

- 1.0¿Qué es ISO 2859?
- 2.0Principios básicos de la norma ISO 2859
- 3.0El papel de la norma ISO 2859 en la industria de fabricación mecánica
- 4.0Aplicación de la norma ISO 2859-1 en mecanizado y fabricación
- 5.0Conceptos erróneos comunes al utilizar la norma ISO 2859
- 6.0Cómo implementar un proceso de inspección ISO 2859
- 7.0ISO 2859 en relación con otras normas de gestión de calidad
- 8.0Conclusión: ISO 2859 como herramienta estratégica para el control de calidad mecánica
En las operaciones prácticas de control de calidad, la inspección 100% suele ser costosa e ineficiente, especialmente en entornos de producción en masa. Lograr el equilibrio entre la eficiencia de la inspección y la calidad del producto se convierte en un reto clave para los fabricantes. La norma ISO 2859 se desarrolló precisamente para este propósito. Como estándar mundialmente reconocido para la inspección por muestreo, se utiliza ampliamente en diversas industrias y sirve como referencia crucial en los procesos de inspección de calidad de las plantas de fabricación, especialmente en el campo de la ingeniería mecánica.
1.0¿Qué es ISO 2859?
ISO 2859, oficialmente titulada Procedimientos de muestreo para la inspección por atributos, es un conjunto de procedimientos estandarizados desarrollados por la Organización Internacional de Normalización (ISO) para la inspección basada en atributos de lotes de productos.
La inspección de atributos se refiere a la evaluación binaria de los elementos como "conformes" o "no conformes" (por ejemplo, dimensionalmente aceptable, libre de defectos superficiales), en lugar de la medición de valores cuantitativos, que se aborda en la norma ISO 3951. La norma ISO 2859 se aplica comúnmente en escenarios de inspección entrante, inspección en proceso e inspección final.

1.1Historial de versiones de la norma ISO 2859-1
La norma ISO 2859-1 es una norma clave de la Organización Internacional de Normalización (ISO) para la inspección por muestreo de lotes de productos. Ha sido revisada en varias ocasiones para adaptarse a los cambios industriales y a la evolución de los sistemas de calidad.
- ISO 2859-1:1989: Una versión temprana y ampliamente utilizada que estableció el marco básico del NCA, los niveles de inspección, los códigos de tamaño de muestra y las reglas de conmutación. Se adoptó ampliamente en industrias como la de maquinaria, electrónica y bienes de consumo, y fue compatible con sistemas como la norma ISO 9001:1994.
[Descargar ISO 2859-1:1989 PDF]
- ISO 2859-1:1999: Una actualización importante que mejora la terminología, las reglas de conmutación y la usabilidad. Mejoró la claridad y facilitó la integración con la inspección automatizada y los sistemas ISO 9001:2000.
[Descargar ISO 2859-1:1989 PDF]
2.0Principios básicos de la norma ISO 2859
La serie ISO 2859 consta de varias partes, siendo las más utilizadas:
| Número estándar | Título simplificado | Solicitud |
|---|---|---|
| ISO 2859-1 | Procedimientos generales de muestreo para la inspección por atributos | Los más utilizados, proporciona tablas de inspección AQL |
| ISO 2859-2 | Procedimientos para establecer límites de calidad más estrictos | Se utiliza en sectores de alta confiabilidad (por ejemplo, militar, médico) |
| ISO 2859-3 | Procedimientos para validar los planes de muestreo | Para verificar la eficacia de los sistemas de inspección |
| ISO 2859-4 | Procedimientos de muestreo múltiple | Métodos de muestreo más complejos pero rentables |
| ISO 2859-5 | Muestreo secuencial para producción continua | Adecuado para procesos de producción en curso. |
La inspección de muestreo basada en la norma ISO 2859 implica varios conceptos clave:
2.1AQL (Límite de calidad aceptable)
El NCA se refiere al porcentaje máximo de artículos defectuosos en un lote que puede considerarse aceptable como promedio del proceso. Los valores comunes de NCA incluyen 1,0%, 1,5%, 2,5% y 4,0%. Es importante destacar que un NCA no implica que los artículos defectuosos sean permisibles, sino que el lote debe aceptarse estadísticamente si la tasa de defectos es inferior al límite especificado.
2.2Nivel de inspección
La norma establece tres niveles generales de inspección (Niveles Generales I, II y III) y cuatro niveles especiales (S-1 a S-4). Estos niveles determinan el tamaño de la muestra. El Nivel General II es el nivel predeterminado y el más utilizado en la práctica.
2.3Planes de muestreo
La norma ISO 2859 define tres tipos de planes de muestreo:
Muestreo único:Se toma una decisión después de inspeccionar una muestra;
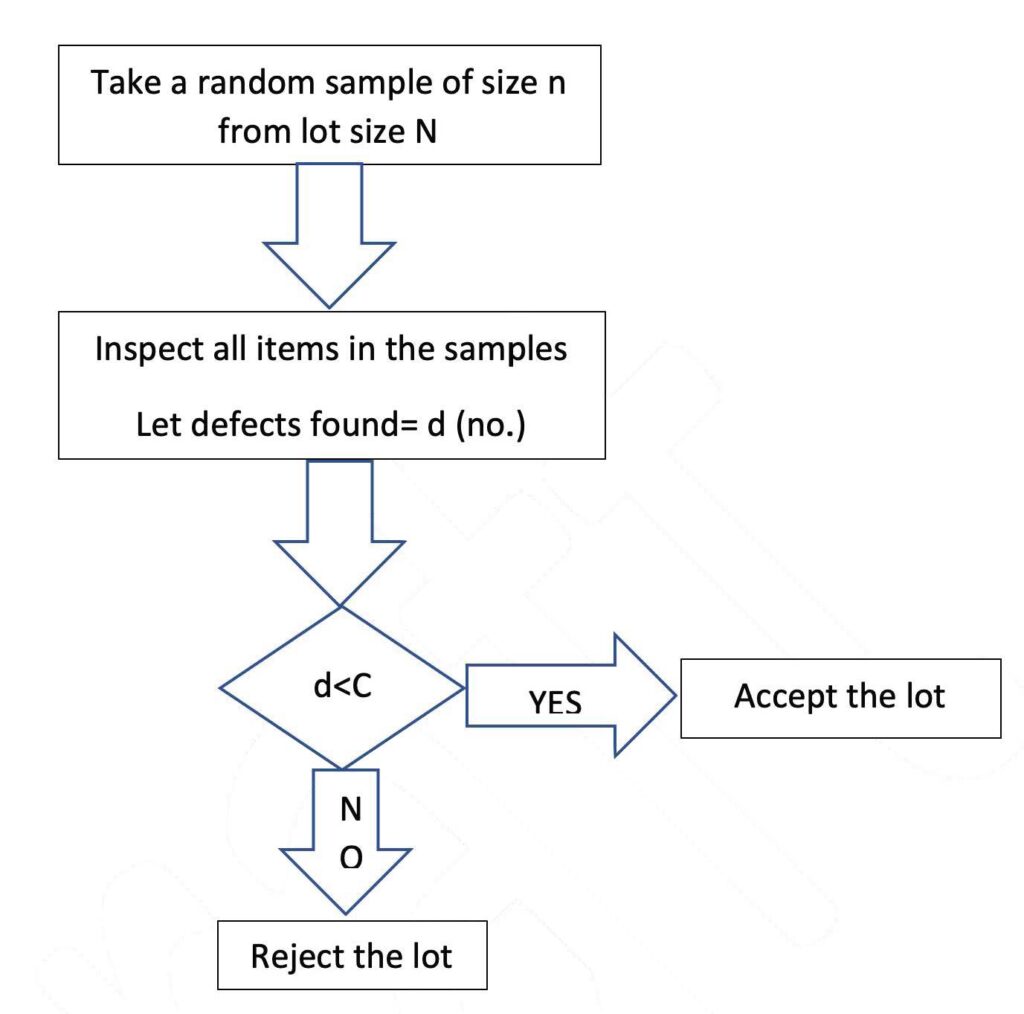
Plan de Muestreo Único (ISO 2859)
Dejar:
-
norte = tamaño del lote
-
norte = tamaño de la muestra
-
do = número de aceptación
-
d = número de artículos defectuosos encontrados en la muestra
Regla:
-
Si d < C, acepta el lote.
-
Si d ≥ C, rechazar el lote.
Esta es la regla de inspección más simple y más comúnmente utilizada en ISO 2859, adecuada para escenarios generales de control de calidad.
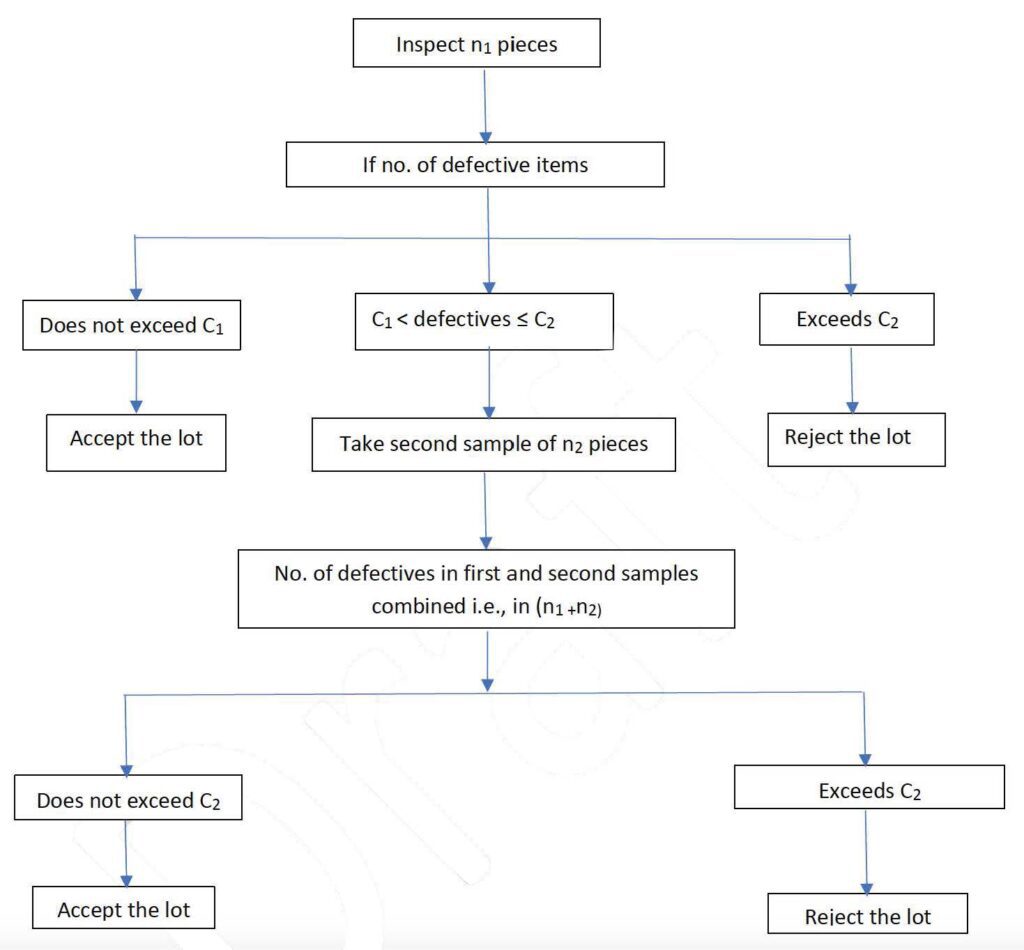
Muestreo doble:Se extrae una segunda muestra si la primera no es concluyente;
Dejar:
-
norte = tamaño del lote
-
n₁ = número de piezas en la primera muestra
-
C₁ = número de aceptación de la primera muestra
-
d₁ = número de defectuosos en la primera muestra
-
n₂ = número de piezas en la segunda muestra
-
n₁ + n₂ = número total de artículos inspeccionados
-
C₂ = número de aceptación para las muestras combinadas
-
d₂ = número total de defectuosos en ambas muestras
Regla:
-
Si d₁ ≤ C₁, acepta el lote.
-
Si d₁ > C₂, rechazar el lote.
-
Si C₁ < d₁ ≤ C₂, tome una segunda muestra e inspeccione:
-
Si d₂ ≤ C₂, acepta el lote.
-
Si d₂ > C₂, rechazar el lote.
-
Este enfoque ayuda a reducir el esfuerzo de inspección cuando la calidad del lote es claramente buena o mala después de la primera muestra, al tiempo que permite una evaluación adicional cuando los resultados son dudosos.
Muestreo múltiple:Subdivide aún más el proceso de inspección para mejorar la eficiencia.
2.4Letras del código de tamaño de muestra
Esta es una herramienta fundamental de la norma ISO 2859. En función del tamaño del lote y el nivel de inspección seleccionado, se determina una letra de código (p. ej., K, L, M) a partir de la tabla de consulta. Esta letra se utiliza para determinar el tamaño de muestra correspondiente y los criterios de aceptación/rechazo según el NCA seleccionado.
2.5Aplicaciones industriales de la norma ISO 2859
La norma ISO 2859 es aplicable a prácticamente cualquier proceso de producción por lotes donde el control de calidad sea esencial. Es especialmente relevante en los siguientes sectores:
- Fabricación de productos electrónicos:por ejemplo, condensadores, resistencias, PCB;
- Industrias alimentaria y farmacéutica:para inspección visual de embalajes, sellados, etc.;
- dispositivos médicos:donde la entrega sin defectos es fundamental;
3.0El papel de la norma ISO 2859 en la industria de fabricación mecánica
La norma ISO 2859 encuentra una aplicación amplia y directa en el campo de la fabricación mecánica, incluidas, entre otras, las siguientes áreas:
3.1Inspección de muestreo de componentes
Las piezas como componentes fresados, torneados, estampados y de chapa metálica (especialmente las subcontratadas o compradas externamente) normalmente se inspeccionan al recibirlas mediante planes de muestreo basados en la norma ISO 2859 como parte del proceso de control de calidad entrante (IQC).
3.2Inspección en proceso o intermedia (IPQC)
Durante etapas de producción como la soldadura, la pintura o el pulido, se utiliza la inspección por muestreo para supervisar la estabilidad del proceso dentro de un lote. Esto ayuda a evitar el procesamiento posterior de grandes cantidades de productos defectuosos, reduciendo así el desperdicio.
3.3Inspección del producto final (FQC/OQC)
Antes del envasado, los productos finales se someten a una inspección de muestreo para garantizar que cumplan con el Límite de Calidad Aceptable (NCA) acordado con el cliente. Esto reduce el riesgo de devoluciones y reclamaciones de calidad posteriores a la entrega.
3.4Control de calidad de línea automatizado
En entornos de fabricación inteligente, la norma ISO 2859 se integra en MES (sistemas de ejecución de fabricación) o QMS (sistemas de gestión de calidad), lo que permite el muestreo, la toma de decisiones y la retroalimentación en tiempo real dentro de flujos de trabajo de inspección automatizados.
4.0Aplicación de la norma ISO 2859-1 en mecanizado y fabricación
En la industria mecánica, los productos suelen requerir alta precisión y resistencia. En procesos clave como el torneado, la estampación y el plegado, la consistencia y la seguridad del producto afectan directamente la calidad del ensamblaje y la fiabilidad operativa. La norma ISO 2859-1 ofrece un marco de control de calidad eficiente y se adopta ampliamente en las inspecciones tanto en proceso como finales de estas operaciones críticas.
4.1Aplicación en procesos de torneado
Las piezas torneadas, como ejes, componentes roscados y manguitos, requieren un control estricto de la precisión dimensional y el acabado superficial. Mediante la aplicación de la norma ISO 2859-1, el equipo de calidad puede establecer un NCA adecuado (p. ej., 1.0%) según el tamaño del lote y definir planes de muestreo para la inspección de características clave, como el diámetro, la concentricidad y el paso de rosca. Este enfoque reduce el tiempo de inspección y filtra eficazmente los defectos de mecanizado.
4.2Aplicación en procesos de estampación
Las piezas estampadas (p. ej., carcasas metálicas, soportes, placas perforadas) suelen requerir criterios geométricos y de calidad de los bordes. Según la norma ISO 2859-1, se pueden asignar diferentes NCA a distintos tipos de defectos:
- Defectos críticos(p. ej., grietas, deformación severa): AQL = 0,0%
- Defectos mayores(por ejemplo, perforación incompleta, rebabas): NCA = 1,0%
- Defectos menores(por ejemplo, rayones leves): AQL = 2,5% Utilizando el Nivel de Inspección General II o III, se inspecciona un número de unidades determinado estadísticamente para evaluar la aceptabilidad del lote.
4.3Aplicación en procesos de plegado de chapa metálica
Los problemas comunes en el doblado de chapa metálica incluyen la desviación angular, el agrietamiento y la indentación superficial. La norma ISO 2859-1 permite a los fabricantes adaptar los criterios de inspección a los requisitos funcionales y de apariencia específicos del cliente.
Por ejemplo, los recintos estéticos pueden requerir una inspección visual más estricta utilizando niveles especiales como S-4, mientras que los soportes estructurales pueden priorizar los atributos dimensionales y de carga.
4.4Estandarización y ganancias de eficiencia
Al implementar la norma ISO 2859-1, los fabricantes pueden establecer procedimientos estandarizados de control de calidad. Los planes de muestreo pueden documentarse en manuales de calidad o instrucciones de trabajo y ser ejecutados sistemáticamente por el personal de inspección. Esto minimiza el juicio subjetivo y permite una rápida adaptación de las estrategias de inspección en múltiples líneas y procesos, mejorando así la eficiencia general de la inspección.
5.0Conceptos erróneos comunes al utilizar la norma ISO 2859
A pesar de ser una norma madura y ampliamente utilizada, la ISO 2859 a veces se aplica incorrectamente debido a los siguientes conceptos erróneos:
- Tratar el NCA como un objetivo de calidad
El NCA define el límite estadístico de aceptación, no el objetivo real de calidad del producto. Una menor tasa de defectos debe seguir siendo el objetivo de fabricación. - Ignorar la representatividad de la muestra
Las muestras deben seleccionarse de forma aleatoria y representativa. Seleccionar solo elementos de buena apariencia compromete la validez estadística. - Desalineación de la frecuencia de inspección con el ritmo de producción
El muestreo debe estar sincronizado con los ciclos de producción reales. De lo contrario, podría causar cuellos de botella en la inspección o lotes perdidos.
6.0Cómo implementar un proceso de inspección ISO 2859
- Paso 1:Definir NCA y nivel de inspección
Establezca NCA adecuados según el tipo de producto, los requisitos del cliente y las tasas de defectos históricas (por ejemplo, 1,0% para dimensiones clave, 2,5% para defectos cosméticos). - Paso 2:Determinar el tamaño del lote
Haga referencia a la cantidad real en el lote, ya sea en producción o en adquisición. - Paso 3:Consulte la tabla de muestreo
Por ejemplo:- Tamaño del lote: 500 unidades
- Nivel de inspección: General II
- NCA: 1,5%
- Tamaño de la muestra: 50 unidades
- Criterios de aceptación: Aceptar si ≤ 2 defectos; rechazar si ≥ 3 defectos
- Paso 4:Realizar una inspección in situ y registrar los resultados
Los inspectores toman muestras y toman decisiones sobre la disposición de lotes según umbrales definidos por el estándar.
7.0ISO 2859 en relación con otras normas de gestión de calidad
Relación con la norma ISO 9001: La norma ISO 2859 sirve como una herramienta clave en la implementación de la norma ISO 9001, permitiendo a las organizaciones validar los resultados de los procesos para comprobar su conformidad.
Diferencia con la norma ISO 3951: La norma ISO 2859 se basa en atributos (aprobado/reprobado), mientras que la ISO 3951 se basa en variables (cuantitativa). Esta última se utiliza normalmente para datos continuos, como las dimensiones.
8.0Conclusión: ISO 2859 como herramienta estratégica para el control de calidad mecánica
En el sector mecánico, la calidad impacta no solo el rendimiento, sino también la reputación de la marca. La norma ISO 2859 ofrece un método científico, eficiente y repetible para gestionar la inspección con recursos limitados.
Para los fabricantes centrados en la gestión eficiente y el control de procesos, la norma ISO 2859 es más que una herramienta: encarna una filosofía de gestión de calidad proactiva e basada en datos.
Referencias
blog.ansi.org/2020/07/iso-2859-4-2020-niveles-de-calidad-declarados/
www.testcoo.com/es/blog/comprensión-de-la-iso-2859-una-guia-completa-para-el-muestreo-para-la-inspección-de-calidad
qualityinspection.org/nivel-de-inspeccion/