

- 1.0Czym jest ISO 2859?
- 2.0Podstawowe zasady normy ISO 2859
- 3.0Rola normy ISO 2859 w przemyśle produkcji mechanicznej
- 4.0Zastosowanie normy ISO 2859-1 w obróbce skrawaniem i wytwarzaniu
- 5.0Typowe błędne przekonania dotyczące stosowania normy ISO 2859
- 6.0Jak wdrożyć proces inspekcji zgodny z normą ISO 2859
- 7.0ISO 2859 w odniesieniu do innych norm zarządzania jakością
- 8.0Wnioski: ISO 2859 jako strategiczne narzędzie kontroli jakości mechanicznej
W praktycznych procesach kontroli jakości, inspekcja 100% jest często kosztowna i nieefektywna – zwłaszcza w środowiskach produkcji masowej. Znalezienie równowagi między wydajnością inspekcji a jakością produktu staje się kluczowym wyzwaniem dla producentów. Norma ISO 2859 została opracowana właśnie w tym celu. Jako globalnie uznawana norma dotycząca kontroli wyrywkowej, jest szeroko stosowana w różnych branżach i stanowi kluczowe odniesienie w procesach kontroli jakości w zakładach produkcyjnych, szczególnie w dziedzinie inżynierii mechanicznej.
1.0Czym jest ISO 2859?
ISO 2859, oficjalnie zatytułowany Procedury pobierania próbek do inspekcji według atrybutów, to zbiór standardowych procedur opracowanych przez Międzynarodową Organizację Normalizacyjną (ISO) na potrzeby kontroli partii produktów w oparciu o atrybuty.
Kontrola atrybutów odnosi się do binarnej oceny elementów jako „zgodnych” lub „niezgodnych” (np. akceptowalnych wymiarowo, wolnych od wad powierzchniowych), a nie do pomiaru wartości ilościowych, co jest przedmiotem normy ISO 3951. Norma ISO 2859 jest powszechnie stosowana w przypadku kontroli przychodzącej, kontroli w trakcie procesu i scenariuszy kontroli końcowej.

1.1Historia wersji ISO 2859-1
Norma ISO 2859-1 to kluczowa norma Międzynarodowej Organizacji Normalizacyjnej (ISO) dotycząca kontroli próbkowania partii produktów. Była ona kilkakrotnie nowelizowana w celu dostosowania do zmian w przemyśle i ewoluujących systemów jakości.
- ISO 2859-1:1989: Wczesna, szeroko stosowana wersja, która ustanowiła podstawowe ramy AQL, poziomy kontroli, kody wielkości próby i reguły przełączania. Została szeroko przyjęta w branżach takich jak maszynowa, elektroniczna i dóbr konsumpcyjnych, a także wspierała systemy takie jak ISO 9001:1994.
- ISO 2859-1:1999: Istotna aktualizacja poprawiająca terminologię, zasady przełączania i użyteczność. Zwiększyła przejrzystość i lepiej wsparła integrację z systemami automatycznej inspekcji i ISO 9001:2000.
2.0Podstawowe zasady normy ISO 2859
Seria ISO 2859 składa się z kilku części, do których najczęściej stosowane są:
| Numer standardowy | Uproszczony tytuł | Aplikacja |
|---|---|---|
| ISO 2859-1 | Ogólne procedury pobierania próbek do inspekcji według atrybutów | Najczęściej używane, zapewnia stoły do inspekcji AQL |
| ISO 2859-2 | Procedury dotyczące bardziej rygorystycznych limitów jakościowych | Stosowany w sektorach o wysokiej niezawodności (np. wojsko, medycyna) |
| ISO 2859-3 | Procedury walidacji planów pobierania próbek | W celu weryfikacji skuteczności programów kontroli |
| ISO 2859-4 | Procedury wielokrotnego pobierania próbek | Bardziej złożone, ale ekonomiczne metody pobierania próbek |
| ISO 2859-5 | Sekwencyjne pobieranie próbek do ciągłej produkcji | Nadaje się do bieżących procesów produkcyjnych |
Kontrola próbek oparta na normie ISO 2859 obejmuje kilka kluczowych koncepcji:
2.1AQL (dopuszczalny limit jakości)
AQL odnosi się do maksymalnego odsetka wadliwych produktów w partii, który można uznać za akceptowalny jako średnią procesu. Typowe wartości AQL to 1,0%, 1,5%, 2,5% i 4,0%. Co ważne, AQL nie oznacza, że wadliwe produkty są dopuszczalne, lecz że partia powinna zostać statystycznie zaakceptowana, jeśli wskaźnik wad jest poniżej określonego limitu.
2.2Poziom inspekcji
Norma przewiduje trzy ogólne poziomy inspekcji (poziomy ogólne I, II, III) oraz cztery poziomy specjalne (od S-1 do S-4). Poziomy te określają liczebność próby. Poziom ogólny II jest poziomem domyślnym i najczęściej stosowanym w praktyce.
2.3Plany pobierania próbek
Norma ISO 2859 definiuje trzy rodzaje planów pobierania próbek:
Pojedyncze próbkowanie:Decyzję podejmuje się po zbadaniu jednej próbki;
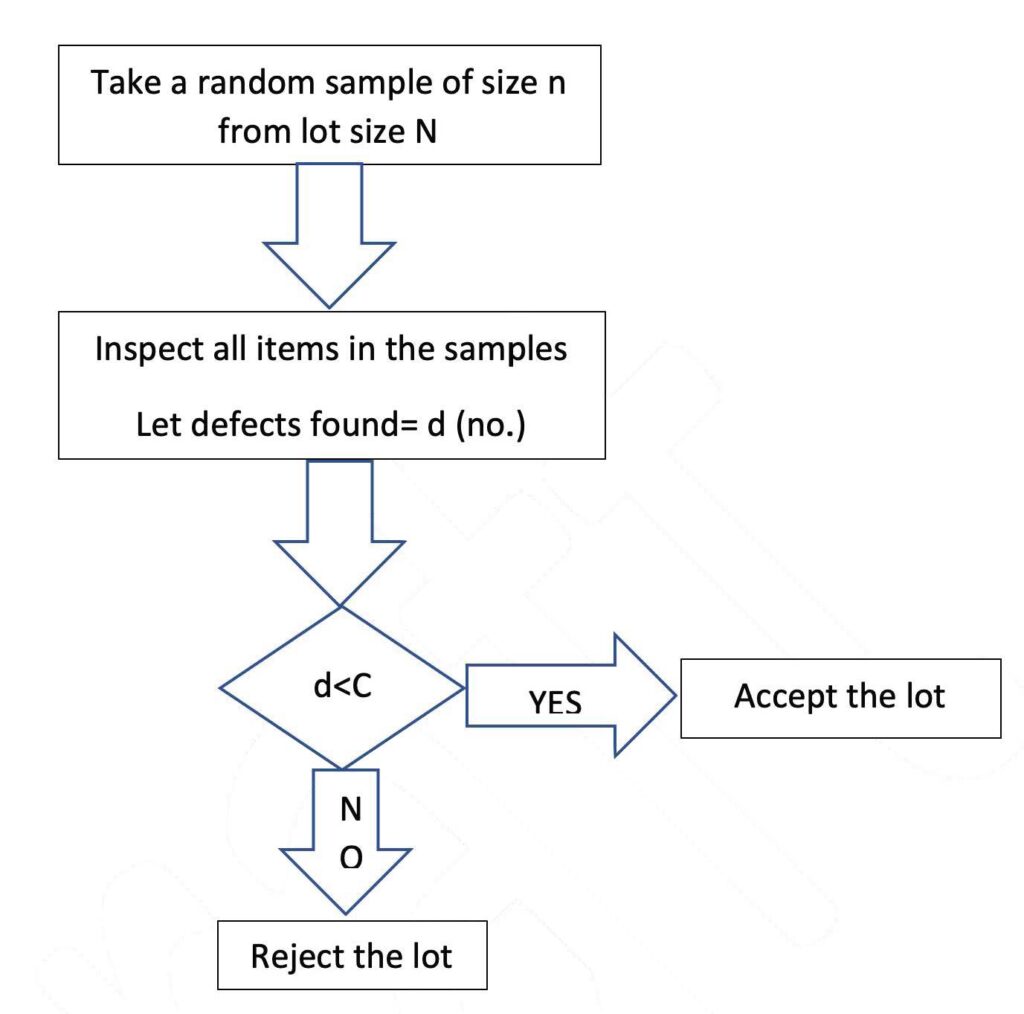
Pojedynczy plan pobierania próbek (ISO 2859)
Pozwalać:
-
N = wielkość partii
-
N = wielkość próby
-
C = numer akceptacji
-
D = liczba wadliwych elementów znalezionych w próbce
Reguła:
-
Jeśli d < C, zaakceptuj los.
-
Jeśli d ≥ C, odrzuć los.
Jest to najprostsza i najczęściej stosowana zasada kontroli zawarta w normie ISO 2859, odpowiednia do ogólnych scenariuszy kontroli jakości.
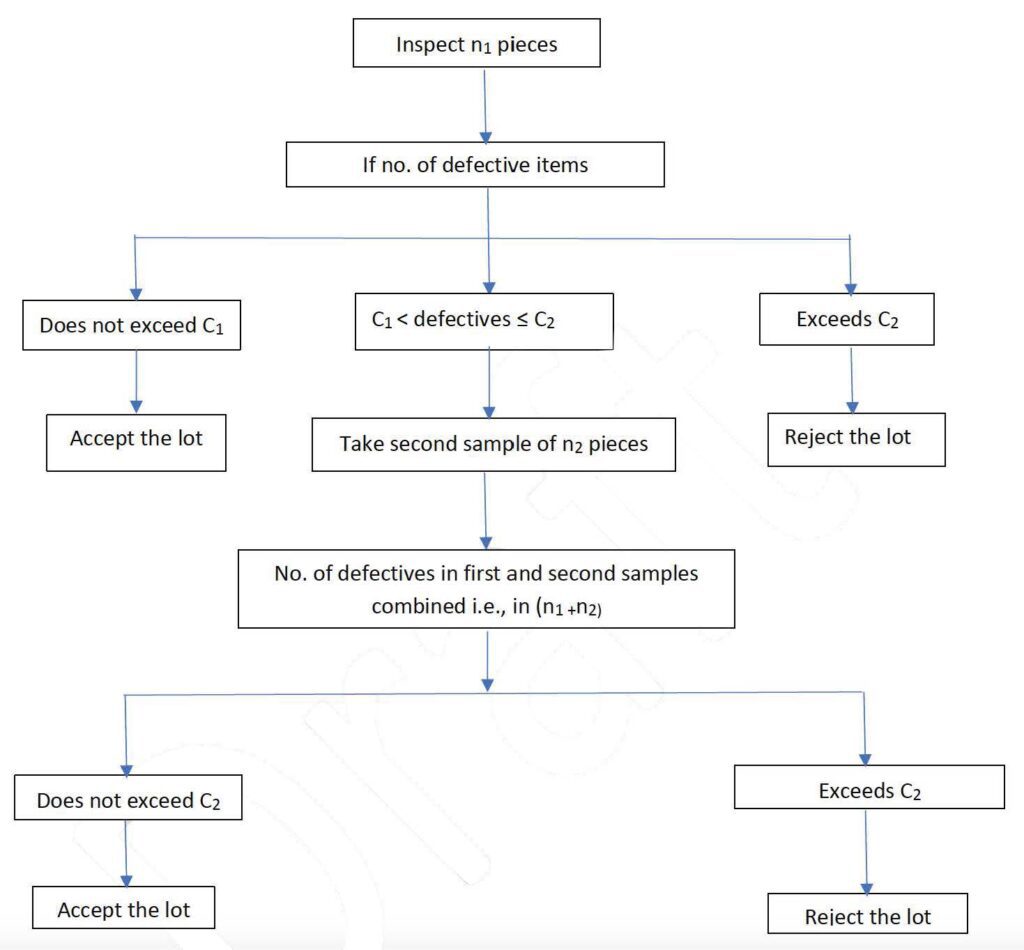
Podwójne próbkowanie:Jeśli pierwsza próba jest niejednoznaczna, pobiera się drugą próbkę;
Pozwalać:
-
N = wielkość partii
-
n₁ = liczba sztuk w pierwszej próbce
-
C₁ = numer akceptacji dla pierwszej próbki
-
d₁ = liczba wadliwych egzemplarzy w pierwszej próbce
-
n₂ = liczba sztuk w drugiej próbce
-
n₁ + n₂ = całkowita liczba sprawdzonych pozycji
-
C₂ = liczba akceptacji dla próbek łączonych
-
d₂ = całkowita liczba wadliwych egzemplarzy w obu próbkach
Reguła:
-
Jeśli d₁ ≤ C₁, zaakceptuj los.
-
Jeśli d₁ > C₂, odrzuć los.
-
Jeśli C₁ < d₁ ≤ C₂, pobierz drugą próbkę i sprawdź:
-
Jeśli d₂ ≤ C₂, zaakceptuj los.
-
Jeśli d₂ > C₂, odrzuć los.
-
Takie podejście pozwala ograniczyć wysiłek związany z kontrolą, gdy jakość partii jest wyraźnie dobra lub zła po pierwszej próbce, a jednocześnie umożliwia dalszą ocenę, gdy wyniki są graniczne.
Wielokrotne próbkowanie:Dalszy podział procesu kontroli w celu zwiększenia efektywności.
2.4Litery kodu wielkości próbki
To centralne narzędzie w normie ISO 2859. Na podstawie wielkości partii i wybranego poziomu kontroli, z tabeli wyszukiwania określana jest litera kodu (np. K, L, M). Litera ta jest następnie wykorzystywana do znalezienia odpowiedniej wielkości próbki oraz kryteriów akceptacji/odrzucenia zgodnie z wybranym AQL.
2.5Zastosowania przemysłowe normy ISO 2859
Norma ISO 2859 ma zastosowanie praktycznie do każdego procesu produkcji seryjnej, w którym kontrola jakości jest niezbędna. Jest ona szczególnie istotna w następujących sektorach:
- Produkcja elektronikinp. kondensatory, rezystory, płytki PCB;
- Przemysł spożywczy i farmaceutyczny: do kontroli wizualnej opakowań, zamknięć itp.;
- Urządzenia medyczne:gdzie dostawa bez wad ma kluczowe znaczenie;
3.0Rola normy ISO 2859 w przemyśle produkcji mechanicznej
Norma ISO 2859 znajduje szerokie i bezpośrednie zastosowanie w dziedzinie produkcji mechanicznej, obejmującej między innymi następujące obszary:
3.1Kontrola próbek komponentów
Części frezowane, toczone, tłoczone i blaszane — zwłaszcza te zamawiane na zewnątrz lub kupowane — są zazwyczaj kontrolowane po otrzymaniu zgodnie z planami pobierania próbek opartymi na normie ISO 2859 w ramach procesu kontroli jakości przychodzącej (IQC).
3.2Inspekcja w trakcie procesu lub kontrola pośrednia (IPQC)
Na etapach produkcji, takich jak spawanie, malowanie czy polerowanie, kontrola próbek służy do monitorowania stabilności procesu w partii. Pomaga to zapobiegać dalszemu przetwarzaniu dużej liczby wadliwych produktów, a tym samym zmniejszać ilość odpadów.
3.3Kontrola produktu końcowego (FQC/OQC)
Przed zapakowaniem, produkty finalne przechodzą kontrolę próbkową, aby upewnić się, że spełniają one uzgodniony z klientem limit akceptowalnej jakości (AQL). Zmniejsza to ryzyko zwrotów i reklamacji jakościowych po dostawie.
3.4Automatyczna kontrola jakości linii
W środowiskach inteligentnej produkcji normę ISO 2859 integruje się z systemami MES (Manufacturing Execution Systems) lub QMS (Quality Management Systems), co umożliwia pobieranie próbek w czasie rzeczywistym, podejmowanie decyzji i przekazywanie informacji zwrotnych w ramach zautomatyzowanych przepływów prac inspekcji.
4.0Zastosowanie normy ISO 2859-1 w obróbce skrawaniem i wytwarzaniu
W przemyśle mechanicznym produkty często wymagają wysokiej precyzji i wytrzymałości. W kluczowych procesach, takich jak toczenie, tłoczenie i gięcie, spójność i bezpieczeństwo produktu bezpośrednio wpływają na jakość montażu i niezawodność działania. Norma ISO 2859-1 oferuje efektywne ramy kontroli jakości i jest powszechnie stosowana zarówno w trakcie procesu, jak i podczas kontroli końcowej tych krytycznych operacji.
4.1Zastosowanie w procesach toczenia
Części toczone – takie jak wały, elementy gwintowane i tuleje – wymagają ścisłej kontroli dokładności wymiarowej i wykończenia powierzchni. Stosując normę ISO 2859-1, zespół ds. jakości może ustalić odpowiedni AQL (np. 1.0%) w oparciu o wielkość partii i zdefiniować plany pobierania próbek do kontroli „dopuszczalnej/niedopuszczalnej” kluczowych cech, takich jak średnica, koncentryczność i skok gwintu. Takie podejście skraca czas kontroli i skutecznie eliminuje wady obróbki.
4.2Zastosowanie w procesach tłoczenia
Elementy tłoczone (np. obudowy metalowe, wsporniki, płyty perforowane) często podlegają kryteriom geometrii i jakości krawędzi. Zgodnie z normą ISO 2859-1, różnym typom defektów można przypisać różne poziomy AQL:
- Wady krytyczne(np. pęknięcia, poważne odkształcenia): AQL = 0,0%
- Główne wady(np. niepełne dziurkowanie, zadziory): AQL = 1,0%
- Drobne wady(np. lekkie zarysowania): AQL = 2,5% Stosując II lub III poziom kontroli ogólnej, sprawdza się statystycznie określoną liczbę jednostek w celu oceny akceptowalności partii.
4.3Zastosowanie w procesach gięcia blach
Do typowych problemów związanych z gięciem blach należą odchylenia kątowe, pęknięcia i wgniecenia powierzchni. Norma ISO 2859-1 pozwala producentom dostosować kryteria kontroli do specyficznych wymagań klienta w zakresie wyglądu i funkcjonalności.
Na przykład obudowy estetyczne mogą wymagać bardziej rygorystycznej kontroli wizualnej z zastosowaniem specjalnych poziomów, takich jak S-4, podczas gdy wsporniki konstrukcyjne mogą kłaść nacisk na atrybuty wymiarowe i nośne.
4.4Standaryzacja i wzrost wydajności
Wdrażając normę ISO 2859-1, producenci mogą ustanowić znormalizowane procedury kontroli jakości. Plany pobierania próbek mogą być dokumentowane w podręcznikach jakości lub instrukcjach roboczych i konsekwentnie realizowane przez personel inspekcyjny. Minimalizuje to subiektywną ocenę i umożliwia szybkie dostosowywanie strategii inspekcji na wielu liniach i w różnych procesach, zwiększając ogólną efektywność inspekcji.
5.0Typowe błędne przekonania dotyczące stosowania normy ISO 2859
Mimo że norma ISO 2859 jest dojrzała i powszechnie stosowana, bywa ona czasami błędnie stosowana z powodu następujących nieporozumień:
- Traktowanie AQL jako celu jakości
AQL definiuje statystyczną granicę akceptacji, a nie rzeczywisty cel jakości produktu. Celem produkcyjnym powinien pozostać niższy wskaźnik defektów. - Ignorowanie reprezentatywności próby
Próby muszą być dobrane losowo i reprezentatywnie. Wybieranie tylko „ładnych” przedmiotów obniża trafność statystyczną. - Niezgodność częstotliwości kontroli z rytmem produkcji
Pobieranie próbek musi być zsynchronizowane z rzeczywistymi cyklami produkcyjnymi. W przeciwnym razie może to prowadzić do wąskich gardeł w kontroli lub pominiętych partii.
6.0Jak wdrożyć proces inspekcji zgodny z normą ISO 2859
- Krok 1:Zdefiniuj AQL i poziom inspekcji
Ustaw odpowiednie wskaźniki AQL na podstawie typu produktu, wymagań klienta i historycznych wskaźników wad (np. 1,0% dla kluczowych wymiarów, 2,5% dla wad kosmetycznych). - Krok 2:Określ wielkość partii
Należy odnieść się do rzeczywistej ilości w partii — niezależnie od tego, czy jest ona w trakcie produkcji, czy w trakcie zaopatrzenia. - Krok 3:Zobacz Tabelę Próbkowania
Na przykład:- Wielkość partii: 500 jednostek
- Poziom inspekcji: Ogólny II
- Jakość życia: 1,5%
- Wielkość próbki: 50 jednostek
- Kryteria akceptacji: Akceptacja, jeśli ≤ 2 wady; odrzucenie, jeśli ≥ 3 wady
- Krok 4:Przeprowadź kontrolę na miejscu i zapisz wyniki
Inspektorzy wykonują pobieranie próbek i podejmują decyzje o sposobie rozdysponowania partii na podstawie progów określonych w normie.
7.0ISO 2859 w odniesieniu do innych norm zarządzania jakością
Powiązanie z normą ISO 9001: Norma ISO 2859 stanowi kluczowe narzędzie wdrażania normy ISO 9001, umożliwiając organizacjom weryfikację zgodności wyników procesów.
Różnica w stosunku do normy ISO 3951: Norma ISO 2859 opiera się na atrybutach (zaliczony/niezaliczony), natomiast norma ISO 3951 opiera się na zmiennych (ilościowych). Ta druga jest zazwyczaj stosowana w przypadku danych ciągłych, takich jak wymiary.
8.0Wnioski: ISO 2859 jako strategiczne narzędzie kontroli jakości mechanicznej
W sektorze mechanicznym jakość wpływa nie tylko na wydajność, ale także na reputację marki. Norma ISO 2859 oferuje naukową, wydajną i powtarzalną metodę zarządzania inspekcją przy ograniczonych zasobach.
Dla producentów koncentrujących się na zarządzaniu szczupłym i kontroli procesów norma ISO 2859 to coś więcej niż tylko narzędzie – to ucieleśnienie filozofii proaktywnego zarządzania jakością opartego na danych.
Odniesienia
blog.ansi.org/2020/07/iso-2859-4-2020-declared-quality-levels/
www.testcoo.com/en/blog/understanding-iso-2859-a-comprehensive-guide-to-sampling-for-quality-inspection
qualityinspection.org/poziom-inspekcji/