
1.0ISO 286 là gì?
1.1Giới thiệu về ISO 286
ISO 286 là tiêu chuẩn quốc tế xác định các cấp dung sai, độ lệch cơ bản và kiểu lắp cho lỗ và trục. Được sử dụng rộng rãi trong kỹ thuật cơ khí và sản xuất, tiêu chuẩn này đảm bảo hiệu suất lắp ráp phù hợp và khả năng hoán đổi giữa các bộ phận ghép nối.
1.2Chức năng cốt lõi của ISO 286
- Thiết lập một hệ thống thống nhất cho các lỗ và trục phù hợp và dung sai
- Chỉ định các cấp dung sai tiêu chuẩn (cấp IT) cho lỗ và trục
- Cung cấp các phương pháp tính toán và dữ liệu bảng cho giới hạn và độ lệch cơ bản
- Cho phép lắp ráp chính xác và có thể hoán đổi giữa các bộ phận từ các nhà sản xuất khác nhau
1.3Cấu trúc của Tiêu chuẩn ISO 286
Tiêu chuẩn ISO 286-1:2010 – Hệ thống giới hạn và lắp ghép ISO — Phần 1: Cơ sở của dung sai, độ lệch và lắp ghép
Phạm vi kích thước áp dụng: Lên đến 3150 mm
🔗 Có sẵn toàn văn: ISO 286-1:2010 PDF (EN)
Nội dung chính:
- Cơ sở của sự phù hợp và dung sai: Định nghĩa về dung sai kích thước, độ lệch và kiểu lắp
- Điểm CNTT: Từ IT01, IT0, IT1 đến IT18 — số cấp càng thấp, độ chính xác càng cao
- Độ lệch cơ bản: Giới hạn trên hoặc dưới kích thước danh nghĩa cho lỗ hoặc trục
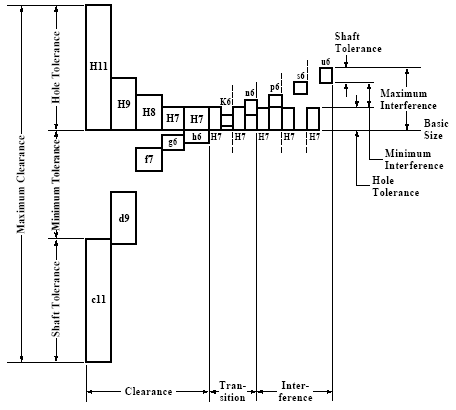
- Phù hợp với các loại: Phù hợp khoảng hở, phù hợp chuyển tiếp và phù hợp giao thoa
Tiêu chuẩn ISO 286-2:2010 – Hệ thống giới hạn và lắp ghép ISO — Phần 2: Bảng các cấp dung sai tiêu chuẩn và độ lệch giới hạn cho lỗ và trục
🔗 Tải xuống bảng tham khảo đầy đủ: ISO 286-2:2010 PDF (EN)
Phạm vi kích thước áp dụng: 0 đến 4000 mm
Nội dung chính:
- Bảng phân loại dung sai tiêu chuẩn: Giá trị dung sai theo phạm vi kích thước danh nghĩa
- Bảng độ lệch giới hạn: Giá trị độ lệch trên và dưới cho các kết hợp lỗ/trục dựa trên loại lắp
2.0Những quy định chính của ISO 286
ISO 286 định nghĩa một phương pháp tiếp cận có hệ thống đối với phân loại dung sai cho lỗ và trục, cung cấp các bảng giá trị tiêu chuẩn. Nó thường được áp dụng trong sản xuất trừ (ví dụ: gia công CNC) để kiểm soát độ chính xác của các kích thước tuyến tính, đặc biệt đối với các tính năng không có dung sai riêng lẻ trên bản vẽ kỹ thuật.
2.1Ứng dụng tiêu biểu
- Đặc điểm hình trụ: Chẳng hạn như trục và lỗ cần lắp ghép chính xác
- Các bề mặt song song: Để kiểm soát khoảng cách quan trọng giữa các thành phần
Cấp độ IT (Cấp độ dung sai quốc tế)
| Phạm vi lớp | IT01, IT0, IT1 đến IT18 (mở rộng đến IT20+ trong trường hợp đặc biệt) |
| Độ chính xác | Số cấp độ CNTT thấp hơn tương ứng với dung sai chặt chẽ hơn |
| Nguyên tắc chung | Mỗi 5 cấp độ CNTT làm tăng băng thông dung sai lên khoảng 10 lần |
Chỉ định dung sai và phù hợp
ISO 286 sử dụng sự kết hợp của chữ cái và số để xác định thông số kỹ thuật phù hợp:
Thư: Chỉ ra vị trí của độ lệch cơ bản (chữ hoa = lỗ, chữ thường = trục)
Con số: Biểu thị cấp độ CNTT
Các ký hiệu độ lệch cơ bản phổ biến:
- H, G, F, Jcho lỗ (viết hoa)
- h, f, g, k, n, pcho trục (chữ thường)
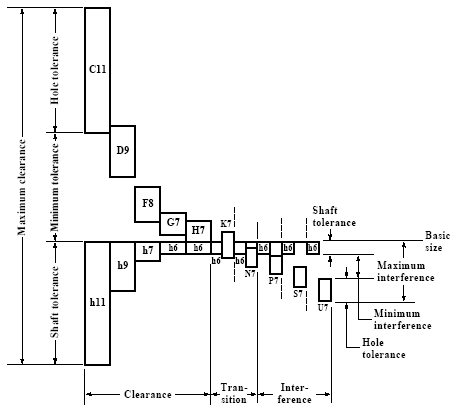
Các loại phù hợp
| Kiểu dáng vừa vặn | Sự miêu tả | Ví dụ |
| Giải phóng mặt bằng phù hợp | Dễ dàng lắp ráp với khoảng cách có thể nhìn thấy | H7/g6 |
| Phù hợp chuyển tiếp | Có thể dẫn đến việc giải phóng mặt bằng hoặc can thiệp nhẹ | H7/k6 |
| Phù hợp can thiệp | Cần phải ấn hoặc dùng lực để lắp ráp | H7/trang 6 |
ISO 286 xác định các tổ hợp phù hợp giữa các cấp độ dung sai và độ lệch cơ bản cho từng loại lắp ghép.
Mẫu dung sai cấp IT (tính bằng µm)
| Phạm vi kích thước danh nghĩa (mm) | CNTT6 | CNTT7 | CNTT8 |
| 50 – 80 | 19 | 30 | 46 |
| 80 – 120 | 22 | 35 | 54 |
| 120 – 180 | 25 | 40 | 63 |
| 250 – 315 | 32 | 52 | 81 |
Ví dụ: IT6 = 19 µm có nghĩa là vùng dung sai tổng thể rộng 19 micron. Giới hạn trên/dưới thực tế phụ thuộc vào mã độ lệch được sử dụng.
🔗 Để biết danh sách đầy đủ các dung sai thanh tròn tiêu chuẩn theo kích thước và cấp độ, hãy tải xuống tài liệu tham khảo đầy đủ: Dung sai thanh tròn ISO (PDF)
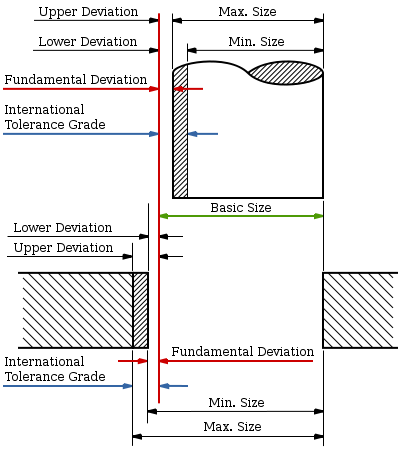
2.2Thuật ngữ chính trong ISO 286
| Thuật ngữ | Sự định nghĩa |
| Kích thước danh nghĩa | Kích thước mục tiêu được chỉ ra trên bản vẽ |
| Kích thước thực tế | Kích thước đo được sau khi sản xuất |
| Giới hạn trên | Kích thước tối đa cho phép |
| Giới hạn dưới | Kích thước tối thiểu cho phép |
| Sức chịu đựng | Sự khác biệt giữa giới hạn trên và giới hạn dưới |
| Độ lệch giới hạn | Độ lệch tối đa cho phép so với kích thước danh nghĩa |
| Độ lệch cơ bản | Độ lệch gần nhất so với giá trị danh nghĩa; xác định loại phù hợp |
2.3ISO 286 Dung sai cho kích thước tuyến tính
Bảng dưới đây cung cấp các giới hạn dung sai ISO 286 cho các kích thước tuyến tính dựa trên các phạm vi kích thước danh nghĩa khác nhau, được trình bày bằng micrômét (µm)
| danh nghĩa Kích thước Phạm vi (mm) |
Tiêu chuẩn ISO 286—Quốc tế Sức chịu đựng Lớp(CNTT Điểm số) Dung sai tính bằng micromet (μm) |
|||
| qua | hướng lên ĐẾN | CNTT6 | CNTT7 | CNTT8 |
| 0 | 3 | 6 | 10 | 14 |
| 3 | 6 | 8 | 12 | 18 |
| 6 | 10 | 9 | 15 | 22 |
| 10 | 18 | 11 | 18 | 27 |
| 18 | 30 | 13 | 21 | 33 |
| 30 | 50 | 16 | 25 | 39 |
| 50 | 80 | 19 | 30 | 46 |
| 80 | 120 | 22 | 35 | 54 |
| 120 | 180 | 25 | 50 | 63 |
| 180 | 250 | 29 | 46 | 72 |
| 250 | 315 | 32 | 52 | 81 |
| 315 | 400 | 36 | 57 | 89 |
| 400 | 500 | 40 | 63 | 97 |
| 500 | 630 | 44 | 70 | 110 |
| 630 | 800 | 50 | 80 | 125 |
| 800 | 1,000 | 56 | 90 | 140 |
| 1,000 | 1,250 | 66 | 105 | 165 |
| 1,250 | 1,600 | 78 | 125 | 195 |
| 1,600 | 2,000 | 92 | 150 | 230 |
| 2,000 | 2,500 | 110 | 175 | 280 |
| 2,500 | 3,150 | 135 | 210 | 330 |
Đối với kích thước danh nghĩa từ 50 mm đến 80 mm, sử dụng cấp dung sai ISO 286 IT6, độ lệch cho phép là ±19 µm.
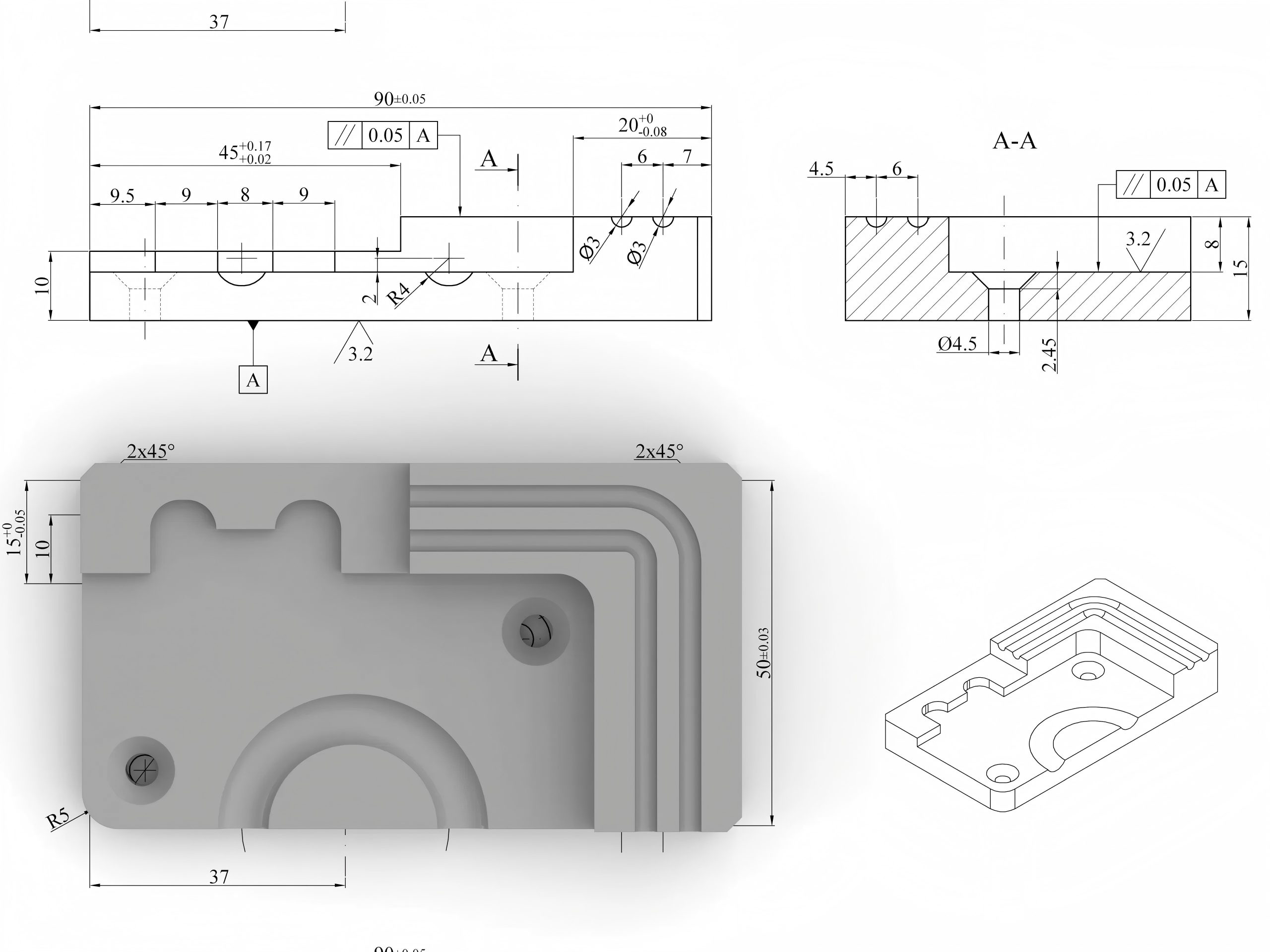
2.4ISO 286 và Kích thước hình học & Dung sai (GD&T)
Kích thước hình học và dung sai (GD&T) là ngôn ngữ ký hiệu được sử dụng để xác định hình học và sự thay đổi cho phép trong các tính năng của bộ phận. Không giống như dung sai tuyến tính chỉ tập trung vào kích thước, GD&T điều chỉnh các mối quan hệ hình học giữa các tính năng, đảm bảo chức năng và lắp ráp phù hợp.
GD&T được quản lý bởi:
- Tiêu chuẩn ISO1101– Thông số kỹ thuật hình học sản phẩm (GPS)
- Tiêu chuẩn ASME Y14.5– Tiêu chuẩn GD&T của Bắc Mỹ
Các loại dung sai GD&T
| Loại | Sự miêu tả |
| Dung sai hình thức | Kiểm soát hình dạng hình học (ví dụ: độ phẳng, độ tròn, độ thẳng) |
| Định hướng dung sai | Kiểm soát độ góc và sự căn chỉnh (ví dụ, độ song song, độ vuông góc) |
| Dung sai vị trí | Kiểm soát vị trí của các tính năng (ví dụ: vị trí lỗ) |
| Độ chịu đựng runout | Kiểm soát hành vi quay của các bộ phận (ví dụ: độ lắc, độ đồng tâm) |
GD&T là lý tưởng cho các tính năng quan trọng của chức năng nơi cần lắp ráp chính xác để đảm bảo hiệu suất và độ tin cậy.
2.5ISO 286 trong sử dụng thực tế
Các ứng dụng bao gồm:
- Chỉ định dung sai: Các nhà thiết kế xác định các cấp độ dung sai (ví dụ: H11, JS11, c11) cho các lỗ và trục để kiểm soát độ lệch kích thước
- Lựa chọn phù hợp: Các kỹ sư tham khảo các bảng ISO 286 để lựa chọn các kích thước phù hợp (khoảng hở, chuyển tiếp, giao thoa)
- Kiểm tra và QA: Thanh tra viên sử dụng tiêu chí ISO 286 để đưa ra quyết định chấp thuận/không chấp thuận và kiểm soát quy trình thống kê
- Công cụ và Đo lường: Đảm bảo khả năng tương thích với các công cụ cắt và thước đo tiêu chuẩn
- Khả năng hoán đổi: Cho phép các bộ phận từ nhiều nguồn khác nhau phù hợp và hoạt động bình thường
- Khả năng tương thích toàn cầu: Hỗ trợ tính nhất quán và khả năng tương thích của sản phẩm trên khắp chuỗi cung ứng quốc tế
3.0So sánh GD&T và Dung sai truyền thống (ISO 286)
GD&T tăng cường và bổ sung cho ISO 286 bằng cách giới thiệu các điều khiển hình học. Trong khi ISO 286 tập trung vào kích thước và độ vừa vặn, GD&T điều chỉnh hình dạng, hướng và độ chính xác về vị trí.
3.1Khi nào nên chọn GD&T hoặc dung sai tuyến tính truyền thống?
| Diện mạo | Dung sai tuyến tính truyền thống (ISO 286) | GD&T (ISO 1101) |
| Kiểm soát tập trung | Kích thước và vừa vặn | Hình học: hình dạng, hướng, vị trí |
| Độ phức tạp | Đơn giản và dễ hiểu | Phức tạp; đòi hỏi phải đào tạo |
| Phương pháp kiểm tra | Đồng hồ đo, micromet | CMM, đo lường kỹ thuật số |
| Quản lý chi phí | Tốt cho việc kiểm soát chi phí gia công thô | Nhắm mục tiêu vào các tính năng quan trọng để có độ chính xác |
| Trường hợp sử dụng tốt nhất | Các bộ phận cấu trúc không quan trọng | Các thành phần chức năng, độ chính xác cao |
3.2Ưu điểm và hạn chế của GD&T
Thuận lợi:
- Kiểm soát chính xác các tính năng quan trọng để cải thiện sự phù hợp và độ tin cậy
- Giảm thiểu sự mơ hồ trong diễn giải, làm rõ ý định thiết kế
- Có thể áp dụng dung sai lỏng lẻo hơn cho các tính năng không quan trọng, giúp giảm chi phí
- Tương thích với CMM hiện đại và hệ thống kiểm tra tự động
Hạn chế:
- Yêu cầu đào tạo chuyên môn và kỹ năng phiên dịch
- Các phương pháp kiểm tra phức tạp hơn có thể làm tăng chi phí kiểm soát chất lượng
- Việc sử dụng quá mức hoặc sử dụng sai mục đích có thể làm phức tạp quá trình sản xuất và làm chậm trễ sản xuất
4.0ISO 286 so với GD&T
| Tính năng | Tiêu chuẩn ISO286 | GD&T |
| Kiểm soát tập trung | Lỗ/trục vừa vặn, dung sai kích thước | Hình dạng, hướng, vị trí, độ chạy ra |
| Phong cách ký hiệu | Chữ cái + điểm IT (ví dụ: H7/h6) | Khung điều khiển tính năng + ký hiệu (ví dụ: ⊥, ⌀) |
| Phạm vi ứng dụng | Kích thước tuyến tính, lắp trượt/ép | Chức năng quan trọng, hình học phức tạp |
| Ý định thiết kế | Khả năng thay thế và phù hợp | Chức năng và hiệu suất |
Trên thực tế, ISO 286 và GD&T thường được kết hợp để cung cấp hệ thống kiểm soát toàn diện cho cả kích thước và hình học.
4.1Dung sai chồng chất và lỗi tích lũy
Trong lắp ráp, nhiều dung sai có thể kết hợp và dẫn đến lỗi tích lũy, được gọi là một xếp chồng dung sai.
Các kỹ sư thực hiện phân tích dung sai (ví dụ, phương pháp thống kê trường hợp xấu nhất) để dự đoán độ lệch tổng thể và đảm bảo chức năng lắp ráp cuối cùng.
🔗 Để biết các kết hợp độ lệch trục/lỗ chi tiết được sử dụng trong các khớp nối khe hở, chuyển tiếp và giao thoa, hãy tham khảo biểu đồ đầy đủ: Dung sai ISO cho lỗ và trục (PDF)
ISO 286 cung cấp một khuôn khổ đáng tin cậy cho giai đoạn đầu tối ưu hóa thiết kế và lập kế hoạch dung sai.
4.2ISO 2768 so với ISO 286: Sự khác biệt chính
| Loại | ISO 2768 (Dung sai chung) | ISO 286 (Giới hạn và Phù hợp) |
| Phạm vi ứng dụng | Kích thước tuyến tính/góc chung | Lỗ và trục phù hợp với độ lệch xác định |
| Loại dung sai | Dung sai kích thước, góc, hình dạng chung | Dung sai phù hợp cụ thể (khoảng hở, v.v.) |
| Cấp lớp | Mịn, vừa, thô, rất thô | H7/h6, H11/c11, v.v. |
| Trường hợp sử dụng | Kích thước không quan trọng, bản vẽ đơn giản hóa | Phù hợp chính xác, truyền lực, lắp ráp quan trọng |
| Phương pháp ký hiệu | Áp dụng dung sai mặc định trên toàn cầu | Yêu cầu chỉ định phù hợp rõ ràng cho từng tính năng |
5.0Phần kết luận
- Tiêu chuẩn ISO 286 cung cấp khuôn khổ được công nhận trên toàn cầu về giới hạn và sự phù hợp trong lắp ráp cơ khí.
- GD&Tmở rộng khả năng kiểm soát các mối quan hệ hình học, cho phép đạt được độ chính xác và hiệu suất chức năng.
- TÔIVÌ THẾ 2768 cung cấp phương pháp đơn giản hóa để dung sai cho các bộ phận không quan trọng.
- Các kỹ sư nên áp dụng các tiêu chuẩn này một cách thận trọng dựa trên chức năng, yêu cầu lắp ráp, chi phí và độ phức tạp của thiết kếđể đạt được kết quả sản xuất tối ưu.
6.0Tài nguyên có thể tải xuống
- ISO 286-1:2010 PDF (EN) – Cơ sở của dung sai, độ lệch và độ vừa vặn theo hệ thống mã ISO cho kích thước tuyến tính.
- ISO 286-2:2010 PDF (EN) – Bảng tiêu chuẩn về cấp dung sai và độ lệch giới hạn cho lỗ và trục.
- Dung sai ISO cho lỗ và trục (PDF) – Biểu đồ độ lệch thực tế cho các phép đo thông thường.
- Dung sai thanh tròn ISO (PDF) – Giá trị dung sai theo đường kính danh nghĩa và cấp trục.