensões.
8.0Conclusão: ISO 2859 como ferramenta estratégica para o controle de qualidade mecânico
No setor mecânico, a qualidade impacta não apenas o desempenho, mas também a reputação da marca. A ISO 2859 oferece um método científico, eficiente e repetível para gerenciar inspeções sob restrições de recursos.
Para fabricantes focados em gestão enxuta e controle de processos, a ISO 2859 é mais do que uma ferramenta: ela incorpora uma filosofia de gestão de qualidade proativa e orientada por dados.
Referências
blog.ansi.org/2020/07/iso-2859-4-2020-declared-quality-levels/
www.testcoo.com/en/blog/understanding-iso-2859-a-comprehensive-guide-to-sampling-for-quality-inspection
qualityinspection.org/inspection-level/