

Trong các hoạt động gia công kim loại, việc lựa chọn dung dịch làm mát phù hợp có tác động trực tiếp đến lực cắt, nhiệt độ cắt, độ mòn dụng cụ, biến dạng nhiệt của phôi và chất lượng gia công tổng thể.
Dung dịch làm mát cắt kim loại phù hợp không chỉ kéo dài tuổi thọ dụng cụ mà còn cải thiện hiệu quả gia công và chất lượng bề mặt, trở thành yếu tố quan trọng trong việc lập kế hoạch và tối ưu hóa quy trình.
1.0Các chất lỏng dùng trong gia công kim loại có những chức năng chính nào?
1.1Làm mát:
Trong quá trình gia công cơ khí, biến dạng dẻo của vật liệu và ma sát giữa dụng cụ cắt, phôi và phoi tạo ra một lượng nhiệt lớn. Chất lỏng làm mát kim loại loại bỏ nhiệt này khỏi vùng cắt thông qua dòng chảy liên tục, làm giảm nhiệt độ cắt, giảm thiểu mài mòn dụng cụ và hạn chế biến dạng nhiệt của phôi. Hiệu suất làm mát của chất lỏng làm mát chủ yếu phụ thuộc vào độ lưu động, nhiệt dung riêng, hệ số truyền nhiệt và nhiệt ẩn hóa hơi của nó.
1.2Bôi trơn:
Chất làm mát tạo thành một lớp màng bôi trơn giữa mặt trước, mặt bên của dụng cụ và phôi hoặc phoi, làm giảm tiếp xúc trực tiếp, ma sát và độ bám dính vật liệu. Điều này cải thiện điều kiện cắt gọt và nâng cao chất lượng bề mặt. Để đảm bảo bôi trơn hiệu quả, chất lỏng cần có khả năng thẩm thấu tốt và độ bền màng dầu đủ để màng bôi trơn duy trì ổn định dưới nhiệt độ cao, áp suất cao và ma sát mạnh.
1.3Vệ sinh:
Các quá trình gia công cơ khí tạo ra phoi, các hạt kim loại và mảnh vụn nhỏ. Đặc biệt trong các hoạt động mài, các hạt mài liên tục tách ra khỏi đá mài. Dung dịch làm mát kim loại giúp rửa trôi các chất gây ô nhiễm này khỏi bề mặt dụng cụ và phôi, ngăn ngừa sự bám dính của phoi, tắc nghẽn đường thoát phoi hoặc làm xước bề mặt thành phẩm. Vì lý do này, dung dịch làm mát phải có đặc tính chảy tốt và được cung cấp ở áp suất và lưu lượng thích hợp.
1.4Chống ăn mòn:
Dung dịch gia công kim loại cũng cần có khả năng chống gỉ và ăn mòn cho phôi, dụng cụ cắt và các bộ phận máy móc. Hiệu quả chống gỉ của chúng phụ thuộc vào thành phần dung dịch gốc và loại cũng như nồng độ chất ức chế ăn mòn được sử dụng.
2.0Các loại dung dịch gia công kim loại thông dụng
2.1Dung dịch nước:
Các dung dịch gốc nước sử dụng nước làm thành phần chính và mang lại hiệu suất tản nhiệt và làm mát tuyệt vời. Tuy nhiên, bản thân nước có đặc tính bôi trơn kém và dễ gây ăn mòn. Trong các ứng dụng thực tế, chất ức chế gỉ, chất hoạt động bề mặt và chất phụ gia bôi trơn được thêm vào nước để duy trì hiệu quả làm mát đồng thời cung cấp khả năng bôi trơn cơ bản và bảo vệ chống ăn mòn.
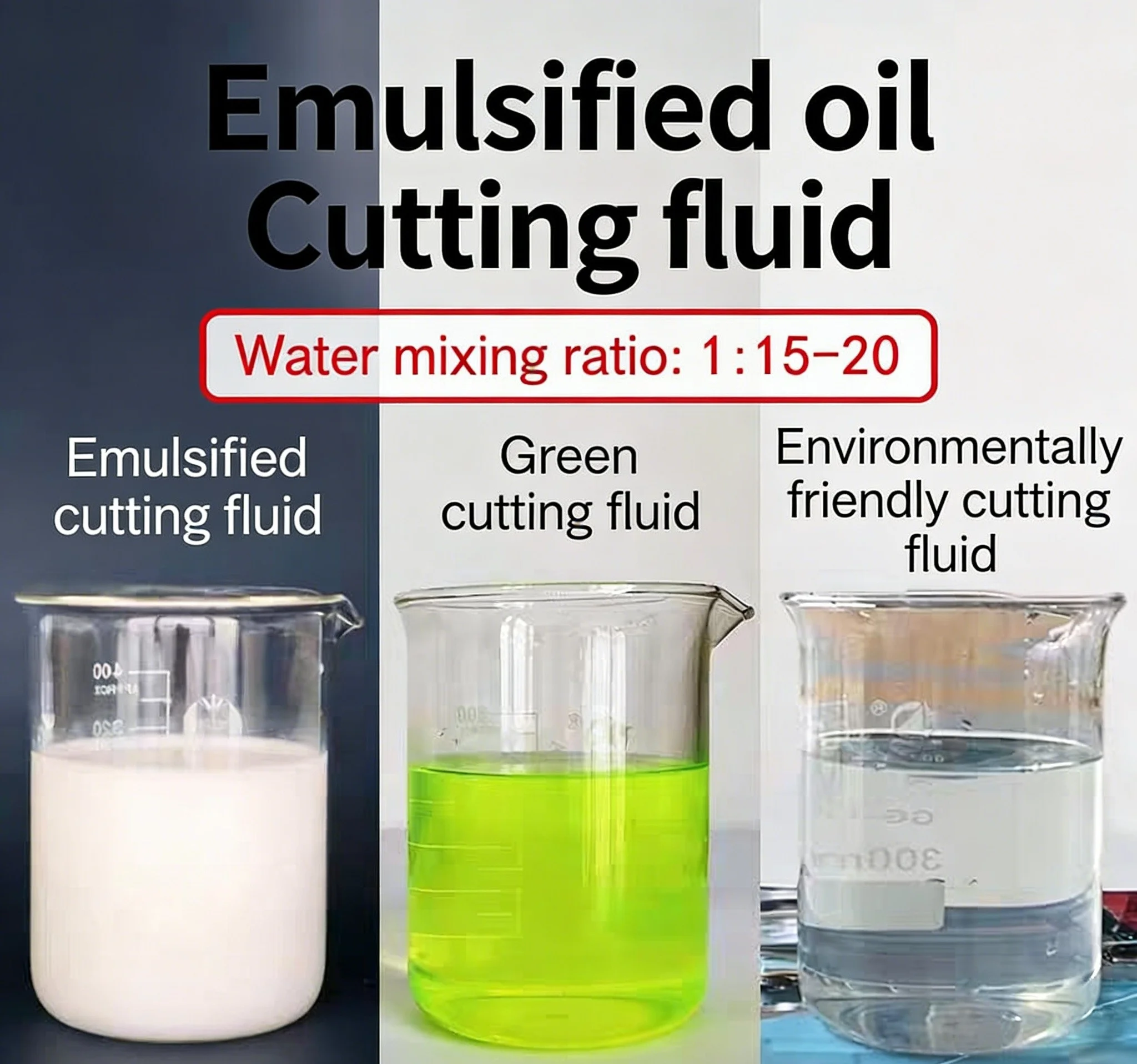
2.2Nhũ tương:
Nhũ tương được tạo ra bằng cách pha loãng dầu có khả năng nhũ hóa với khoảng 95%–98% nước, tạo ra dung dịch có màu trắng đục hoặc bán trong suốt. Chúng cung cấp hiệu suất làm mát tốt nhưng khả năng bôi trơn và chống ăn mòn tương đối hạn chế. Bằng cách kết hợp các chất bôi trơn, phụ gia chịu áp suất cực cao và chất ức chế ăn mòn, nhũ tương có thể được pha chế thành nhũ tương EP hoặc nhũ tương chống gỉ để đáp ứng các điều kiện gia công khắt khe hơn.
2.3Dầu cắt gọt:
Dầu cắt gọt chủ yếu được làm từ dầu khoáng, một số công thức sử dụng dầu thực vật, dầu động vật hoặc hỗn hợp các loại dầu gốc. Dầu khoáng nguyên chất có khả năng bôi trơn hạn chế, vì vậy các chất làm tăng độ nhớt, chất phụ gia chịu áp suất cao và chất ức chế ăn mòn thường được thêm vào để tăng cường khả năng bôi trơn và chống mài mòn. Dầu cắt gọt đặc biệt thích hợp cho các hoạt động gia công hạng nặng và các ứng dụng liên quan đến điều kiện bôi trơn biên.
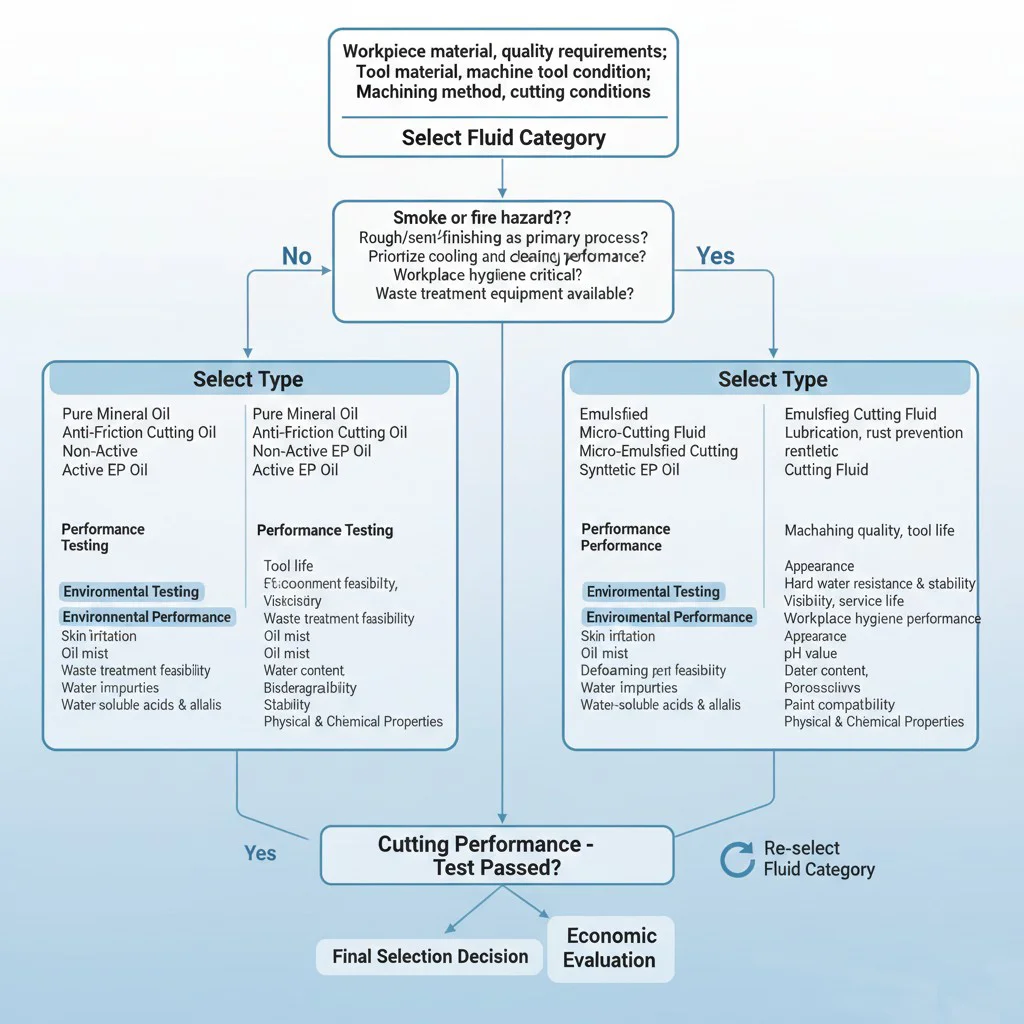
3.0Nguyên tắc lựa chọn dung dịch gia công kim loại
3.1Lựa chọn dựa trên vật liệu phôi:
Khi gia công các vật liệu dẻo như thép, thường cần sử dụng dung dịch làm mát cắt kim loại. Khi gia công các vật liệu giòn như gang hoặc đồng, thường có thể sử dụng phương pháp cắt khô. Đối với các vật liệu khó gia công như thép cường độ cao và hợp kim chịu nhiệt độ cao, nên sử dụng dầu cắt chịu áp suất cực cao hoặc nhũ tương EP. Khi gia công đồng, nhôm và hợp kim nhôm, có thể sử dụng nhũ tương 10%–20% hoặc dầu hỏa để đạt được bề mặt hoàn thiện tốt hơn. Khi gia công hợp kim magie, nên tránh sử dụng dung dịch làm mát cắt gốc nước để ngăn ngừa nguy cơ cháy nổ.


3.2Lựa chọn dựa trên chất liệu dụng cụ:
Các dụng cụ làm bằng thép tốc độ cao có khả năng chịu nhiệt tương đối thấp và cần được sử dụng kèm với chất làm mát khi gia công.
- Gia công thô: làm mát nên là ưu tiên hàng đầu.
- Gia công hoàn thiện: bôi trơn nên là ưu tiên hàng đầu. Dụng cụ bằng cacbua có khả năng chịu nhiệt tốt hơn và thường có thể sử dụng mà không cần chất làm mát.
- Khi cần sử dụng dung dịch làm mát, nên ưu tiên sử dụng dung dịch gốc nước hoặc nhũ tương nồng độ thấp.
- Nên liên tục sử dụng dung dịch làm mát để tránh sốc nhiệt và nguy cơ nứt dụng cụ do sự thay đổi nhiệt độ đột ngột giữa quá trình làm nóng và làm nguội.
3.3Lựa chọn dựa trên phương pháp gia công:
Các thao tác có ma sát lớn, chẳng hạn như khoan, doa, taro và chuốt, tốt nhất nên được thực hiện bằng cách sử dụng nhũ tương, nhũ tương EP hoặc dầu cắt EP. Các dụng cụ có giá trị cao với yêu cầu nghiêm ngặt về tuổi thọ, chẳng hạn như dụng cụ định hình và dụng cụ cắt bánh răng, phù hợp hơn với dầu cắt EP. Các thao tác mài tạo ra nhiệt độ cao và mảnh vụn mịn, đặt ra yêu cầu cao hơn về làm mát và làm sạch; nhũ tương thường được sử dụng.
3.4Lựa chọn dựa trên yêu cầu gia công:
Gia công thô đòi hỏi các thông số cắt cao và sinh nhiệt đáng kể; làm mát là yếu tố quan trọng hàng đầu, và nên sử dụng các nhũ tương nồng độ thấp của 3%–5%. Gia công tinh ưu tiên độ chính xác về kích thước và chất lượng bề mặt; bôi trơn quan trọng hơn, và nên sử dụng dầu cắt EP hoặc nhũ tương EP nồng độ cao để ngăn ngừa sự hình thành các mảnh vụn bám dính trên cạnh cắt.
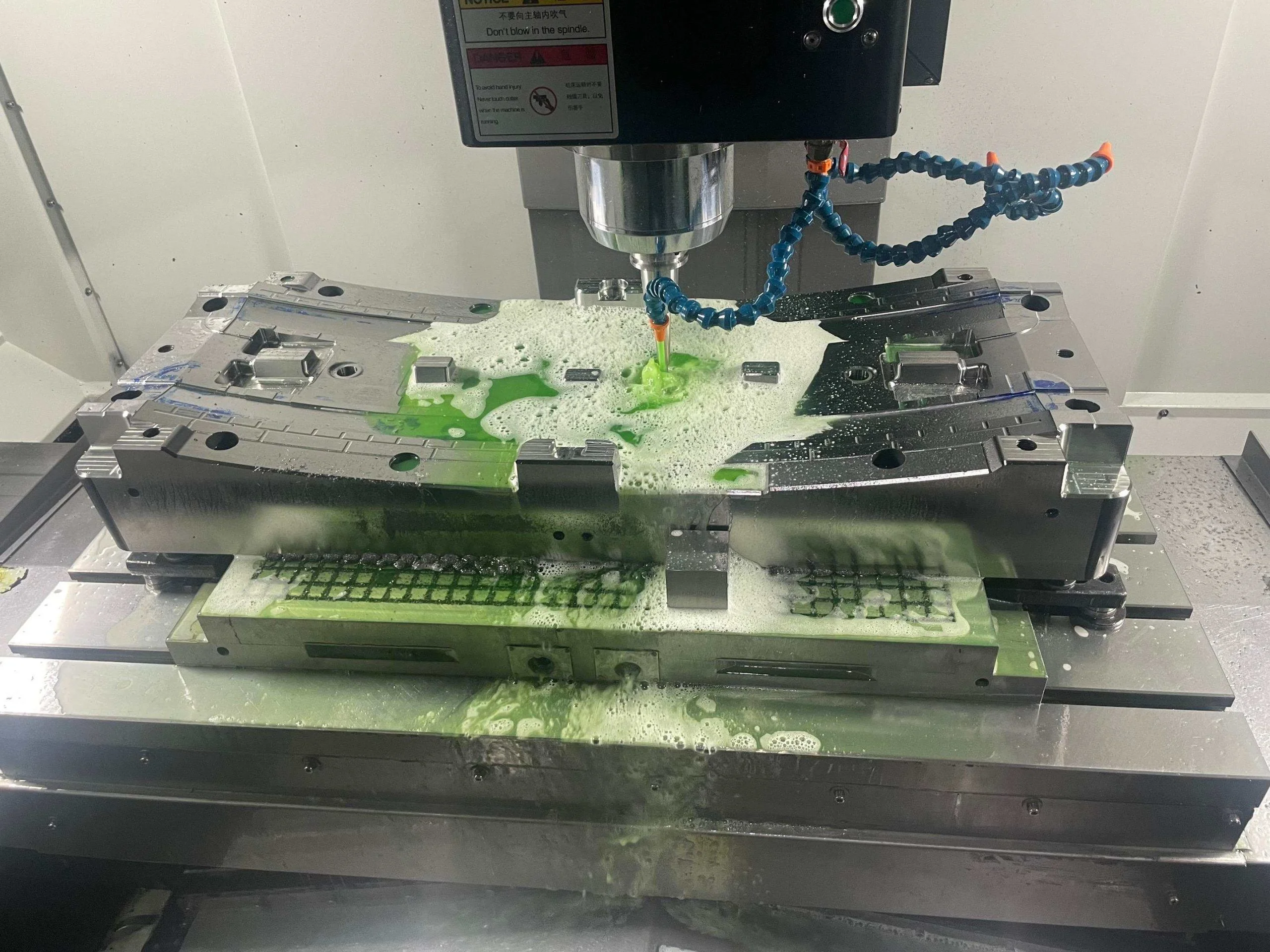
4.0Các phương pháp sử dụng dung dịch làm mát khi cắt kim loại
Trong gia công cơ khí thực tế, dung dịch làm mát cắt kim loại thường được sử dụng bằng các phương pháp sau:
- Làm mát bằng cách ngập nước
- Làm mát áp suất cao
- Làm mát bằng phun sương
Phương pháp ứng dụng cụ thể cần được xác định dựa trên cấu trúc máy công cụ, quy trình gia công và các thông số cắt.
5.0Những câu hỏi thường gặp (FAQ)
Việc sử dụng dung dịch làm mát khi cắt kim loại có phải lúc nào cũng cần thiết không?
Không phải tất cả các thao tác gia công đều cần chất làm mát. Khi gia công các vật liệu dẻo như thép, chất làm mát giúp giảm nhiệt độ cắt và mài mòn dụng cụ. Đối với các vật liệu giòn như gang và đồng, gia công khô thường khả thi. Tuy nhiên, đối với gia công chính xác cao hoặc các vật liệu khó gia công, việc sử dụng chất làm mát đúng cách vẫn rất cần thiết.
Dựa trên vật liệu phôi, cần lựa chọn dung dịch gia công kim loại như thế nào?
Việc lựa chọn chất làm mát nên dựa trên đặc tính gia công của vật liệu. Thép cường độ cao và hợp kim chịu nhiệt cao được gia công tốt nhất bằng dầu cắt EP hoặc nhũ tương EP. Nhôm, đồng và hợp kim của chúng thường sử dụng nhũ tương có nồng độ trung bình đến cao. Nên tránh sử dụng chất làm mát gốc nước khi gia công hợp kim magie.
Dung dịch gia công kim loại ảnh hưởng đến tuổi thọ dụng cụ như thế nào?
Việc lựa chọn dung dịch làm mát phù hợp giúp giảm nhiệt độ và ma sát khi cắt, giảm thiểu mài mòn và bám dính, đồng thời kéo dài đáng kể tuổi thọ dụng cụ. Dung dịch làm mát không phù hợp có thể đẩy nhanh quá trình mài mòn và thậm chí gây hỏng dụng cụ sớm.
Điểm khác biệt chính giữa dầu cắt gọt và nhũ tương là gì?
Dầu cắt gọt chủ yếu cung cấp khả năng bôi trơn và phù hợp với điều kiện tải trọng cao và bôi trơn tại biên. Nhũ tương chú trọng đến hiệu suất làm mát và phù hợp hơn cho các hoạt động cắt gọt và mài tốc độ cao. Sự lựa chọn cuối cùng nên dựa trên các điều kiện gia công cụ thể.
Nồng độ dung dịch cắt gọt càng cao thì càng tốt?
Không. Nếu nồng độ quá thấp, khả năng bôi trơn và chống ăn mòn có thể không đủ. Nếu nồng độ quá cao, chi phí sẽ tăng, hiệu suất làm mát có thể giảm và tác động đến môi trường có thể xấu đi. Cần lựa chọn phạm vi nồng độ thích hợp theo quy trình gia công và yêu cầu kỹ thuật.