
1.0什么是 ISO 286?
1.1ISO 286简介
ISO 286 是一项国际标准,定义了孔和轴的公差等级、基本偏差和配合类型。该标准广泛应用于机械工程和制造领域,确保配合零件之间良好的装配性能和互换性。
1.2ISO 286 的核心功能
- 建立统一的孔轴配合和公差系统
- 规定孔和轴的标准公差等级(IT 等级)
- 提供极限和基本偏差的计算方法和表格数据
- 实现不同制造商的零件之间的互换和精确组装
1.3ISO 286 标准的结构
ISO 286-1:2010 – ISO 极限与配合体系 - 第 1 部分:公差、偏差和配合的基础
适用尺寸范围:最大3150mm
🔗 全文可查阅: ISO 286-1:2010 PDF(英文)
主要内容:
- 配合与公差基础知识:尺寸公差、偏差和配合类型的定义
- IT成绩:从 IT01、IT0、IT1 到 IT18 — 等级数字越低,精度越高
- 根本偏差:孔或轴的公称尺寸的上下限
- 适合类别:间隙配合、过渡配合和过盈配合
ISO 286-2:2010 – ISO 极限与配合体系 - 第 2 部分:孔和轴的标准公差等级和极限偏差表
🔗 下载完整参考表: ISO 286-2:2010 PDF(英文)
适用尺寸范围:0 至 4000 毫米
主要内容:
- 标准公差等级表:公称尺寸范围的公差值
- 极限偏差表:基于配合类型的孔/轴组合的上偏差值和下偏差值
2.0ISO 286的主要规定
ISO 286 定义了孔和轴公差分级的系统方法,并提供了标准值表格。该方法通常应用于减材制造(例如 CNC 加工)中,以控制线性尺寸的精度,尤其适用于工程图上未单独标注公差的特征。
2.1典型应用
- 圆柱形特征:例如需要精确配合的轴和孔
- 平行表面:控制组件之间的关键间距
IT等级(国际公差等级)
| 等级范围 | IT01、IT0、IT1至IT18(特殊情况下扩展至IT20+) |
| 精确 | IT 等级数字越低,公差就越严格 |
| 经验法则 | 每 5 个 IT 等级将容差带宽增加大约 10 倍 |
公差和配合指定
ISO 286 使用 字母和数字 定义适合规格:
信:表示基本偏差的位置(大写=孔,小写=轴)
数字:表示IT等级
常见基本偏差符号:
- H、G、F、JS用于孔(大写)
- h、f、g、k、n、p用于轴(小写)
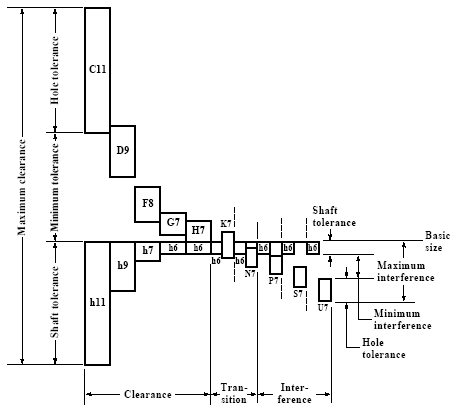
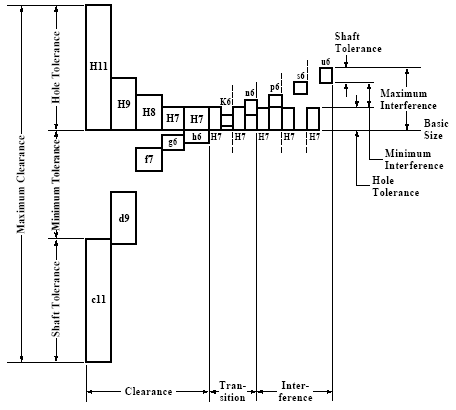
配合类型
| 适合类型 | 描述 | 例子 |
| 间隙配合 | 间隙明显,易于组装 | H7/g6 |
| 过渡配合 | 可能导致间隙或轻微干扰 | H7/k6 |
| 过盈配合 | 需要按压或用力才能组装 | H7/p6 |
ISO 286 为每种配合类型定义了适当的公差等级和基本偏差组合。
样品 IT 等级公差(单位:微米)
| 公称尺寸范围(毫米) | IT6 | IT7 | IT8 |
| 50 – 80 | 19 | 30 | 46 |
| 80 – 120 | 22 | 35 | 54 |
| 120 – 180 | 25 | 40 | 63 |
| 250 – 315 | 32 | 52 | 81 |
例子:IT6 = 19 µm 表示总公差带宽度为 19 微米。实际上限/下限取决于所使用的偏差代码。
🔗 如需按尺寸和等级划分的标准圆棒公差完整列表,请下载完整参考资料: ISO 圆棒公差 (PDF)
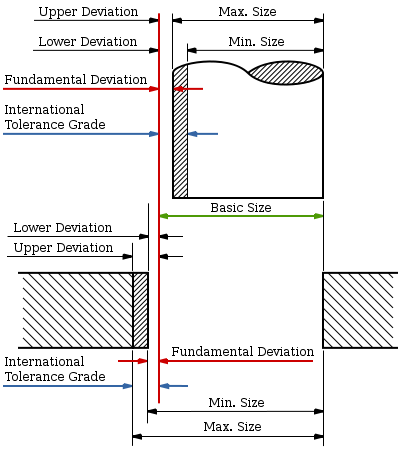
2.2ISO 286 中的关键术语
| 学期 | 定义 |
| 公称尺寸 | 图纸上标明的目标尺寸 |
| 实际大小 | 制造后测量的尺寸 |
| 上限 | 最大允许尺寸 |
| 下限 | 最小允许尺寸 |
| 宽容 | 上限和下限的区别 |
| 极限偏差 | 公称尺寸的最大允许偏差 |
| 基本偏差 | 与标称值的最近偏差;定义拟合类型 |
2.3ISO 286 线性尺寸公差
下表提供了基于不同标称尺寸范围的 ISO 286 线性尺寸公差限值,以微米 (µm) 为单位
| 标称 方面 范围 (毫米) |
ISO 286——国际 宽容 年级(IT 成绩 公差微米(μm) |
|||
| 超过 | 向上 到 | IT6 | IT7 | IT8 |
| 0 | 3 | 6 | 10 | 14 |
| 3 | 6 | 8 | 12 | 18 |
| 6 | 10 | 9 | 15 | 22 |
| 10 | 18 | 11 | 18 | 27 |
| 18 | 30 | 13 | 21 | 33 |
| 30 | 50 | 16 | 25 | 39 |
| 50 | 80 | 19 | 30 | 46 |
| 80 | 120 | 22 | 35 | 54 |
| 120 | 180 | 25 | 50 | 63 |
| 180 | 250 | 29 | 46 | 72 |
| 250 | 315 | 32 | 52 | 81 |
| 315 | 400 | 36 | 57 | 89 |
| 400 | 500 | 40 | 63 | 97 |
| 500 | 630 | 44 | 70 | 110 |
| 630 | 800 | 50 | 80 | 125 |
| 800 | 1,000 | 56 | 90 | 140 |
| 1,000 | 1,250 | 66 | 105 | 165 |
| 1,250 | 1,600 | 78 | 125 | 195 |
| 1,600 | 2,000 | 92 | 150 | 230 |
| 2,000 | 2,500 | 110 | 175 | 280 |
| 2,500 | 3,150 | 135 | 210 | 330 |
对于 50 毫米至 80 毫米之间的标称尺寸,使用 ISO 286 IT6 公差等级,允许偏差为 ±19 µm。
2.4ISO 286 和几何尺寸及公差 (GD&T)
几何尺寸和公差(GD&T) 是一种用于定义零件特征几何形状和允许偏差的符号语言。与仅关注尺寸的线性公差不同,GD&T 控制特征之间的几何关系,以确保功能和装配的正常进行。
GD&T 受以下法规管辖:
- ISO 1101– 产品几何技术规范 (GPS)
- ASME Y14.5– 北美 GD&T 标准
GD&T 公差类别
| 类别 | 描述 |
| 形状公差 | 控制几何形状(例如平面度、圆度、直线度) |
| 方向公差 | 控制角度和对准度(例如平行度、垂直度) |
| 位置公差 | 控制特征的位置(例如孔的位置) |
| 跳动公差 | 控制零件的旋转行为(例如摆动、同心度) |
GD&T 非常适合 功能关键特性 需要精确组装以确保性能和可靠性。
2.5ISO 286 的实际应用
应用包括:
- 指定公差:设计师为孔和轴定义公差等级(例如H11、JS11、c11)来控制尺寸偏差
- 选择配合:工程师参考 ISO 286 表格来选择适当的配合(间隙、过渡、过盈)
- 检查和质量保证:检查员使用 ISO 286 标准进行通过/不通过决策和统计过程控制
- 工装和测量:确保与标准化切削工具和量规的兼容性
- 互换性:使来自不同来源的部件能够正常配合和运行
- 全球兼容性:支持跨国际供应链的产品一致性和兼容性
3.0比较 GD&T 与传统公差 (ISO 286)
GD&T 通过引入几何控制来增强和补充 ISO 286。ISO 286 侧重于尺寸和配合,而 GD&T 则控制形状、方向和位置精度。
3.1何时选择 GD&T 或传统线性公差?
| 方面 | 传统线性公差(ISO 286) | 几何公差 (ISO 1101) |
| 控制焦点 | 尺寸和适合度 | 几何:形状、方向、位置 |
| 复杂 | 简单易懂 | 复杂;需要培训 |
| 检查方法 | 量规、千分尺 | 坐标测量机 (CMM)、数字计量 |
| 成本管理 | 有利于粗加工成本控制 | 瞄准关键特征,确保精度 |
| 最佳用例 | 非关键结构件 | 功能性、高精度组件 |
3.2GD&T 的优势和局限性
优点:
- 精确控制关键特征以提高配合度和可靠性
- 最大限度地减少解释歧义,明确设计意图
- 可以对非关键特征应用更宽松的公差,从而降低成本
- 与现代坐标测量机 (CMM) 和自动检测系统兼容
限制:
- 需要专门的培训和解释技能
- 更复杂的检测方法可能会增加质量控制成本
- 过度使用或误用会使制造复杂化并延迟生产
4.0ISO 286 与 GD&T
| 特征 | ISO 286 | 几何尺寸与公差 |
| 控制焦点 | 孔/轴配合、尺寸公差 | 形状、方向、位置、跳动 |
| 符号样式 | 字母 + IT 等级(例如 H7/h6) | 特征控制框+符号(例如⊥、⌀) |
| 适用范围 | 线性尺寸、滑动/压配合 | 临界函数、复杂几何 |
| 设计意图 | 互换性和适合性 | 功能和性能 |
在实践中,ISO 286 和 GD&T 通常结合起来,为尺寸和几何形状提供全面的控制系统。
4.1公差叠加和累积误差
在装配中,多个公差可能会合并导致 累积误差,被称为 公差叠加.
工程师执行 公差分析 (例如最坏情况、统计方法)来预测总偏差并确保最终组装功能。
🔗 有关间隙、过渡和过盈配合中使用的轴/孔偏差组合的详细情况,请参阅完整图表: 孔和轴的 ISO 公差 (PDF)
ISO 286 为早期 设计优化和公差规划.
4.2ISO 2768 与 ISO 286:主要区别
| 类别 | ISO 2768(一般公差) | ISO 286(极限与配合) |
| 适用范围 | 一般线性/角度尺寸 | 孔和轴的配合具有确定的偏差 |
| 公差类型 | 一般尺寸、角度、形状公差 | 特定配合公差(间隙等) |
| 年级 | 细、中、粗、极粗 | H7/h6、H11/c11等。 |
| 用例 | 非关键尺寸、简化图纸 | 精密配合、力传递、关键装配 |
| 符号法 | 全局应用默认公差 | 要求每个特征明确指定配合度 |
5.0结论
- ISO 286 为机械组件的极限和配合提供了全球公认的框架。
- 几何尺寸与公差将控制扩展到几何关系,从而实现精度和功能性能。
- 我所以 2768 为非关键部件的公差提供了一种简化的方法。
- 工程师应根据以下情况明智地应用这些标准 功能、装配要求、成本和设计复杂性以达到最佳的制造效果。
6.0可下载资源
- ISO 286-1:2010 PDF(英文) – ISO 代码系统下线性尺寸的公差、偏差和配合基础。
- ISO 286-2:2010 PDF(英文) – 孔和轴的公差等级和极限偏差标准表。
- 孔和轴的 ISO 公差 (PDF) – 常见配合的实际偏差图表。
- ISO 圆棒公差 (PDF) – 轴的公称直径和等级的公差值。