

- 1.0Qu'est-ce que la norme ISO 2859 ?
- 2.0Principes fondamentaux de la norme ISO 2859
- 3.0Le rôle de la norme ISO 2859 dans l'industrie de la fabrication mécanique
- 4.0Application de la norme ISO 2859-1 à l'usinage et à la fabrication
- 5.0Idées fausses courantes lors de l'utilisation de la norme ISO 2859
- 6.0Comment mettre en œuvre un processus d'inspection ISO 2859
- 7.0ISO 2859 en relation avec d'autres normes de gestion de la qualité
- 8.0Conclusion : la norme ISO 2859 comme outil stratégique pour le contrôle de la qualité mécanique
Dans les opérations pratiques de contrôle qualité, l'inspection 100% est souvent coûteuse et inefficace, notamment dans les environnements de production de masse. Trouver le juste équilibre entre efficacité de l'inspection et qualité des produits devient un défi majeur pour les fabricants. La norme ISO 2859 a été élaborée précisément à cet effet. Norme mondialement reconnue pour l'inspection par échantillonnage, elle est largement utilisée dans tous les secteurs et constitue une référence essentielle pour les processus d'inspection qualité des usines de fabrication, notamment en génie mécanique.
1.0Qu'est-ce que la norme ISO 2859 ?
ISO 2859, officiellement intitulé Procédures d'échantillonnage pour l'inspection par attributs, est un ensemble de procédures normalisées développées par l'Organisation internationale de normalisation (ISO) pour l'inspection basée sur les attributs des lots de produits.
L'inspection des attributs fait référence à l'évaluation binaire des articles comme étant « conformes » ou « non conformes » (par exemple, dimensionnellement acceptables, exempts de défauts de surface), plutôt qu'à la mesure de valeurs quantitatives, qui est abordée par la norme ISO 3951. La norme ISO 2859 est couramment appliquée dans les scénarios d'inspection entrante, d'inspection en cours de fabrication et d'inspection finale.

1.1Historique des versions de la norme ISO 2859-1
La norme ISO 2859-1 est une norme clé de l'Organisation internationale de normalisation (ISO) pour le contrôle par échantillonnage des lots de produits. Elle a été révisée à plusieurs reprises pour s'adapter aux évolutions industrielles et aux systèmes qualité.
- ISO 2859-1:1989: Une version précoce et largement utilisée qui a établi le cadre fondamental du NQA, les niveaux d'inspection, les codes de taille d'échantillon et les règles de commutation. Largement adoptée dans des secteurs comme la machinerie, l'électronique et les biens de consommation, elle a pris en charge des systèmes comme la norme ISO 9001:1994.
[Télécharger la norme ISO 2859-1:1989 au format PDF]
- ISO 2859-1:1999: Une mise à jour majeure améliorant la terminologie, les règles de commutation et la convivialité. Elle a gagné en clarté et a permis une meilleure intégration avec les systèmes d'inspection automatisée et ISO 9001:2000.
[Télécharger la norme ISO 2859-1:1989 au format PDF]
2.0Principes fondamentaux de la norme ISO 2859
La série ISO 2859 se compose de plusieurs parties, les plus couramment utilisées sont :
| Numéro standard | Titre simplifié | Application |
|---|---|---|
| ISO 2859-1 | Procédures générales d'échantillonnage pour l'inspection par attributs | Le plus couramment utilisé, fournit des tables d'inspection AQL |
| ISO 2859-2 | Procédures pour des limites de qualité plus strictes | Utilisé dans les secteurs à haute fiabilité (par exemple, militaire, médical) |
| ISO 2859-3 | Procédures de validation des plans d'échantillonnage | Pour vérifier l'efficacité des programmes d'inspection |
| ISO 2859-4 | Procédures d'échantillonnage multiples | Méthodes d'échantillonnage plus complexes mais rentables |
| ISO 2859-5 | Échantillonnage séquentiel pour une production continue | Adapté aux processus de production en cours |
Le contrôle par échantillonnage basé sur la norme ISO 2859 implique plusieurs concepts clés :
2.1AQL (Limite de qualité acceptable)
Le NQA désigne le pourcentage maximal d'articles défectueux dans un lot pouvant être considéré comme acceptable en tant que moyenne de processus. Les valeurs courantes du NQA sont : 1,01 TP3T, 1,51 TP3T, 2,51 TP3T et 4,01 TP3T. Il est important de noter qu'un NQA n'implique pas que les articles défectueux sont acceptables, mais plutôt que le lot doit être accepté statistiquement si le taux de défauts est inférieur à la limite spécifiée.
2.2Niveau d'inspection
La norme prévoit trois niveaux d'inspection généraux (niveaux généraux I, II et III) et quatre niveaux spéciaux (S-1 à S-4). Ces niveaux déterminent la taille de l'échantillon. Le niveau général II est le niveau par défaut et le plus couramment utilisé en pratique.
2.3Plans d'échantillonnage
La norme ISO 2859 définit trois types de plans d’échantillonnage :
Échantillonnage unique:Une décision est prise après avoir inspecté un échantillon ;
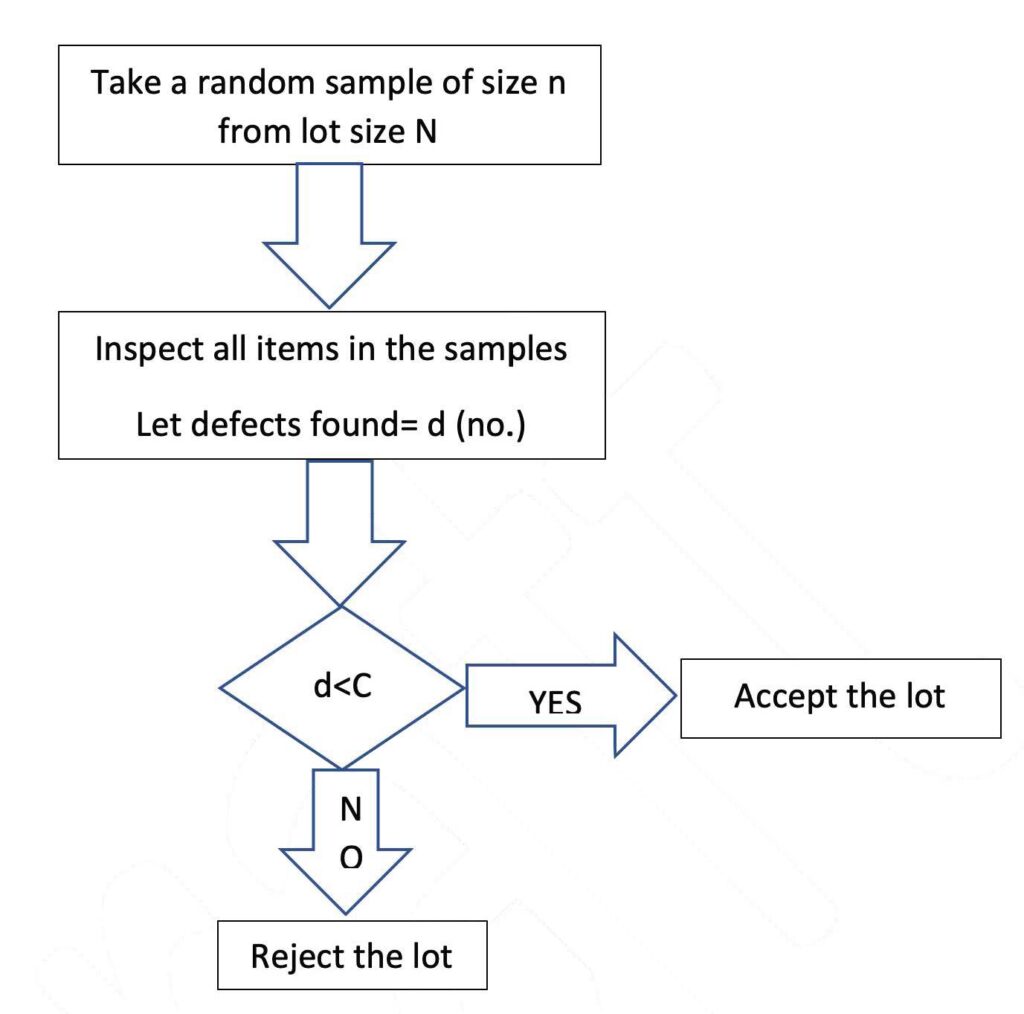
Plan d'échantillonnage unique (ISO 2859)
Laisser:
-
N = taille du lot
-
n = taille de l'échantillon
-
C = numéro d'acceptation
-
d = nombre d'éléments défectueux trouvés dans l'échantillon
Règle:
-
Si d < C, accepte le lot.
-
Si d ≥ C, rejeter le lot.
Il s’agit de la règle d’inspection la plus simple et la plus couramment utilisée dans la norme ISO 2859, adaptée aux scénarios généraux de contrôle qualité.
Double échantillonnage:Un deuxième échantillon est prélevé si le premier n’est pas concluant ;
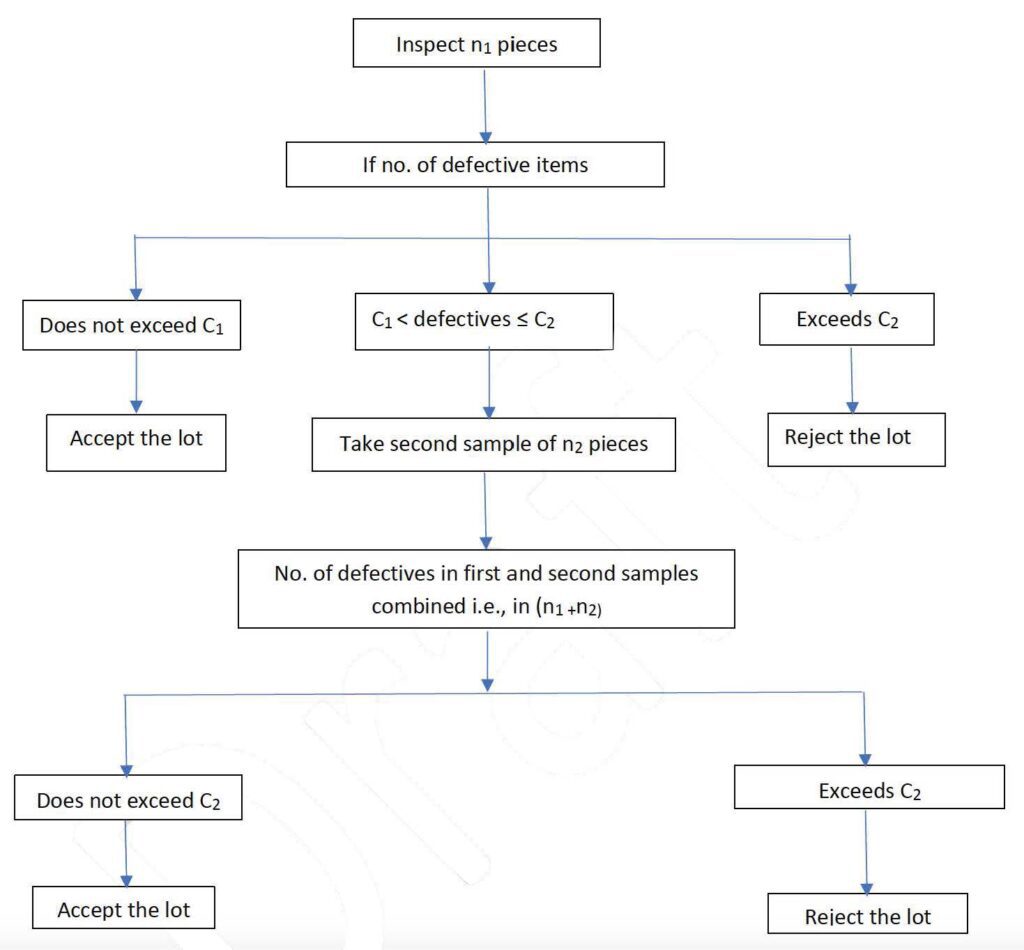
Laisser:
-
N = taille du lot
-
n₁ = nombre de pièces dans le premier échantillon
-
C₁ = numéro d'acceptation pour le premier échantillon
-
d₁ = nombre de défectueux dans le premier échantillon
-
n₂ = nombre de pièces dans le deuxième échantillon
-
n₁ + n₂ = nombre total d'articles inspectés
-
C₂ = numéro d'acceptation pour les échantillons combinés
-
d₂ = nombre total de défectueux dans les deux échantillons
Règle:
-
Si d₁ ≤ C₁, accepte le lot.
-
Si d₁ > C₂, rejeter le lot.
-
Si C₁ < d₁ ≤ C₂, prélevez un deuxième échantillon et inspectez :
-
Si d₂ ≤ C₂, accepte le lot.
-
Si d₂ > C₂, rejeter le lot.
-
Cette approche permet de réduire les efforts d’inspection lorsque la qualité du lot est clairement bonne ou mauvaise après le premier échantillon, tout en permettant une évaluation plus approfondie lorsque les résultats sont limites.
Échantillonnage multiple: Subdivise davantage le processus d’inspection pour améliorer l’efficacité.
2.4Exemple de lettres de code de taille
Il s'agit d'un outil essentiel de la norme ISO 2859. En fonction de la taille du lot et du niveau d'inspection sélectionné, un code alphabétique (par exemple, K, L, M) est déterminé à partir de la table de correspondance. Ce code permet ensuite de déterminer la taille de l'échantillon correspondante et les critères d'acceptation/rejet en fonction du NQA sélectionné.
2.5Applications industrielles de la norme ISO 2859
La norme ISO 2859 s'applique à pratiquement tous les processus de production par lots où le contrôle qualité est essentiel. Elle est particulièrement pertinente dans les secteurs suivants :
- fabrication de produits électroniques: par exemple, condensateurs, résistances, PCB ;
- Industries alimentaires et pharmaceutiques: pour l'inspection visuelle de l'emballage, du scellage, etc.
- Dispositifs médicaux:où la livraison zéro défaut est essentielle ;
3.0Le rôle de la norme ISO 2859 dans l'industrie de la fabrication mécanique
La norme ISO 2859 trouve une application large et directe dans le domaine de la fabrication mécanique, y compris, mais sans s'y limiter, dans les domaines suivants :
3.1Inspection par échantillonnage des composants
Les pièces telles que les composants fraisés, tournés, estampés et en tôle, en particulier ceux externalisés ou achetés en externe, sont généralement inspectées à la réception à l'aide de plans d'échantillonnage basés sur la norme ISO 2859 dans le cadre du processus de contrôle qualité entrant (IQC).
3.2Inspection en cours de fabrication ou intermédiaire (IPQC)
Lors des étapes de production telles que le soudage, la peinture ou le polissage, des contrôles par échantillonnage permettent de contrôler la stabilité du procédé au sein d'un lot. Cela permet d'éviter le traitement ultérieur de grandes quantités de produits défectueux, réduisant ainsi les déchets.
3.3Inspection du produit final (FQC/OQC)
Avant l'emballage, les produits finis sont soumis à un contrôle par échantillonnage afin de garantir qu'ils respectent la limite de qualité acceptable (NQA) convenue avec le client. Cela réduit les risques de retours et de réclamations après livraison.
3.4Contrôle automatisé de la qualité des lignes
Dans les environnements de fabrication intelligents, la norme ISO 2859 est intégrée aux MES (Manufacturing Execution Systems) ou aux QMS (Quality Management Systems), permettant l'échantillonnage, la prise de décision et le retour d'information en temps réel dans les flux de travail d'inspection automatisés.
4.0Application de la norme ISO 2859-1 à l'usinage et à la fabrication
Dans l'industrie mécanique, les produits requièrent souvent une précision et une résistance élevées. Dans les procédés clés tels que le tournage, l'emboutissage et le pliage, la régularité et la sécurité des produits influencent directement la qualité de l'assemblage et la fiabilité opérationnelle. La norme ISO 2859-1 offre un cadre de contrôle qualité efficace et est largement adoptée pour les inspections en cours de fabrication et finales de ces opérations critiques.
4.1Application aux procédés de tournage
Les pièces tournées, telles que les arbres, les composants filetés et les manchons, nécessitent un contrôle strict de la précision dimensionnelle et de l'état de surface. En appliquant la norme ISO 2859-1, l'équipe qualité peut définir un NQA approprié (par exemple, 1,0%) en fonction de la taille du lot et définir des plans d'échantillonnage pour le contrôle « conforme/non conforme » de caractéristiques clés telles que le diamètre, la concentricité et le pas de filetage. Cette approche réduit le temps de contrôle et filtre efficacement les défauts d'usinage.
4.2Application dans les procédés d'emboutissage
Les pièces embouties (par exemple, boîtiers métalliques, supports, plaques perforées) nécessitent souvent des critères de qualité géométrique et de qualité des bords. Selon la norme ISO 2859-1, différents niveaux de qualité acceptable (NQA) peuvent être attribués à différents types de défauts :
- Défauts critiques(par exemple, fissures, déformation sévère) : AQL = 0,0%
- Défauts majeurs(par exemple, poinçonnage incomplet, bavures) : AQL = 1,0%
- Défauts mineurs(par exemple, rayures légères) : AQL = 2,5% En utilisant le niveau d'inspection générale II ou III, un nombre d'unités déterminé statistiquement est inspecté pour évaluer l'acceptabilité du lot.
4.3Application dans les procédés de pliage de tôles
Les problèmes courants liés au pliage de tôles comprennent les déviations angulaires, les fissures et les indentations de surface. La norme ISO 2859-1 permet aux fabricants d'adapter les critères d'inspection aux exigences esthétiques et fonctionnelles spécifiques de leurs clients.
Par exemple, les enceintes esthétiques peuvent nécessiter une inspection visuelle plus stricte à l'aide de niveaux spéciaux comme S-4, tandis que les supports structurels peuvent donner la priorité aux attributs dimensionnels et porteurs.
4.4Normalisation et gains d'efficacité
En appliquant la norme ISO 2859-1, les fabricants peuvent établir des procédures de contrôle qualité standardisées. Les plans d'échantillonnage peuvent être documentés dans des manuels qualité ou des instructions de travail et exécutés de manière cohérente par le personnel d'inspection. Cela minimise les jugements subjectifs et permet une adaptation rapide des stratégies d'inspection sur plusieurs lignes et processus, améliorant ainsi l'efficacité globale des inspections.
5.0Idées fausses courantes lors de l'utilisation de la norme ISO 2859
Bien qu’il s’agisse d’une norme mature et largement utilisée, la norme ISO 2859 est parfois mal appliquée en raison des idées fausses suivantes :
- Traiter l'AQL comme un objectif de qualité
Le NQA définit la limite d'acceptation statistique, et non l'objectif réel de qualité du produit. Un taux de défauts plus faible doit rester l'objectif de fabrication. - Ignorer la représentativité de l'échantillon
Les échantillons doivent être sélectionnés de manière aléatoire et représentative. Choisir uniquement des articles « esthétiques » compromet la validité statistique. - Désalignement de la fréquence d'inspection avec le rythme de production
L'échantillonnage doit être synchronisé avec les cycles de production réels. Dans le cas contraire, des goulots d'étranglement peuvent survenir lors des inspections ou des lots manquants.
6.0Comment mettre en œuvre un processus d'inspection ISO 2859
- Étape 1 :Définir l'AQL et le niveau d'inspection
Définissez des niveaux de qualité de l'air appropriés en fonction du type de produit, des exigences du client et des taux de défauts historiques (par exemple, 1,0% pour les dimensions clés, 2,5% pour les défauts esthétiques). - Étape 2 :Déterminer la taille du lot
Se référer à la quantité réelle du lot, que ce soit en production ou en approvisionnement. - Étape 3 :Consultez le tableau d'échantillonnage
Par exemple:- Taille du lot : 500 unités
- Niveau d'inspection : Général II
- AQL : 1,5%
- Taille de l'échantillon : 50 unités
- Critères d'acceptation : Accepter si ≤ 2 défauts ; rejeter si ≥ 3 défauts
- Étape 4 :Effectuer une inspection sur place et enregistrer les résultats
Les inspecteurs effectuent des échantillonnages et prennent des décisions concernant l'élimination des lots en fonction de seuils définis par des normes.
7.0ISO 2859 en relation avec d'autres normes de gestion de la qualité
Relation avec la norme ISO 9001 : La norme ISO 2859 constitue un outil clé dans la mise en œuvre de la norme ISO 9001, permettant aux organisations de valider les résultats des processus pour la conformité.
Différence avec la norme ISO 3951 : La norme ISO 2859 est basée sur les attributs (réussite/échec), tandis que la norme ISO 3951 est basée sur les variables (quantité). Cette dernière est généralement utilisée pour les données continues comme les dimensions.
8.0Conclusion : la norme ISO 2859 comme outil stratégique pour le contrôle de la qualité mécanique
Dans le secteur mécanique, la qualité a un impact non seulement sur la performance, mais aussi sur la réputation de la marque. La norme ISO 2859 offre une méthode scientifique, efficace et reproductible pour gérer l'inspection dans des conditions de ressources limitées.
Pour les fabricants axés sur la gestion allégée et le contrôle des processus, la norme ISO 2859 est plus qu’un outil : elle incarne une philosophie de gestion de la qualité proactive et axée sur les données.
Références
blog.ansi.org/2020/07/iso-2859-4-2020-declared-quality-levels/
www.testcoo.com/fr/blog/comprendre-la-norme-iso-2859-un-guide-complet-d-echantillonnage-pour-l-inspection-qualite
qualityinspection.org/inspection-level/