

- 1.0Che cosa è la norma ISO 2859?
- 2.0Principi fondamentali della norma ISO 2859
- 3.0Il ruolo della norma ISO 2859 nell'industria manifatturiera meccanica
- 4.0Applicazione della norma ISO 2859-1 nella lavorazione e nella produzione
- 5.0Errori comuni nell'utilizzo della norma ISO 2859
- 6.0Come implementare un processo di ispezione ISO 2859
- 7.0ISO 2859 in relazione ad altri standard di gestione della qualità
- 8.0Conclusione: ISO 2859 come strumento strategico per il controllo di qualità meccanica
Nelle operazioni pratiche di controllo qualità, l'ispezione 100% risulta spesso costosa e inefficiente, soprattutto negli ambienti di produzione di massa. Trovare un equilibrio tra efficienza dell'ispezione e qualità del prodotto diventa una sfida fondamentale per i produttori. La norma ISO 2859 è stata sviluppata proprio per questo scopo. In quanto standard riconosciuto a livello mondiale per l'ispezione a campione, è ampiamente utilizzata in tutti i settori e costituisce un riferimento fondamentale nei processi di ispezione qualità degli impianti di produzione, in particolare nel campo dell'ingegneria meccanica.
1.0Che cosa è la norma ISO 2859?
ISO 2859, ufficialmente intitolato Procedure di campionamento per l'ispezione per attributi, è un insieme di procedure standardizzate sviluppate dall'Organizzazione internazionale per la normazione (ISO) per l'ispezione basata sugli attributi dei lotti di prodotti.
L'ispezione degli attributi si riferisce alla valutazione binaria degli articoli come "conformi" o "non conformi" (ad esempio, dimensionalmente accettabili, privi di difetti superficiali), piuttosto che alla misurazione di valori quantitativi, come previsto dalla norma ISO 3951. Lo standard ISO 2859 è comunemente applicato negli scenari di ispezione in entrata, ispezione in corso di lavorazione e ispezione finale.

1.1Cronologia delle versioni ISO 2859-1
La norma ISO 2859-1 è uno standard fondamentale dell'Organizzazione Internazionale per la Standardizzazione (ISO) per l'ispezione a campione di lotti di prodotti. È stata rivista più volte per allinearsi ai cambiamenti industriali e all'evoluzione dei sistemi di qualità.
- Norma ISO 2859-1:1989: Una delle prime versioni ampiamente utilizzate che ha stabilito il quadro di riferimento di AQL, livelli di ispezione, codici di dimensione del campione e regole di commutazione. È stata ampiamente adottata in settori come quello dei macchinari, dell'elettronica e dei beni di consumo, supportando sistemi come ISO 9001:1994.
[Scarica il PDF della norma ISO 2859-1:1989]
- Norma ISO 2859-1:1999: Un aggiornamento importante che ha migliorato la terminologia, le regole di commutazione e l'usabilità. Ha migliorato la chiarezza e supportato meglio l'integrazione con i sistemi di ispezione automatizzati e ISO 9001:2000.
[Scarica il PDF della norma ISO 2859-1:1989]
2.0Principi fondamentali della norma ISO 2859
La serie ISO 2859 è composta da diverse parti, le più comunemente utilizzate sono:
| Numero standard | Titolo semplificato | Applicazione |
|---|---|---|
| Norma ISO 2859-1 | Procedure generali di campionamento per l'ispezione per attributi | Più comunemente usato, fornisce tabelle di ispezione AQL |
| Norma ISO 2859-2 | Procedure per limiti di qualità più severi | Utilizzato in settori ad alta affidabilità (ad esempio, militare, medico) |
| Norma ISO 2859-3 | Procedure per la convalida dei piani di campionamento | Per verificare l'efficacia degli schemi di ispezione |
| Norma ISO 2859-4 | Procedure di campionamento multiple | Metodi di campionamento più complessi ma convenienti |
| Norma ISO 2859-5 | Campionamento sequenziale per produzione continua | Adatto a processi di produzione in corso |
L'ispezione a campionamento basata sulla norma ISO 2859 coinvolge diversi concetti chiave:
2.1AQL (limite di qualità accettabile)
L'AQL si riferisce alla percentuale massima di articoli difettosi in un lotto che può essere considerata accettabile come media di processo. I valori AQL più comuni includono 1,0%, 1,5%, 2,5% e 4,0%. È importante sottolineare che un AQL non implica che gli articoli difettosi siano ammissibili, ma piuttosto che il lotto debba essere accettato statisticamente se il tasso di difettosità è inferiore al limite specificato.
2.2Livello di ispezione
Lo standard prevede tre livelli di ispezione generali (Livelli Generali I, II, III) e quattro livelli speciali (da S-1 a S-4). Questi livelli determinano la dimensione del campione. Il Livello Generale II è il livello predefinito e più comunemente utilizzato nella pratica.
2.3Piani di campionamento
La norma ISO 2859 definisce tre tipi di piani di campionamento:
Campionamento singolo: La decisione viene presa dopo aver ispezionato un campione;
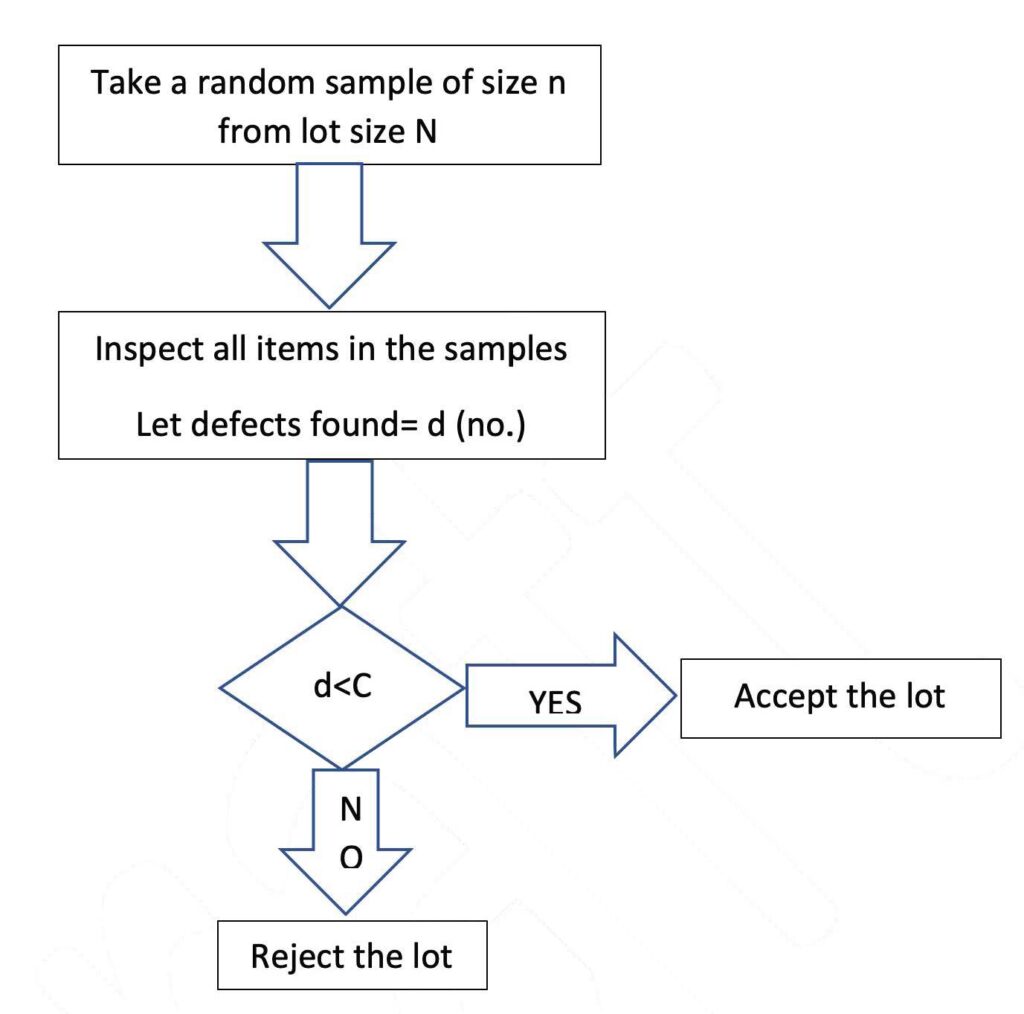
Piano di campionamento singolo (ISO 2859)
Permettere:
-
N = dimensione del lotto
-
N = dimensione del campione
-
C = numero di accettazione
-
D = numero di articoli difettosi trovati nel campione
Regola:
-
Se d < C, accetta il lotto.
-
Se d ≥ C, rifiutare il lotto.
Questa è la regola di ispezione più semplice e più comunemente utilizzata nella norma ISO 2859, adatta a scenari generali di controllo qualità.
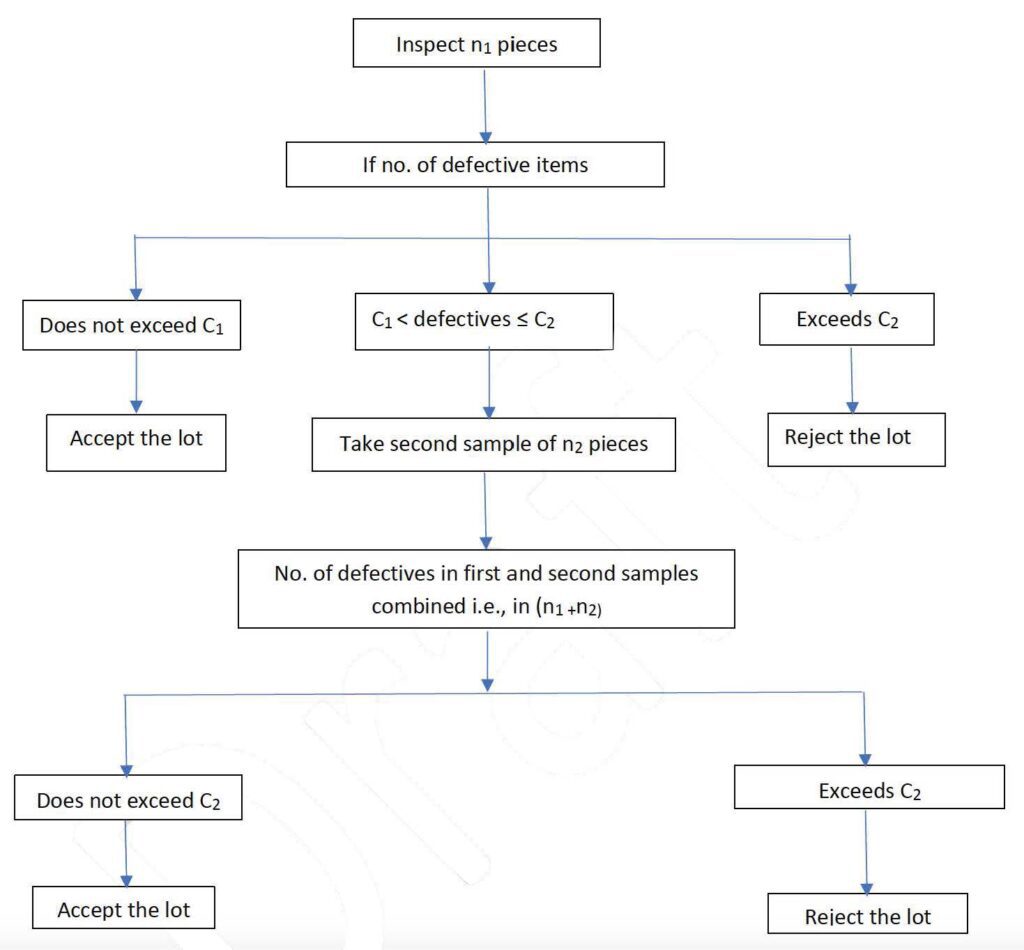
Doppio campionamento: Se il primo non è conclusivo, viene estratto un secondo campione;
Permettere:
-
N = dimensione del lotto
-
n₁ = numero di pezzi nel primo campione
-
C₁ = numero di accettazione per il primo campione
-
d₁ = numero di difettosi nel primo campione
-
n₂ = numero di pezzi nel secondo campione
-
n₁ + n₂ = numero totale di articoli ispezionati
-
C₂ = numero di accettazione per i campioni combinati
-
d₂ = numero totale di difettosi in entrambi i campioni
Regola:
-
Se d₁ ≤ C₁, accetta il lotto.
-
Se d₁ > C₂, rifiutare il lotto.
-
Se C₁ < d₁ ≤ C₂, prelevare un secondo campione e ispezionare:
-
Se d₂ ≤ C₂, accetta il lotto.
-
Se d₂ > C₂, rifiutare il lotto.
-
Questo approccio aiuta a ridurre lo sforzo di ispezione quando la qualità del lotto è chiaramente buona o cattiva dopo il primo campione, consentendo al contempo un'ulteriore valutazione quando i risultati sono al limite.
Campionamento multiplo: Suddivide ulteriormente il processo di ispezione per migliorarne l'efficienza.
2.4Lettere di codice delle dimensioni del campione
Si tratta di uno strumento fondamentale della norma ISO 2859. In base alla dimensione del lotto e al livello di ispezione selezionato, viene determinata una lettera di codice (ad esempio, K, L, M) dalla tabella di ricerca. La lettera viene quindi utilizzata per trovare la dimensione del campione corrispondente e i criteri di accettazione/rifiuto in base all'AQL selezionato.
2.5Applicazioni industriali della norma ISO 2859
La norma ISO 2859 è applicabile praticamente a qualsiasi processo di produzione in lotti in cui il controllo qualità sia essenziale. È particolarmente rilevante nei seguenti settori:
- Produzione elettronica: ad esempio, condensatori, resistori, PCB;
- Industria alimentare e farmaceutica: per l'ispezione visiva dell'imballaggio, della sigillatura, ecc.;
- Dispositivi medici: dove la consegna senza difetti è fondamentale;
3.0Il ruolo della norma ISO 2859 nell'industria manifatturiera meccanica
La norma ISO 2859 trova ampia e diretta applicazione nel campo della produzione meccanica, in particolare nei seguenti ambiti:
3.1Ispezione a campione dei componenti
Parti quali componenti fresati, torniti, stampati e in lamiera, in particolare quelli esternalizzati o acquistati esternamente, vengono in genere ispezionate al momento del ricevimento utilizzando piani di campionamento basati sulla norma ISO 2859 come parte del processo di controllo qualità in entrata (IQC).
3.2Ispezione in corso o intermedia (IPQC)
Durante fasi di produzione come saldatura, verniciatura o lucidatura, l'ispezione a campione viene utilizzata per monitorare la stabilità del processo all'interno di un lotto. Questo aiuta a prevenire l'ulteriore lavorazione di grandi quantità di prodotti difettosi, riducendo così gli sprechi.
3.3Ispezione del prodotto finale (FQC/OQC)
Prima del confezionamento, i prodotti finali vengono sottoposti a un'ispezione a campione per garantire che rispettino il Limite di Qualità Accettabile (AQL) concordato con il cliente. Questo riduce il rischio di resi e reclami sulla qualità post-consegna.
3.4Controllo qualità della linea automatizzato
Negli ambienti di produzione intelligenti, la norma ISO 2859 è integrata nei MES (Manufacturing Execution Systems) o nei QMS (Quality Management Systems), consentendo il campionamento, il processo decisionale e il feedback in tempo reale all'interno di flussi di lavoro di ispezione automatizzati.
4.0Applicazione della norma ISO 2859-1 nella lavorazione e nella produzione
Nell'industria meccanica, i prodotti richiedono spesso elevata precisione e resistenza. In processi chiave come tornitura, stampaggio e piegatura, la coerenza e la sicurezza del prodotto influiscono direttamente sulla qualità dell'assemblaggio e sull'affidabilità operativa. La norma ISO 2859-1 offre un efficiente sistema di controllo qualità ed è ampiamente adottata sia nelle ispezioni in corso di lavorazione che in quelle finali di queste operazioni critiche.
4.1Applicazione nei processi di tornitura
I componenti torniti, come alberi, componenti filettati e manicotti, richiedono un controllo rigoroso della precisione dimensionale e della finitura superficiale. Applicando la norma ISO 2859-1, il team qualità può stabilire un AQL appropriato (ad esempio, 1,0%) in base alle dimensioni del lotto e definire piani di campionamento per l'ispezione "passa/non passa" di caratteristiche chiave come diametro, concentricità e passo della filettatura. Questo approccio riduce i tempi di ispezione e individua efficacemente i difetti di lavorazione.
4.2Applicazione nei processi di stampaggio
I componenti stampati (ad esempio, alloggiamenti metallici, staffe, piastre forate) spesso richiedono criteri geometrici e di qualità dei bordi. Secondo la norma ISO 2859-1, è possibile assegnare diversi AQL a diverse tipologie di difetto:
- Difetti critici(ad esempio crepe, deformazioni gravi): AQL = 0,0%
- Difetti gravi(ad esempio, punzonatura incompleta, sbavature): AQL = 1,0%
- Difetti minori(ad esempio, graffi leggeri): AQL = 2,5% Utilizzando il livello di ispezione generale II o III, viene ispezionato un numero di unità determinato statisticamente per valutare l'accettabilità del lotto.
4.3Applicazione nei processi di piegatura della lamiera
Problemi comuni nella piegatura della lamiera includono deviazioni angolari, cricche e intaccature superficiali. La norma ISO 2859-1 consente ai produttori di adattare i criteri di ispezione in base ai requisiti estetici e funzionali specifici del cliente.
Ad esempio, le custodie estetiche potrebbero richiedere un'ispezione visiva più rigorosa utilizzando livelli speciali come S-4, mentre le staffe strutturali potrebbero dare priorità alle caratteristiche dimensionali e di capacità portante.
4.4Standardizzazione e guadagni di efficienza
Implementando la norma ISO 2859-1, i produttori possono stabilire procedure di controllo qualità standardizzate. I piani di campionamento possono essere documentati in manuali di qualità o istruzioni di lavoro e costantemente eseguiti dal personale ispettivo. Ciò riduce al minimo il giudizio soggettivo e consente un rapido adattamento delle strategie di ispezione su più linee e processi, migliorando l'efficienza complessiva delle ispezioni.
5.0Errori comuni nell'utilizzo della norma ISO 2859
Nonostante sia uno standard maturo e ampiamente utilizzato, la norma ISO 2859 viene talvolta applicata in modo errato a causa dei seguenti concetti errati:
- Trattare l'AQL come un obiettivo di qualità
L'AQL definisce il limite di accettazione statistica, non l'obiettivo effettivo per la qualità del prodotto. Un tasso di difettosità inferiore dovrebbe rimanere l'obiettivo di produzione. - Ignorare la rappresentatività del campione
I campioni devono essere selezionati in modo casuale e rappresentativo. Scegliere solo elementi "di bell'aspetto" compromette la validità statistica. - Disallineamento della frequenza di ispezione con il ritmo di produzione
Il campionamento deve essere sincronizzato con i cicli di produzione effettivi. In caso contrario, potrebbero verificarsi colli di bottiglia nelle ispezioni o lotti mancanti.
6.0Come implementare un processo di ispezione ISO 2859
- Fase 1:Definire AQL e livello di ispezione
Impostare AQL appropriati in base al tipo di prodotto, ai requisiti del cliente e ai tassi di difettosità storici (ad esempio, 1,0% per le dimensioni chiave, 2,5% per i difetti estetici). - Fase 2:Determinare la dimensione del lotto
Fare riferimento alla quantità effettiva del lotto, sia in fase di produzione che di approvvigionamento. - Fase 3:Fare riferimento alla tabella di campionamento
Per esempio:- Dimensione del lotto: 500 unità
- Livello di ispezione: Generale II
- Livello di qualità dell'aria: 1,5%
- Dimensione del campione: 50 unità
- Criteri di accettazione: accettare se ≤ 2 difetti; rifiutare se ≥ 3 difetti
- Fase 4:Eseguire l'ispezione in loco e registrare i risultati
Gli ispettori eseguono il campionamento e prendono decisioni sullo smaltimento dei lotti in base a soglie definite dagli standard.
7.0ISO 2859 in relazione ad altri standard di gestione della qualità
Relazione con ISO 9001: La norma ISO 2859 è uno strumento fondamentale nell'implementazione della norma ISO 9001, consentendo alle organizzazioni di convalidare la conformità degli output dei processi.
Differenza rispetto alla norma ISO 3951: La norma ISO 2859 è basata sugli attributi (superato/non superato), mentre la norma ISO 3951 è basata sulle variabili (quantitativa). Quest'ultima è in genere utilizzata per dati continui come le dimensioni.
8.0Conclusione: ISO 2859 come strumento strategico per il controllo di qualità meccanica
Nel settore meccanico, la qualità non ha impatto solo sulle prestazioni, ma anche sulla reputazione del marchio. La norma ISO 2859 offre un metodo scientifico, efficiente e ripetibile per gestire le ispezioni in condizioni di risorse limitate.
Per i produttori focalizzati sulla gestione snella e sul controllo dei processi, la norma ISO 2859 è più di uno strumento: incarna una filosofia di gestione della qualità proattiva e basata sui dati.
Riferimenti
blog.ansi.org/2020/07/iso-2859-4-2020-livelli-di-qualità-dichiarati/
www.testcoo.com/en/blog/understanding-iso-2859-a-comprehensive-guide-to-sampling-for-quality-inspection
qualityinspection.org/livello-di-ispezione/