

- 1.0ما هو ISO 2859؟
- 2.0المبادئ الأساسية لمعيار ISO 2859
- 3.0دور ISO 2859 في صناعة التصنيع الميكانيكي
- 4.0تطبيق ISO 2859-1 في التصنيع والتشغيل الآلي
- 5.0المفاهيم الخاطئة الشائعة عند استخدام ISO 2859
- 6.0كيفية تنفيذ عملية التفتيش وفقًا لمعيار ISO 2859
- 7.0ISO 2859 فيما يتعلق بمعايير إدارة الجودة الأخرى
- 8.0الاستنتاج: ISO 2859 كأداة استراتيجية لمراقبة الجودة الميكانيكية
في عمليات مراقبة الجودة العملية، غالبًا ما يكون فحص 100% مكلفًا وغير فعال، وخاصةً في بيئات الإنتاج الضخم. ويُصبح تحقيق التوازن بين كفاءة الفحص وجودة المنتج تحديًا رئيسيًا للمصنعين. وقد طُوِّرت ISO 2859 خصيصًا لهذا الغرض. وبصفتها معيارًا معترفًا به عالميًا لفحص العينات، تُستخدم على نطاق واسع في مختلف الصناعات، وتُشكل مرجعًا أساسيًا في عمليات فحص الجودة في مصانع التصنيع، وخاصةً في مجال الهندسة الميكانيكية.
1.0ما هو ISO 2859؟
ISO 2859، المسمى رسميًا إجراءات أخذ العينات للتفتيش حسب السمات، هي مجموعة من الإجراءات الموحدة التي طورتها المنظمة الدولية للمعايير (ISO) للتفتيش على دفعات المنتجات بناءً على السمات.
يشير فحص السمات إلى التقييم الثنائي للعناصر على أنها "متوافقة" أو "غير متوافقة" (على سبيل المثال، مقبولة الأبعاد، وخالية من عيوب السطح)، بدلاً من قياس القيم الكمية - والتي تتناولها ISO 3951. يتم تطبيق معيار ISO 2859 بشكل شائع في سيناريوهات التفتيش الواردة والتفتيش أثناء العملية والتفتيش النهائي.

1.1سجل إصدارات ISO 2859-1
ISO 2859-1 معيار أساسي من المنظمة الدولية للمعايير (ISO) لفحص عينات دفعات المنتجات. وقد خضع هذا المعيار لمراجعة عدة مرات لمواكبة التغيرات الصناعية وأنظمة الجودة المتطورة.
- ISO 2859-1:1989: نسخة مبكرة واسعة الانتشار، أسست الإطار الأساسي لمستوى الجودة المقبول (AQL)، ومستويات التفتيش، ورموز حجم العينة، وقواعد التحويل. وقد تم اعتمادها على نطاق واسع في صناعات مثل الآلات والإلكترونيات والسلع الاستهلاكية، ودعمت أنظمة مثل ISO 9001:1994.
[تنزيل ملف PDF ISO 2859-1:1989]
- ISO 2859-1:1999: تحديث رئيسي يُحسّن المصطلحات وقواعد التحويل وسهولة الاستخدام. كما حسّن الوضوح ودعم التكامل مع أنظمة التفتيش الآلي وأنظمة ISO 9001:2000.
[تنزيل ملف PDF ISO 2859-1:1989]
2.0المبادئ الأساسية لمعيار ISO 2859
تتكون سلسلة ISO 2859 من عدة أجزاء، وأكثرها استخدامًا هي:
| الرقم القياسي | عنوان مبسط | طلب |
|---|---|---|
| ISO 2859-1 | إجراءات أخذ العينات العامة للتفتيش حسب السمات | الأكثر استخداما، توفر جداول تفتيش AQL |
| ISO 2859-2 | إجراءات تحديد حدود الجودة الأكثر صرامة | تُستخدم في القطاعات ذات الموثوقية العالية (على سبيل المثال، العسكرية والطبية) |
| ISO 2859-3 | إجراءات التحقق من صحة خطط أخذ العينات | للتحقق من فعالية مخططات التفتيش |
| ISO 2859-4 | إجراءات أخذ العينات المتعددة | طرق أخذ العينات أكثر تعقيدًا ولكنها فعالة من حيث التكلفة |
| ISO 2859-5 | أخذ العينات المتسلسلة للإنتاج المستمر | مناسب لعمليات الإنتاج الجارية |
تتضمن عملية فحص العينات وفقًا للمعيار ISO 2859 عدة مفاهيم رئيسية:
2.1حد الجودة المقبول (AQL)
يشير مستوى الجودة المقبول (AQL) إلى النسبة المئوية القصوى للعناصر المعيبة في دفعة ما، والتي يمكن اعتبارها مقبولة كمتوسط للعملية. تشمل قيم مستوى الجودة المقبول الشائعة 1.0%، و1.5%، و2.5%، و4.0%. والجدير بالذكر أن مستوى الجودة المقبول لا يعني أن العناصر المعيبة مسموح بها، بل يعني قبول الدفعة إحصائيًا إذا كان معدل العيوب أقل من الحد المحدد.
2.2مستوى التفتيش
يوفر المعيار ثلاثة مستويات عامة للتفتيش (المستويات العامة I، II، III) وأربعة مستويات خاصة (من S-1 إلى S-4). تحدد هذه المستويات حجم العينة. يُعد المستوى العام II هو المستوى الافتراضي والأكثر استخدامًا في الممارسة العملية.
2.3خطط أخذ العينات
تعرف المواصفة القياسية ISO 2859 ثلاثة أنواع من خطط أخذ العينات:
عينة واحدة:يتم اتخاذ القرار بعد فحص عينة واحدة؛
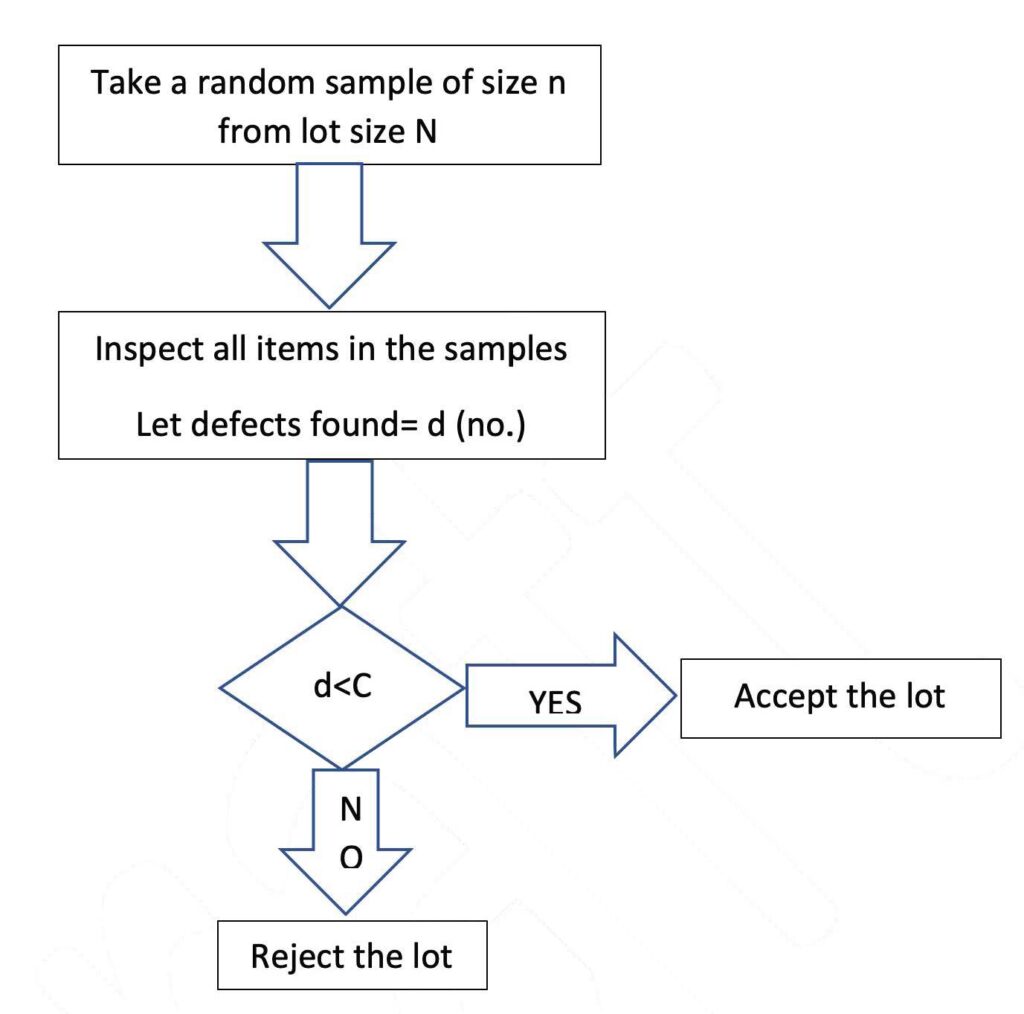
خطة أخذ العينات الفردية (ISO 2859)
يترك:
-
ن = حجم القطعة
-
ن = حجم العينة
-
ج = رقم القبول
-
د = عدد العناصر المعيبة الموجودة في العينة
قاعدة:
-
لو د < ج، قبول القرعة.
-
لو د ≥ ج، رفض القرعة.
هذه هي قاعدة التفتيش الأكثر بساطة واستخدامًا في ISO 2859، وهي مناسبة لسيناريوهات مراقبة الجودة العامة.
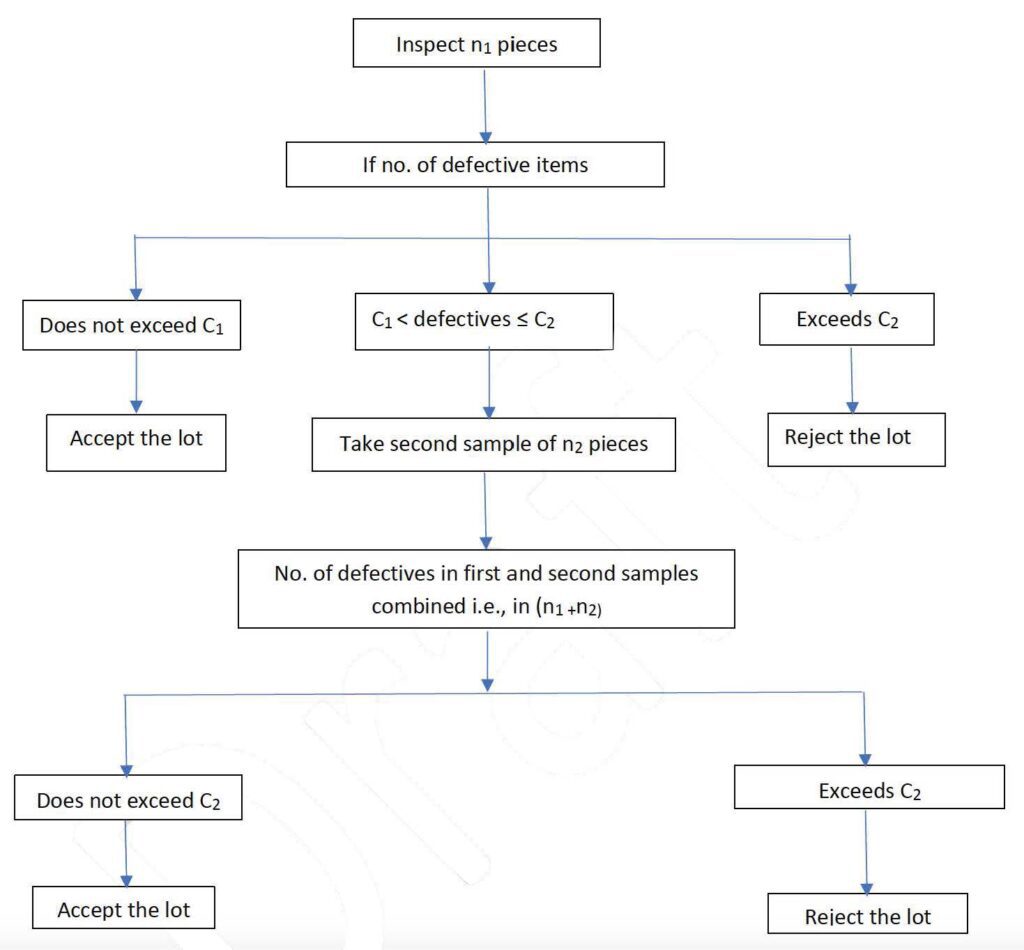
أخذ العينات المزدوجة:يتم سحب عينة ثانية إذا كانت العينة الأولى غير حاسمة؛
يترك:
-
ن = حجم القطعة
-
ن₁ = عدد القطع في العينة الأولى
-
سي₁ = رقم القبول للعينة الأولى
-
د₁ = عدد العيوب في العينة الأولى
-
ن₂ = عدد القطع في العينة الثانية
-
ن₁ + ن₂ = العدد الإجمالي للعناصر التي تم فحصها
-
سي₂ = رقم القبول للعينات المجمعة
-
د₂ = العدد الإجمالي للعيوب في كلتا العينتين
قاعدة:
-
لو د₁ ≤ ج₁، قبول القرعة.
-
لو د₁ > C₂، رفض القرعة.
-
لو C₁ < d₁ ≤ C₂، خذ عينة ثانية وافحصها:
-
لو د₂ ≤ C₂، قبول القرعة.
-
لو د₂ > سي₂، رفض القرعة.
-
يساعد هذا النهج على تقليل جهد التفتيش عندما تكون جودة الدفعة جيدة أو سيئة بشكل واضح بعد العينة الأولى، مع السماح بمزيد من التقييم عندما تكون النتائج على الحدود.
أخذ العينات المتعددة:تقسيم عملية التفتيش بشكل أكبر لتعزيز الكفاءة.
2.4أحرف رمز حجم العينة
هذه أداة أساسية في معيار ISO 2859. بناءً على حجم الدفعة ومستوى الفحص المُختار، يُحدد حرف رمز (مثل: K، L، M) من جدول البحث. يُستخدم هذا الحرف بعد ذلك لتحديد حجم العينة المُناسب ومعايير القبول/الرفض وفقًا لمستوى الجودة المقبول المُختار.
2.5تطبيقات الصناعة لمعيار ISO 2859
ينطبق معيار ISO 2859 على جميع عمليات الإنتاج الدفعي تقريبًا التي تتطلب مراقبة الجودة. وهو ذو أهمية خاصة في القطاعات التالية:
- تصنيع الإلكترونيات: على سبيل المثال، المكثفات، والمقاومات، ولوحات الدوائر المطبوعة؛
- الصناعات الغذائية والدوائية: للفحص البصري للتغليف والختم وما إلى ذلك؛
- الأجهزة الطبية: حيث يعتبر التسليم الخالي من العيوب أمرًا بالغ الأهمية؛
3.0دور ISO 2859 في صناعة التصنيع الميكانيكي
تجد المواصفة ISO 2859 تطبيقًا واسعًا ومباشرًا في مجال التصنيع الميكانيكي، بما في ذلك على سبيل المثال لا الحصر المجالات التالية:
3.1فحص العينات للمكونات
يتم عادةً فحص الأجزاء مثل المكونات المطحونة والمخروطة والمختومة والصفائح المعدنية - وخاصة تلك التي يتم تصنيعها من مصادر خارجية أو شراؤها خارجيًا - عند الاستلام باستخدام خطط أخذ العينات المستندة إلى ISO 2859 كجزء من عملية مراقبة الجودة الواردة (IQC).
3.2التفتيش أثناء العملية أو التفتيش الوسيط (IPQC)
خلال مراحل الإنتاج، كاللحام والطلاء والتلميع، يُستخدم فحص العينات لمراقبة استقرار العملية ضمن الدفعة. يساعد هذا على منع معالجة كميات كبيرة من المنتجات المعيبة، وبالتالي تقليل الهدر.
3.3فحص المنتج النهائي (FQC/OQC)
قبل التعبئة، تخضع المنتجات النهائية لفحص العينات للتأكد من مطابقتها لحدود الجودة المقبولة (AQL) المتفق عليها مع العميل. هذا يقلل من مخاطر الإرجاع ومطالبات الجودة بعد التسليم.
3.4مراقبة جودة الخط الآلي
في بيئات التصنيع الذكية، يتم دمج ISO 2859 في أنظمة تنفيذ التصنيع (MES) أو أنظمة إدارة الجودة (QMS)، مما يسمح بأخذ العينات في الوقت الفعلي واتخاذ القرارات وتقديم الملاحظات داخل سير عمل التفتيش الآلية.
4.0تطبيق ISO 2859-1 في التصنيع والتشغيل الآلي
في الصناعة الميكانيكية، غالبًا ما تتطلب المنتجات دقةً ومتانةً عاليتين. في العمليات الرئيسية، مثل الخراطة والختم والثني، يؤثر اتساق المنتج وسلامته بشكل مباشر على جودة التجميع وموثوقية التشغيل. يوفر معيار ISO 2859-1 إطارًا فعالًا لمراقبة الجودة، وهو معتمد على نطاق واسع في عمليات التفتيش أثناء التشغيل والفحص النهائي لهذه العمليات الحيوية.
4.1التطبيق في عمليات الخراطة
تتطلب القطع المخروطية - مثل الأعمدة والمكونات الملولبة والأكمام - رقابة صارمة على دقة الأبعاد وتشطيب السطح. بتطبيق معيار ISO 2859-1، يمكن لفريق الجودة تحديد مستوى جودة مقبول (AQL) مناسب (مثل 1.0%) بناءً على حجم الدفعة، ووضع خطط أخذ العينات لفحص "الموافق/الموافق عليه" للخصائص الرئيسية مثل القطر، ومركزية الخيط، وميل الخيط. يُقلل هذا النهج من وقت الفحص، ويُزيل عيوب التشغيل بفعالية.
4.2تطبيق في عمليات الختم
غالبًا ما تتضمن القطع المختومة (مثل الأغطية المعدنية، والأقواس، والألواح المثقبة) معايير هندسية وجودة الحواف. بموجب المعيار ISO 2859-1، يمكن تحديد مستويات جودة مقبولة مختلفة لأنواع مختلفة من العيوب:
- العيوب الحرجة(على سبيل المثال، الشقوق، التشوه الشديد): AQL = 0.0%
- العيوب الرئيسية(على سبيل المثال، اللكم غير المكتمل، النتوءات): AQL = 1.0%
- عيوب بسيطة(على سبيل المثال، الخدوش الخفيفة): AQL = 2.5% باستخدام مستوى التفتيش العام II أو III، يتم فحص عدد محدد إحصائيًا من الوحدات لتقييم قبول الدفعة.
4.3تطبيق في عمليات ثني الصفائح المعدنية
تشمل المشاكل الشائعة في ثني الصفائح المعدنية الانحراف الزاوي، والتشقق، وتآكل السطح. يسمح معيار ISO 2859-1 للمصنعين بتخصيص معايير التفتيش بما يتناسب مع متطلبات العميل من حيث المظهر والوظيفة.
على سبيل المثال، قد تتطلب الحاويات الجمالية فحصًا بصريًا أكثر صرامة باستخدام مستويات خاصة مثل S-4، في حين قد تعطي الأقواس الهيكلية الأولوية للسمات الأبعادية وتحمل الأحمال.
4.4التوحيد القياسي ومكاسب الكفاءة
بتطبيق معيار ISO 2859-1، يُمكن للمصنعين وضع إجراءات موحدة لمراقبة الجودة. ويمكن توثيق خطط أخذ العينات في أدلة الجودة أو تعليمات العمل، وتنفيذها باستمرار من قِبل موظفي التفتيش. وهذا يُقلل من الأحكام الذاتية، ويُمكّن من التكيف السريع لاستراتيجيات التفتيش عبر خطوط الإنتاج والعمليات المتعددة، مما يُعزز كفاءة التفتيش بشكل عام.
5.0المفاهيم الخاطئة الشائعة عند استخدام ISO 2859
على الرغم من أن ISO 2859 هو معيار ناضج ويستخدم على نطاق واسع، إلا أنه يتم تطبيقه بشكل خاطئ في بعض الأحيان بسبب المفاهيم الخاطئة التالية:
- التعامل مع مستوى الجودة المقبول كهدف للجودة
يُحدد مستوى الجودة المقبول (AQL) حد القبول الإحصائي، وليس الهدف الفعلي لجودة المنتج. ينبغي أن يظل هدف التصنيع هو خفض معدل العيوب. - تجاهل تمثيل العينة
يجب اختيار العينات عشوائيًا وبشكل تمثيلي. اختيار العناصر "الجميلة" فقط يُضعف صحة الإحصائيات. - عدم توافق تردد التفتيش مع إيقاع الإنتاج
يجب أن يتزامن أخذ العينات مع دورات الإنتاج الفعلية. وإلا، فقد يؤدي ذلك إلى اختناقات في عمليات التفتيش أو تفويت دفعات.
6.0كيفية تنفيذ عملية التفتيش وفقًا لمعيار ISO 2859
- الخطوة 1:تعريف مستوى الجودة المقبولة ومستوى التفتيش
قم بتعيين مستويات الجودة المقبولة المناسبة استنادًا إلى نوع المنتج ومتطلبات العملاء ومعدلات العيوب التاريخية (على سبيل المثال، 1.0% للأبعاد الرئيسية، و2.5% للعيوب التجميلية). - الخطوة 2:تحديد حجم القطعة
اشر إلى الكمية الفعلية في الدفعة - سواء في الإنتاج أو الشراء. - الخطوة 3:راجع جدول العينة
على سبيل المثال:- حجم القطعة: 500 وحدة
- مستوى التفتيش: عام II
- مستوى الجودة المقبول: 1.5%
- حجم العينة: 50 وحدة
- معايير القبول: قبول إذا كان هناك عيبان أو أكثر؛ رفض إذا كان هناك عيبان أو أكثر
- الخطوة 4:إجراء التفتيش في الموقع وتسجيل النتائج
يقوم المفتشون بأخذ العينات واتخاذ قرارات التخلص من الدفعات بناءً على عتبات محددة وفقًا للمعايير.
7.0ISO 2859 فيما يتعلق بمعايير إدارة الجودة الأخرى
العلاقة مع ISO 9001: تعتبر ISO 2859 بمثابة أداة رئيسية في تنفيذ ISO 9001، مما يتيح للمؤسسات التحقق من صحة مخرجات العملية للتوافق.
الفرق عن ISO 3951: معيار ISO 2859 قائم على السمات (نجاح/رسوب)، بينما معيار ISO 3951 قائم على المتغيرات (كمي). ويُستخدم هذا الأخير عادةً للبيانات المستمرة، مثل الأبعاد.
8.0الاستنتاج: ISO 2859 كأداة استراتيجية لمراقبة الجودة الميكانيكية
في القطاع الميكانيكي، لا تؤثر الجودة على الأداء فحسب، بل تؤثر أيضًا على سمعة العلامة التجارية. يقدم معيار ISO 2859 منهجية علمية وفعّالة وقابلة للتكرار لإدارة التفتيش في ظل محدودية الموارد.
بالنسبة للشركات المصنعة التي تركز على الإدارة الهزيلة والتحكم في العمليات، فإن ISO 2859 هو أكثر من مجرد أداة - فهو يجسد فلسفة إدارة الجودة الاستباقية القائمة على البيانات.
مراجع
blog.ansi.org/2020/07/iso-2859-4-2020-declared-quality-levels/
www.testcoo.com/en/blog/understanding-iso-2859-a-comprehensive-guide-to-sampling-for-quality-inspection
qualityinspection.org/inspection-level/