

- 1.0आईएसओ 2859 क्या है?
- 2.0आईएसओ 2859 के मूल सिद्धांत
- 3.0मैकेनिकल विनिर्माण उद्योग में आईएसओ 2859 की भूमिका
- 4.0मशीनिंग और विनिर्माण में आईएसओ 2859-1 का अनुप्रयोग
- 5.0ISO 2859 का उपयोग करते समय आम ग़लतफ़हमियाँ
- 6.0आईएसओ 2859 निरीक्षण प्रक्रिया को कैसे लागू करें
- 7.0अन्य गुणवत्ता प्रबंधन मानकों के संबंध में आईएसओ 2859
- 8.0निष्कर्ष: यांत्रिक गुणवत्ता नियंत्रण के लिए एक रणनीतिक उपकरण के रूप में आईएसओ 2859
व्यावहारिक गुणवत्ता नियंत्रण संचालन में, 100% निरीक्षण अक्सर महंगा और अक्षम होता है - खासकर बड़े पैमाने पर उत्पादन के माहौल में। निरीक्षण दक्षता और उत्पाद की गुणवत्ता के बीच संतुलन बनाना निर्माताओं के लिए एक महत्वपूर्ण चुनौती बन जाता है। ISO 2859 को ठीक इसी उद्देश्य के लिए विकसित किया गया था। नमूना निरीक्षण के लिए एक विश्व स्तर पर मान्यता प्राप्त मानक के रूप में, इसका व्यापक रूप से उद्योगों में उपयोग किया जाता है और विनिर्माण संयंत्रों की गुणवत्ता निरीक्षण प्रक्रियाओं में एक महत्वपूर्ण संदर्भ के रूप में कार्य करता है, विशेष रूप से मैकेनिकल इंजीनियरिंग के क्षेत्र में।
1.0आईएसओ 2859 क्या है?
आईएसओ 2859, आधिकारिक तौर पर शीर्षक विशेषताओं द्वारा निरीक्षण के लिए नमूनाकरण प्रक्रियाएं, उत्पाद लॉट के विशेषता-आधारित निरीक्षण के लिए अंतर्राष्ट्रीय मानकीकरण संगठन (आईएसओ) द्वारा विकसित मानकीकृत प्रक्रियाओं का एक सेट है।
विशेषता निरीक्षण से तात्पर्य वस्तुओं के द्विआधारी मूल्यांकन से है, जो या तो "अनुरूप" या "गैर-अनुरूप" (जैसे, आयामी रूप से स्वीकार्य, सतही दोषों से मुक्त) है, न कि मात्रात्मक मूल्यों के मापन से - जिसे ISO 3951 द्वारा संबोधित किया जाता है। ISO 2859 मानक आमतौर पर आने वाले निरीक्षण, इन-प्रोसेस निरीक्षण और अंतिम निरीक्षण परिदृश्यों में लागू किया जाता है।

1.1ISO 2859-1 संस्करण इतिहास
ISO 2859-1 उत्पाद बैचों के नमूना निरीक्षण के लिए अंतर्राष्ट्रीय मानकीकरण संगठन (ISO) का एक प्रमुख मानक है। औद्योगिक परिवर्तनों और विकसित गुणवत्ता प्रणालियों के साथ संरेखित करने के लिए इसे कई बार संशोधित किया गया है।
- आईएसओ 2859-1:1989: एक प्रारंभिक व्यापक रूप से इस्तेमाल किया जाने वाला संस्करण जिसने AQL, निरीक्षण स्तर, नमूना आकार कोड और स्विचिंग नियमों के मुख्य ढांचे को स्थापित किया। इसे मशीनरी, इलेक्ट्रॉनिक्स और उपभोक्ता वस्तुओं जैसे उद्योगों में व्यापक रूप से अपनाया गया और ISO 9001:1994 जैसी प्रणालियों का समर्थन किया गया।
[आईएसओ 2859-1:1989 पीडीएफ डाउनलोड करें]
- आईएसओ 2859-1:1999: शब्दावली, स्विचिंग नियम और प्रयोज्यता में सुधार करने वाला एक प्रमुख अपडेट। इसने स्पष्टता को बढ़ाया और स्वचालित निरीक्षण और ISO 9001:2000 प्रणालियों के साथ बेहतर एकीकरण का समर्थन किया।
[आईएसओ 2859-1:1989 पीडीएफ डाउनलोड करें]
2.0आईएसओ 2859 के मूल सिद्धांत
आईएसओ 2859 श्रृंखला में कई भाग शामिल हैं, जिनमें से सबसे अधिक उपयोग किए जाने वाले हैं:
| मानक संख्या | सरलीकृत शीर्षक | आवेदन |
|---|---|---|
| आईएसओ 2859-1 | विशेषताओं के आधार पर निरीक्षण के लिए सामान्य नमूनाकरण प्रक्रियाएं | अधिकतर प्रयोग होने वाला, AQL निरीक्षण तालिकाएं प्रदान करता है |
| आईएसओ 2859-2 | सख्त गुणवत्ता सीमाओं के लिए प्रक्रियाएं | उच्च विश्वसनीयता वाले क्षेत्रों में उपयोग किया जाता है (जैसे, सैन्य, चिकित्सा) |
| आईएसओ 2859-3 | नमूनाकरण योजनाओं को मान्य करने की प्रक्रिया | निरीक्षण योजनाओं की प्रभावशीलता की पुष्टि के लिए |
| आईएसओ 2859-4 | बहु नमूनाकरण प्रक्रियाएं | अधिक जटिल लेकिन लागत-कुशल नमूनाकरण विधियाँ |
| आईएसओ 2859-5 | निरंतर उत्पादन के लिए अनुक्रमिक नमूनाकरण | चल रही उत्पादन प्रक्रियाओं के लिए उपयुक्त |
आईएसओ 2859 पर आधारित नमूना निरीक्षण में कई प्रमुख अवधारणाएँ शामिल हैं:
2.1AQL (स्वीकार्य गुणवत्ता सीमा)
AQL किसी बैच में दोषपूर्ण वस्तुओं के अधिकतम प्रतिशत को संदर्भित करता है जिसे प्रक्रिया औसत के रूप में स्वीकार्य माना जा सकता है। सामान्य AQL मानों में 1.0%, 1.5%, 2.5% और 4.0% शामिल हैं। महत्वपूर्ण बात यह है कि AQL का अर्थ यह नहीं है कि दोषपूर्ण आइटम अनुमेय हैं, बल्कि इसका अर्थ यह है कि यदि दोष दर निर्दिष्ट सीमा से कम है तो बैच को सांख्यिकीय रूप से स्वीकार किया जाना चाहिए।
2.2निरीक्षण स्तर
मानक तीन सामान्य निरीक्षण स्तर (सामान्य स्तर I, II, III) और चार विशेष स्तर (S-1 से S-4) प्रदान करता है। ये स्तर नमूना आकार निर्धारित करते हैं। सामान्य स्तर II व्यवहार में डिफ़ॉल्ट और सबसे अधिक इस्तेमाल किया जाने वाला स्तर है।
2.3नमूनाकरण योजनाएँ
आईएसओ 2859 तीन प्रकार की नमूनाकरण योजनाओं को परिभाषित करता है:
एकल नमूनाकरणएक नमूने का निरीक्षण करने के बाद निर्णय लिया जाता है;
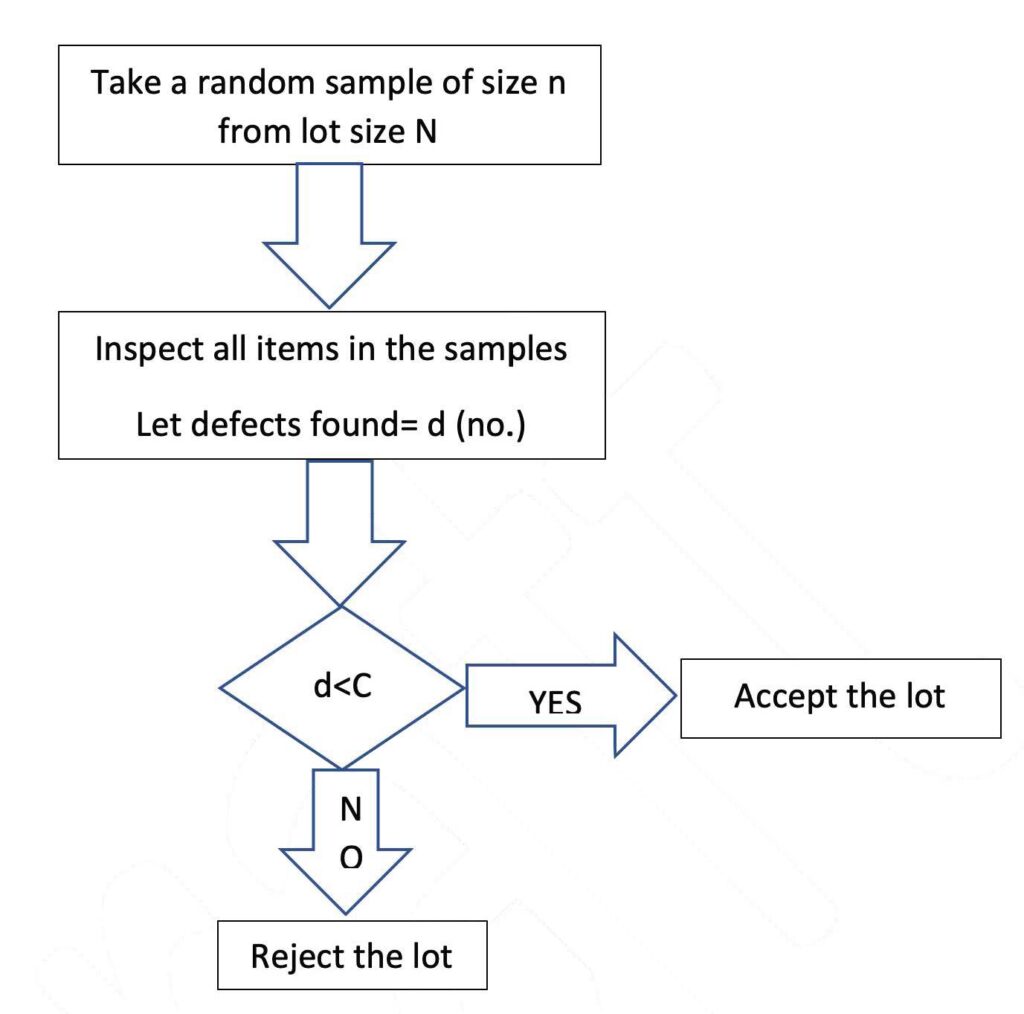
एकल नमूनाकरण योजना (आईएसओ 2859)
होने देना:
-
एन = लॉट आकार
-
एन = नमूना आकार
-
सी = स्वीकृति संख्या
-
डी = नमूने में पाई गई दोषपूर्ण वस्तुओं की संख्या
नियम:
-
अगर घ < सी, बहुत कुछ स्वीकार करें.
-
अगर डी ≥ सी, बहुत कुछ अस्वीकार करें।
यह ISO 2859 में सबसे सरल और सर्वाधिक प्रयुक्त निरीक्षण नियम है, जो सामान्य गुणवत्ता नियंत्रण परिदृश्यों के लिए उपयुक्त है।
दोहरा नमूनाकरणयदि पहला नमूना अनिर्णायक हो तो दूसरा नमूना लिया जाता है;
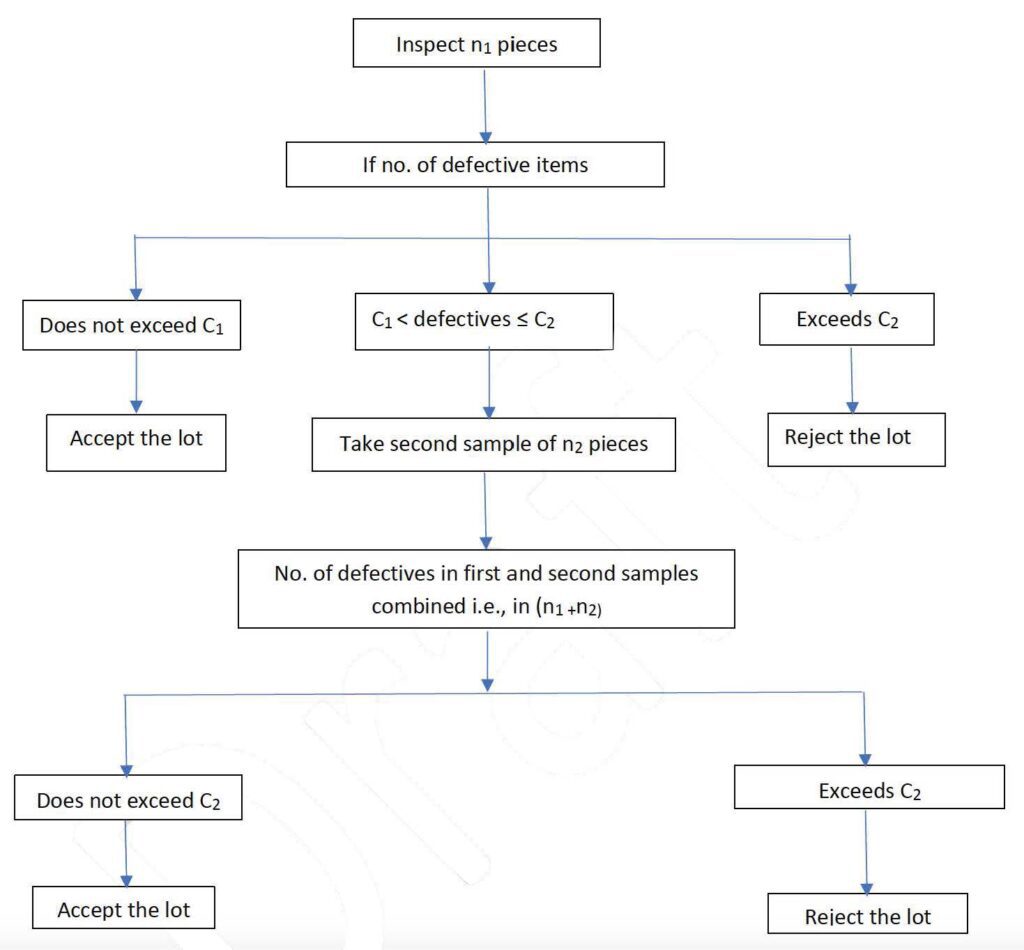
होने देना:
-
एन = लॉट आकार
-
एन₁ = पहले नमूने में टुकड़ों की संख्या
-
सी₁ = पहले नमूने के लिए स्वीकृति संख्या
-
डी₁ = पहले नमूने में दोषों की संख्या
-
एन₂ = दूसरे नमूने में टुकड़ों की संख्या
-
एन₁ + एन₂ = निरीक्षण की गई वस्तुओं की कुल संख्या
-
सी₂ = संयुक्त नमूनों के लिए स्वीकृति संख्या
-
डी₂ = दोनों नमूनों में दोषों की कुल संख्या
नियम:
-
अगर d₁ ≤ C₁, बहुत कुछ स्वीकार करें.
-
अगर d₁ > C₂, बहुत कुछ अस्वीकार करें।
-
अगर C₁ < d₁ ≤ C₂दूसरा नमूना लें और निरीक्षण करें:
-
अगर d₂ ≤ C₂, बहुत कुछ स्वीकार करें.
-
अगर d₂ > C₂, बहुत कुछ अस्वीकार करें।
-
यह दृष्टिकोण उस स्थिति में निरीक्षण प्रयास को कम करने में मदद करता है जब प्रथम नमूने के बाद लॉट की गुणवत्ता स्पष्ट रूप से अच्छी या खराब होती है, जबकि परिणाम सीमांत होने पर आगे मूल्यांकन की अनुमति देता है।
बहु नमूनाकरण: कार्यकुशलता बढ़ाने के लिए निरीक्षण प्रक्रिया को आगे उप-विभाजित किया गया है।
2.4नमूना आकार कोड अक्षर
यह ISO 2859 में एक केंद्रीय उपकरण है। लॉट आकार और चयनित निरीक्षण स्तर के आधार पर, लुकअप तालिका से एक कोड अक्षर (जैसे, K, L, M) निर्धारित किया जाता है। फिर अक्षर का उपयोग चयनित AQL के अनुसार संबंधित नमूना आकार और स्वीकृति/अस्वीकृति मानदंड खोजने के लिए किया जाता है।
2.5आईएसओ 2859 के उद्योग अनुप्रयोग
ISO 2859 वस्तुतः किसी भी बैच उत्पादन प्रक्रिया पर लागू होता है जहाँ गुणवत्ता नियंत्रण आवश्यक है। यह निम्नलिखित क्षेत्रों में विशेष रूप से प्रासंगिक है:
- इलेक्ट्रॉनिक्स विनिर्माणजैसे, कैपेसिटर, रेसिस्टर्स, पीसीबी;
- खाद्य एवं दवा उद्योगपैकेजिंग, सीलिंग आदि के दृश्य निरीक्षण के लिए;
- चिकित्सा उपकरणजहां शून्य-दोष वितरण महत्वपूर्ण है;
3.0मैकेनिकल विनिर्माण उद्योग में आईएसओ 2859 की भूमिका
आईएसओ 2859 का यांत्रिक विनिर्माण के क्षेत्र में व्यापक और प्रत्यक्ष अनुप्रयोग है, जिसमें निम्नलिखित क्षेत्र शामिल हैं, परंतु इन्हीं तक सीमित नहीं हैं:
3.1घटकों का नमूना निरीक्षण
मिल्ड, टर्न्ड, स्टैम्प्ड और शीट मेटल घटकों जैसे भागों - विशेष रूप से वे जो आउटसोर्स किए गए हैं या बाहर से खरीदे गए हैं - का आमतौर पर इनकमिंग क्वालिटी कंट्रोल (आईक्यूसी) प्रक्रिया के भाग के रूप में आईएसओ 2859-आधारित नमूना योजनाओं का उपयोग करके प्राप्ति के समय निरीक्षण किया जाता है।
3.2प्रक्रियाधीन या मध्यवर्ती निरीक्षण (आईपीक्यूसी)
वेल्डिंग, पेंटिंग या पॉलिशिंग जैसे उत्पादन चरणों के दौरान, बैच के भीतर प्रक्रिया स्थिरता की निगरानी के लिए नमूना निरीक्षण का उपयोग किया जाता है। इससे बड़ी मात्रा में दोषपूर्ण उत्पादों के आगे प्रसंस्करण को रोकने में मदद मिलती है, जिससे अपशिष्ट कम होता है।
3.3अंतिम उत्पाद निरीक्षण (एफक्यूसी/ओक्यूसी)
पैकेजिंग से पहले, अंतिम उत्पादों को नमूना निरीक्षण से गुजरना पड़ता है ताकि यह सुनिश्चित किया जा सके कि वे ग्राहक के साथ सहमत स्वीकार्य गुणवत्ता सीमा (AQL) को पूरा करते हैं। इससे रिटर्न और डिलीवरी के बाद गुणवत्ता के दावों का जोखिम कम हो जाता है।
3.4स्वचालित लाइन गुणवत्ता नियंत्रण
स्मार्ट विनिर्माण परिवेश में, ISO 2859 को MES (विनिर्माण निष्पादन प्रणाली) या QMS (गुणवत्ता प्रबंधन प्रणाली) में एकीकृत किया जाता है, जिससे स्वचालित निरीक्षण कार्यप्रवाह के भीतर वास्तविक समय में नमूनाकरण, निर्णय लेने और फीडबैक की सुविधा मिलती है।
4.0मशीनिंग और विनिर्माण में आईएसओ 2859-1 का अनुप्रयोग
यांत्रिक उद्योग में, उत्पादों को अक्सर उच्च परिशुद्धता और मजबूती की आवश्यकता होती है। टर्निंग, स्टैम्पिंग और बेंडिंग जैसी प्रमुख प्रक्रियाओं में, उत्पाद की स्थिरता और सुरक्षा सीधे असेंबली गुणवत्ता और परिचालन विश्वसनीयता को प्रभावित करती है। ISO 2859-1 एक कुशल गुणवत्ता नियंत्रण ढांचा प्रदान करता है और इन महत्वपूर्ण कार्यों के इन-प्रोसेस और अंतिम निरीक्षण दोनों में व्यापक रूप से अपनाया जाता है।
4.1टर्निंग प्रक्रियाओं में अनुप्रयोग
टर्न किए गए भाग - जैसे कि शाफ्ट, थ्रेडेड घटक और स्लीव्स - को आयामी सटीकता और सतह की फिनिश पर सख्त नियंत्रण की आवश्यकता होती है। ISO 2859-1 को लागू करके, गुणवत्ता टीम लॉट आकार के आधार पर एक उपयुक्त AQL (जैसे, 1.0%) निर्धारित कर सकती है और व्यास, सांद्रता और थ्रेड पिच जैसी प्रमुख विशेषताओं के "गो/नो-गो" निरीक्षण के लिए नमूना योजनाएँ परिभाषित कर सकती है। यह दृष्टिकोण निरीक्षण समय को कम करता है और मशीनिंग दोषों को प्रभावी ढंग से फ़िल्टर करता है।
4.2मुद्रांकन प्रक्रियाओं में अनुप्रयोग
मुद्रांकित भागों (जैसे, धातु आवास, ब्रैकेट, छिद्रित प्लेट) में अक्सर ज्यामितीय और किनारे-गुणवत्ता मानदंड शामिल होते हैं। ISO 2859-1 के तहत, विभिन्न दोष प्रकारों के लिए अलग-अलग AQL निर्दिष्ट किए जा सकते हैं:
- गंभीर दोष(जैसे, दरारें, गंभीर विरूपण): AQL = 0.0%
- प्रमुख दोष(उदाहरणार्थ, अपूर्ण छिद्रण, गड़गड़ाहट): AQL = 1.0%
- छोटे-मोटे दोष(उदाहरणार्थ, हल्की खरोंचें): AQL = 2.5% सामान्य निरीक्षण स्तर II या III का उपयोग करते हुए, बैच स्वीकार्यता का आकलन करने के लिए इकाइयों की सांख्यिकीय रूप से निर्धारित संख्या का निरीक्षण किया जाता है।
4.3शीट मेटल बेंडिंग प्रक्रियाओं में अनुप्रयोग
शीट मेटल बेंडिंग में आम मुद्दों में कोणीय विचलन, क्रैकिंग और सतह इंडेंटेशन शामिल हैं। ISO 2859-1 निर्माताओं को ग्राहक-विशिष्ट उपस्थिति और कार्यात्मक आवश्यकताओं के लिए निरीक्षण मानदंड तैयार करने की अनुमति देता है।
उदाहरण के लिए, सौंदर्यात्मक बाड़ों के लिए एस-4 जैसे विशेष स्तरों का उपयोग करके सख्त दृश्य निरीक्षण की आवश्यकता हो सकती है, जबकि संरचनात्मक ब्रैकेटों के लिए आयामी और भार वहन करने वाली विशेषताओं को प्राथमिकता दी जा सकती है।
4.4मानकीकरण और दक्षता लाभ
ISO 2859-1 को लागू करके, निर्माता मानकीकृत गुणवत्ता नियंत्रण प्रक्रियाएँ स्थापित कर सकते हैं। नमूनाकरण योजनाओं को गुणवत्ता मैनुअल या कार्य निर्देशों में प्रलेखित किया जा सकता है और निरीक्षण कर्मियों द्वारा लगातार निष्पादित किया जा सकता है। यह व्यक्तिपरक निर्णय को कम करता है और कई लाइनों और प्रक्रियाओं में निरीक्षण रणनीतियों के तेजी से अनुकूलन को सक्षम बनाता है, जिससे समग्र निरीक्षण दक्षता में वृद्धि होती है।
5.0ISO 2859 का उपयोग करते समय आम ग़लतफ़हमियाँ
एक परिपक्व और व्यापक रूप से प्रयुक्त मानक होने के बावजूद, ISO 2859 को कभी-कभी निम्नलिखित गलत धारणाओं के कारण गलत तरीके से लागू किया जाता है:
- AQL को गुणवत्ता लक्ष्य मानना
AQL सांख्यिकीय स्वीकृति सीमा को परिभाषित करता है - उत्पाद की गुणवत्ता के लिए वास्तविक लक्ष्य नहीं। कम दोष दर विनिर्माण लक्ष्य बना रहना चाहिए। - नमूना प्रतिनिधित्व की अनदेखी करना
नमूनों को यादृच्छिक और प्रतिनिधि रूप से चुना जाना चाहिए। केवल “अच्छी दिखने वाली” वस्तुओं को चुनने से सांख्यिकीय वैधता से समझौता होता है। - उत्पादन लय के साथ निरीक्षण आवृत्ति का गलत संरेखण
नमूनाकरण वास्तविक उत्पादन चक्रों के साथ समन्वयित होना चाहिए। अन्यथा, यह निरीक्षण बाधाओं या छूटे हुए बैचों का कारण बन सकता है।
6.0आईएसओ 2859 निरीक्षण प्रक्रिया को कैसे लागू करें
- स्टेप 1:AQL और निरीक्षण स्तर को परिभाषित करें
उत्पाद प्रकार, ग्राहक आवश्यकताओं और ऐतिहासिक दोष दरों (जैसे, मुख्य आयामों के लिए 1.0%, कॉस्मेटिक दोषों के लिए 2.5%) के आधार पर उपयुक्त AQLs सेट करें। - चरण दो:लॉट आकार निर्धारित करें
बैच में वास्तविक मात्रा का संदर्भ लें - चाहे उत्पादन में हो या खरीद में। - चरण 3:नमूना तालिका देखें
उदाहरण के लिए:- लॉट आकार: 500 यूनिट
- निरीक्षण स्तर: सामान्य II
- एक्यूएल: 1.5%
- नमूना आकार: 50 इकाइयाँ
- स्वीकृति मानदंड: यदि ≤ 2 दोष हों तो स्वीकार करें; यदि ≥ 3 दोष हों तो अस्वीकार करें
- चरण 4:साइट पर निरीक्षण करें और परिणाम रिकॉर्ड करें
निरीक्षक मानक-परिभाषित सीमाओं के आधार पर नमूनाकरण करते हैं और बैच निपटान निर्णय लेते हैं।
7.0अन्य गुणवत्ता प्रबंधन मानकों के संबंध में आईएसओ 2859
आईएसओ 9001 से संबंध: आईएसओ 2859, आईएसओ 9001 के कार्यान्वयन में एक प्रमुख उपकरण के रूप में कार्य करता है, जो संगठनों को अनुरूपता के लिए प्रक्रिया आउटपुट को मान्य करने में सक्षम बनाता है।
आईएसओ 3951 से अंतर: ISO 2859 विशेषता-आधारित (पास/फेल) है, जबकि ISO 3951 चर-आधारित (मात्रात्मक) है। बाद वाले का उपयोग आम तौर पर आयामों जैसे निरंतर डेटा के लिए किया जाता है।
8.0निष्कर्ष: यांत्रिक गुणवत्ता नियंत्रण के लिए एक रणनीतिक उपकरण के रूप में आईएसओ 2859
यांत्रिक क्षेत्र में, गुणवत्ता न केवल प्रदर्शन बल्कि ब्रांड प्रतिष्ठा को भी प्रभावित करती है। आईएसओ 2859 संसाधन की कमी के तहत निरीक्षण के प्रबंधन के लिए एक वैज्ञानिक, कुशल और दोहराने योग्य विधि प्रदान करता है।
लीन प्रबंधन और प्रक्रिया नियंत्रण पर ध्यान केंद्रित करने वाले निर्माताओं के लिए, आईएसओ 2859 एक उपकरण से कहीं अधिक है - यह सक्रिय, डेटा-संचालित गुणवत्ता प्रबंधन के दर्शन का प्रतीक है।
संदर्भ
blog.ansi.org/2020/07/iso-2859-4-2020-declared-quality-levels/
www.testcoo.com/en/blog/understanding-iso-2859-a-comprehensive-guide-to-sampling-for-quality-inspection
qualityinspection.org/inspection-level/