

- 1.0Was ist ISO 2859?
- 2.0Kernprinzipien der ISO 2859
- 3.0Die Rolle der ISO 2859 in der Maschinenbauindustrie
- 4.0Anwendung der ISO 2859-1 in der Bearbeitung und Fertigung
- 5.0Häufige Missverständnisse bei der Verwendung von ISO 2859
- 6.0So implementieren Sie einen ISO 2859-Inspektionsprozess
- 7.0ISO 2859 im Verhältnis zu anderen Qualitätsmanagementnormen
- 8.0Fazit: ISO 2859 als strategisches Werkzeug für die mechanische Qualitätskontrolle
In der praktischen Qualitätskontrolle ist die 100%-Prüfung oft kostspielig und ineffizient – insbesondere in der Massenproduktion. Die Balance zwischen Prüfeffizienz und Produktqualität zu finden, wird für Hersteller zu einer zentralen Herausforderung. Genau zu diesem Zweck wurde ISO 2859 entwickelt. Als weltweit anerkannter Standard für Stichprobenprüfungen findet er branchenübergreifend breite Anwendung und dient als wichtige Referenz für die Qualitätsprüfung von Fertigungsbetrieben, insbesondere im Maschinenbau.
1.0Was ist ISO 2859?
ISO 2859, offiziell betitelt Stichprobenverfahren für die Prüfung nach Attributenist eine Reihe standardisierter Verfahren, die von der Internationalen Organisation für Normung (ISO) für die attributbasierte Inspektion von Produktchargen entwickelt wurden.
Bei der Attributprüfung handelt es sich um die binäre Bewertung von Artikeln als entweder „konform“ oder „nicht konform“ (z. B. maßlich akzeptabel, frei von Oberflächenfehlern) und nicht um die Messung quantitativer Werte, die in ISO 3951 behandelt wird. Die Norm ISO 2859 wird üblicherweise bei Wareneingangsprüfungen, prozessbegleitenden Prüfungen und Endkontrollen angewendet.

1.1ISO 2859-1 Versionsverlauf
ISO 2859-1 ist eine Schlüsselnorm der Internationalen Organisation für Normung (ISO) für die Stichprobenprüfung von Produktchargen. Sie wurde mehrfach überarbeitet, um sie an industrielle Veränderungen und sich entwickelnde Qualitätssysteme anzupassen.
- ISO 2859-1:1989: Eine frühe, weit verbreitete Version, die das Kerngerüst von AQL, Prüfstufen, Stichprobengrößencodes und Umschaltregeln festlegte. Sie wurde in Branchen wie Maschinenbau, Elektronik und Konsumgütern breit eingesetzt und unterstützte Systeme wie ISO 9001:1994.
[ISO 2859-1:1989 PDF herunterladen]
- ISO 2859-1:1999: Ein umfassendes Update verbessert Terminologie, Umschaltregeln und Benutzerfreundlichkeit. Es sorgt für mehr Übersichtlichkeit und unterstützt die Integration mit automatisierten Inspektions- und ISO 9001:2000-Systemen besser.
[ISO 2859-1:1989 PDF herunterladen]
2.0Kernprinzipien der ISO 2859
Die ISO 2859-Reihe besteht aus mehreren Teilen. Die am häufigsten verwendeten sind:
| Standardnummer | Vereinfachter Titel | Anwendung |
|---|---|---|
| ISO 2859-1 | Allgemeine Stichprobenverfahren für die Prüfung nach Attributen | Am häufigsten verwendet, bietet AQL-Prüftabellen |
| ISO 2859-2 | Verfahren für strengere Qualitätsgrenzen | Wird in Bereichen eingesetzt, in denen hohe Zuverlässigkeit gefragt ist (z. B. Militär, Medizin) |
| ISO 2859-3 | Verfahren zur Validierung von Stichprobenplänen | Zur Überprüfung der Wirksamkeit von Inspektionsprogrammen |
| ISO 2859-4 | Mehrfachprobenahmeverfahren | Komplexere, aber kostengünstigere Probenahmemethoden |
| ISO 2859-5 | Sequentielle Probenahme für die kontinuierliche Produktion | Geeignet für laufende Produktionsprozesse |
Die Stichprobenprüfung nach ISO 2859 umfasst mehrere Schlüsselkonzepte:
2.1AQL (Akzeptable Qualitätsgrenze)
Der AQL-Wert bezeichnet den maximalen Prozentsatz fehlerhafter Teile in einer Charge, der als Prozessdurchschnitt noch akzeptabel ist. Gängige AQL-Werte sind 1,0%, 1,5%, 2,5% und 4,0%. Wichtig: Ein AQL-Wert bedeutet nicht, dass fehlerhafte Teile zulässig sind, sondern dass die Charge statistisch akzeptiert werden sollte, wenn die Fehlerquote unter dem angegebenen Grenzwert liegt.
2.2Inspektionsebene
Die Norm sieht drei allgemeine Prüfstufen (Allgemeine Stufen I, II, III) und vier spezielle Stufen (S-1 bis S-4) vor. Diese Stufen bestimmen den Stichprobenumfang. Die allgemeine Stufe II ist die Standardstufe und wird in der Praxis am häufigsten verwendet.
2.3Stichprobenpläne
ISO 2859 definiert drei Arten von Stichprobenplänen:
Einzelprobenahme: Eine Entscheidung wird nach der Prüfung einer Probe getroffen;
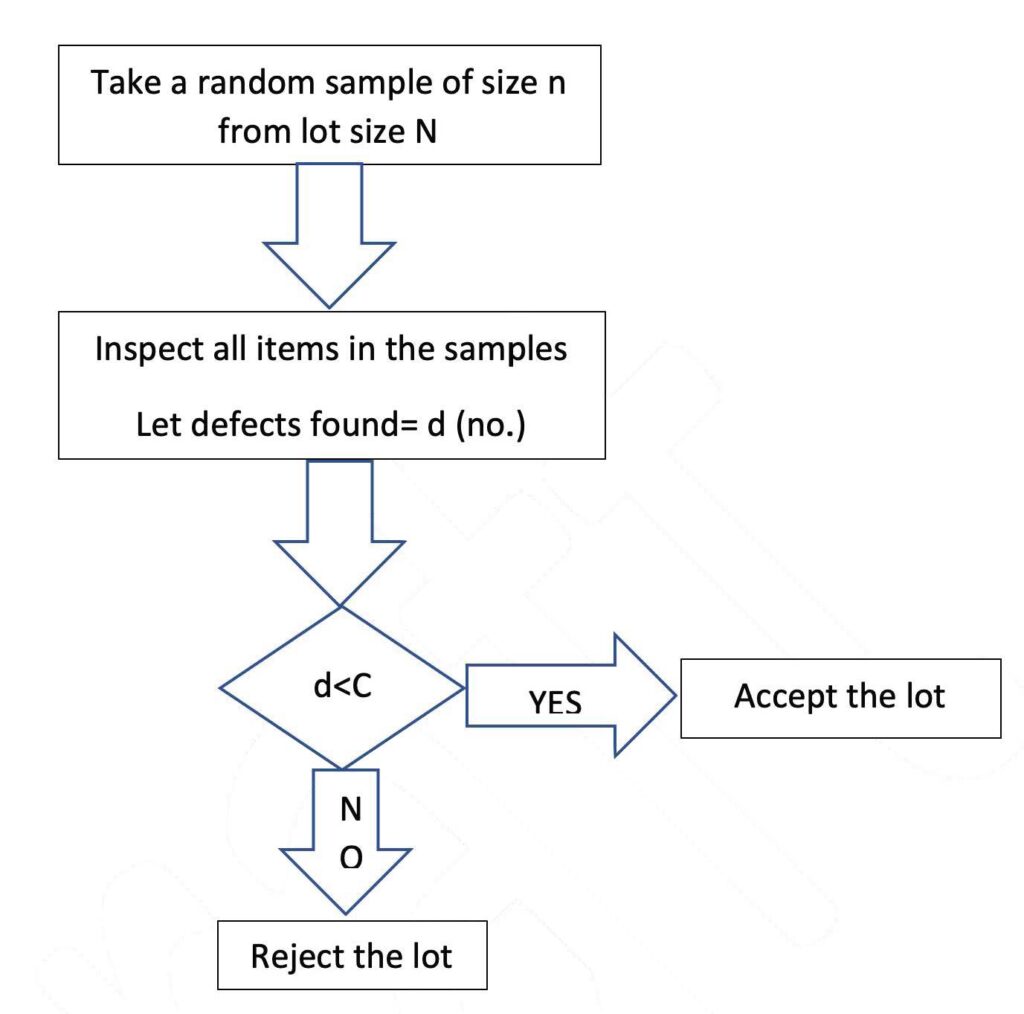
Einzelstichprobenplan (ISO 2859)
Lassen:
-
N = Losgröße
-
N = Stichprobengröße
-
C = Annahmenummer
-
D = Anzahl der in der Stichprobe gefundenen fehlerhaften Artikel
Regel:
-
Wenn d < C, akzeptiere das Los.
-
Wenn d ≥ C, lehnen Sie das Los ab.
Dies ist die einfachste und am häufigsten verwendete Inspektionsregel in ISO 2859 und eignet sich für allgemeine Qualitätskontrollszenarien.
Doppelte Stichprobennahme: Eine zweite Probe wird gezogen, wenn die erste kein eindeutiges Ergebnis liefert;
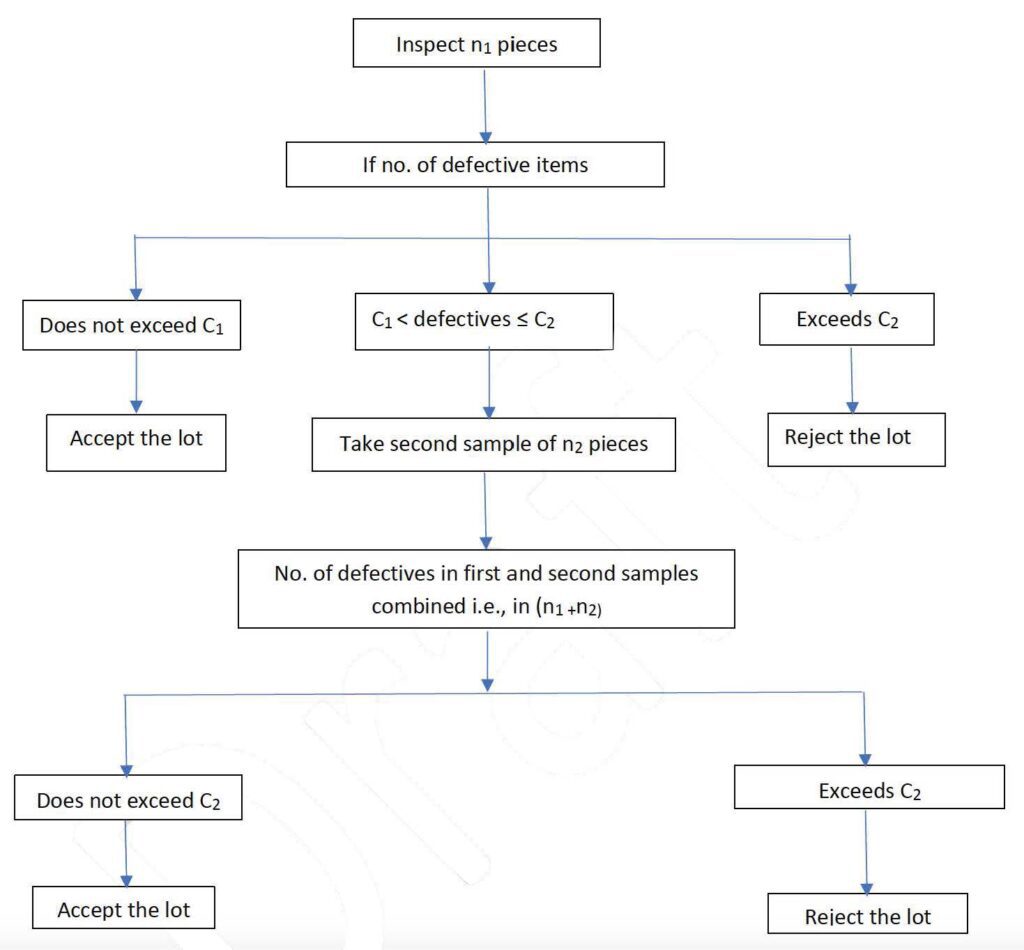
Lassen:
-
N = Losgröße
-
n₁ = Stückzahl der ersten Probe
-
C₁ = Annahmenummer für die erste Probe
-
d₁ = Anzahl der fehlerhaften Teile in der ersten Stichprobe
-
n₂ = Stückzahl der zweiten Stichprobe
-
n₁ + n₂ = Gesamtzahl der geprüften Artikel
-
C₂ = Annahmezahl für die zusammengefassten Proben
-
d₂ = Gesamtzahl der fehlerhaften Teile in beiden Proben
Regel:
-
Wenn d₁ ≤ C₁, akzeptiere das Los.
-
Wenn d₁ > C₂, lehnen Sie das Los ab.
-
Wenn C₁ < d₁ ≤ C₂, entnehmen Sie eine zweite Probe und prüfen Sie:
-
Wenn d₂ ≤ C₂, akzeptiere das Los.
-
Wenn d₂ > C₂, lehnen Sie das Los ab.
-
Dieser Ansatz trägt dazu bei, den Prüfaufwand zu reduzieren, wenn die Chargenqualität nach der ersten Probe eindeutig gut oder schlecht ist, und ermöglicht gleichzeitig eine weitere Auswertung, wenn die Ergebnisse grenzwertig sind.
Mehrfache Stichprobennahme: Unterteilt den Inspektionsprozess weiter, um die Effizienz zu steigern.
2.4Codebuchstaben für die Probengröße
Dies ist ein zentrales Werkzeug der ISO 2859. Basierend auf der Losgröße und der gewählten Prüfstufe wird aus der Lookup-Tabelle ein Kennbuchstabe (z. B. K, L, M) ermittelt. Dieser Buchstabe dient dann zur Bestimmung der entsprechenden Stichprobengröße und der Annahme-/Ablehnungskriterien gemäß dem gewählten AQL.
2.5Branchenanwendungen von ISO 2859
ISO 2859 ist auf nahezu alle Chargenproduktionsprozesse anwendbar, bei denen eine Qualitätskontrolle unerlässlich ist. Besonders relevant ist sie in folgenden Bereichen:
- Elektronikfertigung: zB Kondensatoren, Widerstände, Leiterplatten;
- Lebensmittel- und Pharmaindustrie: zur Sichtprüfung von Verpackungen, Versiegelungen usw.;
- Medizinische Geräte: wo eine fehlerfreie Lieferung entscheidend ist;
3.0Die Rolle der ISO 2859 in der Maschinenbauindustrie
ISO 2859 findet breite und direkte Anwendung im Bereich der mechanischen Fertigung, einschließlich, aber nicht beschränkt auf die folgenden Bereiche:
3.1Stichprobenprüfung von Bauteilen
Teile wie gefräste, gedrehte, gestanzte und Blechkomponenten – insbesondere solche, die ausgelagert oder extern gekauft wurden – werden im Rahmen der Eingangsqualitätskontrolle (IQC) üblicherweise nach Erhalt anhand von Stichprobenplänen auf Basis von ISO 2859 geprüft.
3.2In-Process- oder Zwischeninspektion (IPQC)
Bei Produktionsschritten wie Schweißen, Lackieren oder Polieren dient die Stichprobenprüfung der Prozessstabilität innerhalb einer Charge. Dies hilft, die Weiterverarbeitung großer Mengen fehlerhafter Produkte zu verhindern und so den Ausschuss zu reduzieren.
3.3Endproduktprüfung (FQC/OQC)
Vor der Verpackung werden die Endprodukte einer Stichprobenprüfung unterzogen, um sicherzustellen, dass sie die mit dem Kunden vereinbarte zulässige Qualitätsgrenze (AQL) einhalten. Dies reduziert das Risiko von Retouren und Qualitätsmängeln nach der Lieferung.
3.4Automatisierte Linienqualitätskontrolle
In intelligenten Fertigungsumgebungen ist ISO 2859 in MES (Manufacturing Execution Systems) oder QMS (Quality Management Systems) integriert und ermöglicht so Probenahme, Entscheidungsfindung und Feedback in Echtzeit innerhalb automatisierter Inspektionsabläufe.
4.0Anwendung der ISO 2859-1 in der Bearbeitung und Fertigung
In der Maschinenbauindustrie erfordern Produkte oft hohe Präzision und Festigkeit. Bei Schlüsselprozessen wie Drehen, Stanzen und Biegen wirken sich Produktkonsistenz und -sicherheit direkt auf die Montagequalität und Betriebszuverlässigkeit aus. ISO 2859-1 bietet einen effizienten Rahmen für die Qualitätskontrolle und wird sowohl bei der Prozess- als auch bei der Endkontrolle dieser kritischen Prozesse häufig eingesetzt.
4.1Anwendung in Drehprozessen
Drehteile wie Wellen, Gewindeteile und Hülsen erfordern eine strenge Kontrolle der Maßgenauigkeit und Oberflächengüte. Durch die Anwendung von ISO 2859-1 kann das Qualitätsteam einen geeigneten AQL (z. B. 1,0%) basierend auf der Losgröße festlegen und Stichprobenpläne für die Gut-/Schlecht-Prüfung wichtiger Merkmale wie Durchmesser, Rundlauf und Gewindesteigung definieren. Dieser Ansatz reduziert den Prüfaufwand und filtert Bearbeitungsfehler effektiv heraus.
4.2Anwendung in Stanzprozessen
Bei Stanzteilen (z. B. Metallgehäusen, Halterungen, Lochblechen) sind häufig geometrische und Kantenqualitätskriterien zu berücksichtigen. Nach ISO 2859-1 können verschiedenen Fehlerarten unterschiedliche AQLs zugeordnet werden:
- Kritische Mängel(z. B. Risse, starke Verformungen): AQL = 0,0%
- Wesentliche Mängel(z. B. unvollständiges Stanzen, Grate): AQL = 1,0%
- Kleinere Mängel(z. B. leichte Kratzer): AQL = 2,5%. Mithilfe der allgemeinen Inspektionsstufe II oder III wird eine statistisch ermittelte Anzahl von Einheiten überprüft, um die Chargenakzeptanz zu beurteilen.
4.3Anwendung in Blechbiegeprozessen
Häufige Probleme beim Biegen von Blechen sind Winkelabweichungen, Risse und Oberflächeneindrücke. ISO 2859-1 ermöglicht es Herstellern, die Prüfkriterien an kundenspezifische Anforderungen an Aussehen und Funktion anzupassen.
Beispielsweise können ästhetische Gehäuse eine strengere Sichtprüfung mithilfe spezieller Stufen wie S-4 erfordern, während bei Strukturhalterungen möglicherweise Maß- und Tragfähigkeitseigenschaften im Vordergrund stehen.
4.4Standardisierung und Effizienzsteigerung
Durch die Implementierung der ISO 2859-1 können Hersteller standardisierte Qualitätskontrollverfahren etablieren. Stichprobenpläne können in Qualitätshandbüchern oder Arbeitsanweisungen dokumentiert und vom Prüfpersonal konsequent umgesetzt werden. Dies minimiert subjektive Beurteilungen und ermöglicht eine schnelle Anpassung von Prüfstrategien über mehrere Linien und Prozesse hinweg, was die Gesamteffizienz der Prüfung steigert.
5.0Häufige Missverständnisse bei der Verwendung von ISO 2859
Obwohl es sich bei ISO 2859 um einen ausgereiften und weit verbreiteten Standard handelt, wird er aufgrund der folgenden Missverständnisse manchmal falsch angewendet:
- AQL als Qualitätsziel behandeln
AQL definiert die statistische Akzeptanzgrenze – nicht das eigentliche Ziel für die Produktqualität. Eine geringere Fehlerquote sollte das Fertigungsziel bleiben. - Ignorieren der Repräsentativität der Stichprobe
Die Stichproben müssen zufällig und repräsentativ ausgewählt werden. Die Auswahl ausschließlich „gut aussehender“ Elemente beeinträchtigt die statistische Validität. - Fehlanpassung der Inspektionshäufigkeit an den Produktionsrhythmus
Die Probenahme muss mit den tatsächlichen Produktionszyklen synchronisiert werden. Andernfalls kann es zu Inspektionsengpässen oder fehlenden Chargen kommen.
6.0So implementieren Sie einen ISO 2859-Inspektionsprozess
- Schritt 1:Definieren Sie AQL und Inspektionsstufe
Legen Sie geeignete AQLs basierend auf Produkttyp, Kundenanforderungen und historischen Fehlerraten fest (z. B. 1,0% für Schlüsseldimensionen, 2,5% für kosmetische Fehler). - Schritt 2:Losgröße bestimmen
Beziehen Sie sich auf die tatsächliche Menge in der Charge – egal ob in der Produktion oder im Einkauf. - Schritt 3:Siehe die Stichprobentabelle
Zum Beispiel:- Grundstücksgröße: 500 Einheiten
- Inspektionsstufe: Allgemein II
- AQL: 1,5%
- Stichprobengröße: 50 Einheiten
- Annahmekriterien: Annehmen bei ≤ 2 Mängeln; Ablehnen bei ≥ 3 Mängeln
- Schritt 4:Führen Sie eine Inspektion vor Ort durch und protokollieren Sie die Ergebnisse
Inspektoren nehmen Stichproben vor und treffen Entscheidungen zur Chargendisposition auf der Grundlage standardisierter Schwellenwerte.
7.0ISO 2859 im Verhältnis zu anderen Qualitätsmanagementnormen
Bezug zur ISO 9001: ISO 2859 dient als zentrales Instrument bei der Implementierung von ISO 9001 und ermöglicht es Organisationen, Prozessergebnisse auf Konformität zu validieren.
Unterschied zur ISO 3951: ISO 2859 ist attributbasiert (bestanden/nicht bestanden), während ISO 3951 variablenbasiert (quantitativ) ist. Letzteres wird typischerweise für kontinuierliche Daten wie Dimensionen verwendet.
8.0Fazit: ISO 2859 als strategisches Werkzeug für die mechanische Qualitätskontrolle
Im Maschinenbau beeinflusst Qualität nicht nur die Leistung, sondern auch den Ruf der Marke. ISO 2859 bietet eine wissenschaftliche, effiziente und wiederholbare Methode zur Durchführung von Inspektionen bei begrenzten Ressourcen.
Für Hersteller, die sich auf Lean Management und Prozesskontrolle konzentrieren, ist ISO 2859 mehr als nur ein Werkzeug – es verkörpert eine Philosophie des proaktiven, datengesteuerten Qualitätsmanagements.
Verweise
blog.ansi.org/2020/07/iso-2859-4-2020-declared-quality-levels/
www.testcoo.com/en/blog/iso-2859-verstehen-ein-umfassender-leitfaden-zur-stichprobenentnahme-fur-die-qualitätsprüfung
qualityinspection.org/inspection-level/