

在金属切削加工中,切削液的正确选择对切削力、切削温度、刀具磨损、工件热变形和整体加工质量有直接影响。
合适的金属切削液不仅可以延长刀具寿命,还可以提高加工效率和表面光洁度,使其成为工艺规划和优化中的关键要素。
1.0金属切削液的主要功能是什么?
1.1冷却:
在机械加工过程中,材料的塑性变形以及刀具、工件和切屑之间的摩擦会产生大量热量。金属切削液通过持续流动将这些热量从切削区域带走,从而降低切削温度,最大限度地减少刀具磨损,并限制工件的热变形。切削液的冷却性能主要取决于其流动性、比热容、传热系数和汽化潜热。
1.2润滑:
切削液在刀具前刀面、后刀面与工件或切屑之间形成润滑油膜,减少直接接触、摩擦和材料粘附,从而改善切削条件并提高表面质量。为确保有效润滑,切削液应具有良好的渗透性和足够的油膜强度,使润滑油膜在高温、高压和剧烈摩擦条件下保持稳定。
1.3打扫:
机械加工过程中会产生切屑、金属颗粒和细小碎屑。尤其是在磨削加工中,磨粒会不断从砂轮上脱落。切削液有助于将这些污染物从刀具和工件表面冲洗掉,防止切屑粘附、堵塞排屑通道或划伤加工表面。因此,切削液必须具有良好的流动性,并以足够的压力和流量供应。
1.4防腐蚀保护:
金属切削液还应为工件、刀具和机器部件提供防锈和防腐蚀保护。其防锈性能取决于基础液的成分以及所用缓蚀剂的类型和浓度。
2.0常见的金属切削液类型
2.1水溶液:
水溶液以水为主要成分,具有优异的散热和冷却性能。然而,纯水润滑性能差,且容易引起腐蚀。在实际应用中,通常会在水中添加防锈剂、表面活性剂和润滑添加剂,以在保持冷却效率的同时,提供基本的润滑和防腐蚀保护。
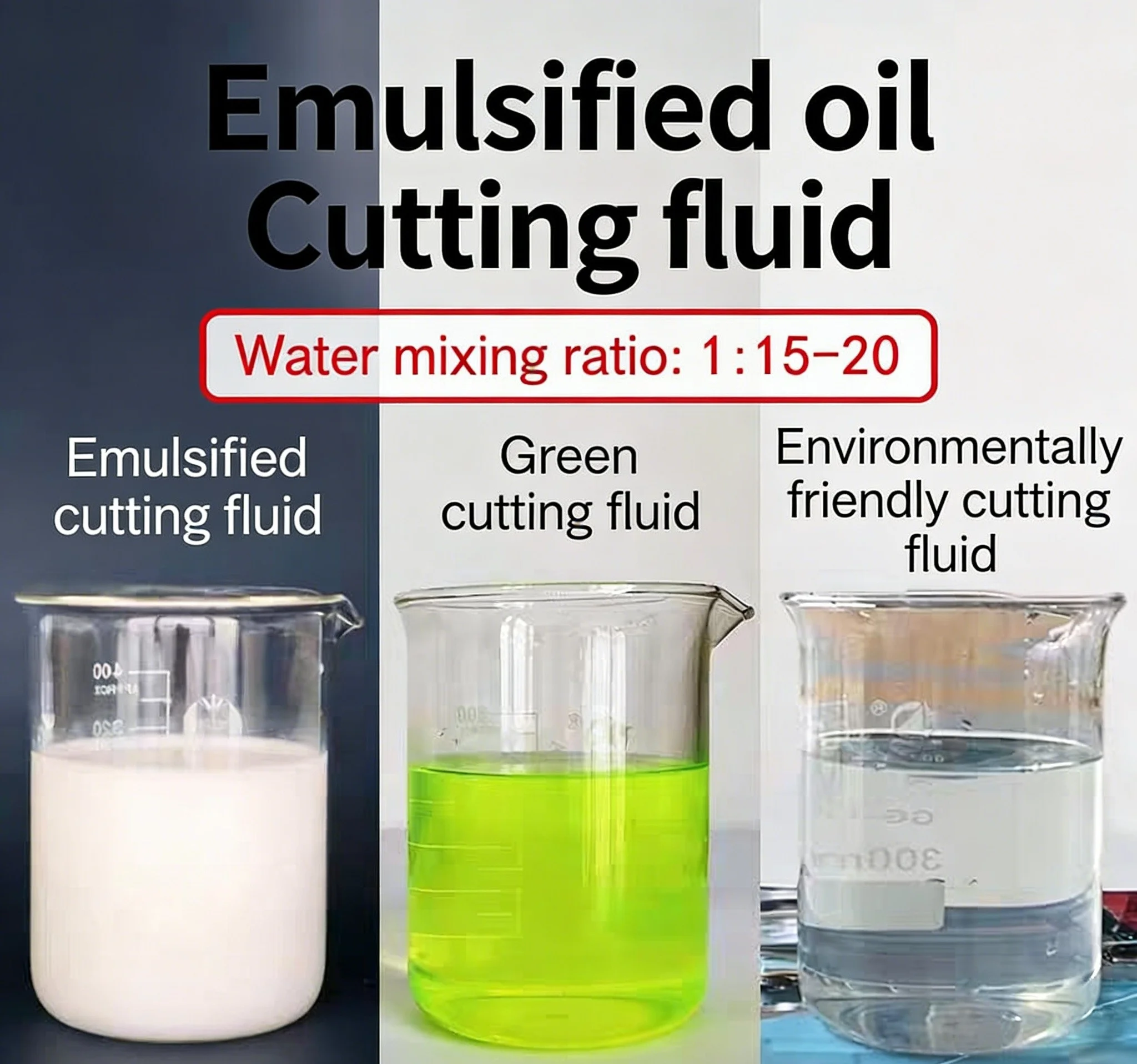
2.2乳液:
乳液是通过将可乳化油与约95%至98%的水稀释而制成的,外观呈乳白色或半透明状。它们具有良好的冷却性能,但润滑性和耐腐蚀性相对较差。通过添加润滑剂、极压添加剂和腐蚀抑制剂,可以将乳液配制成极压乳液或防锈乳液,以满足更苛刻的加工条件。
2.3切削油:
切削油主要以矿物油为基础,部分配方会使用植物油、动物油或混合基础油。纯矿物油的润滑性有限,因此通常会添加油性剂、极压添加剂和腐蚀抑制剂来增强润滑性和耐磨性。切削油尤其适用于重载机械加工和涉及边界润滑条件的应用。
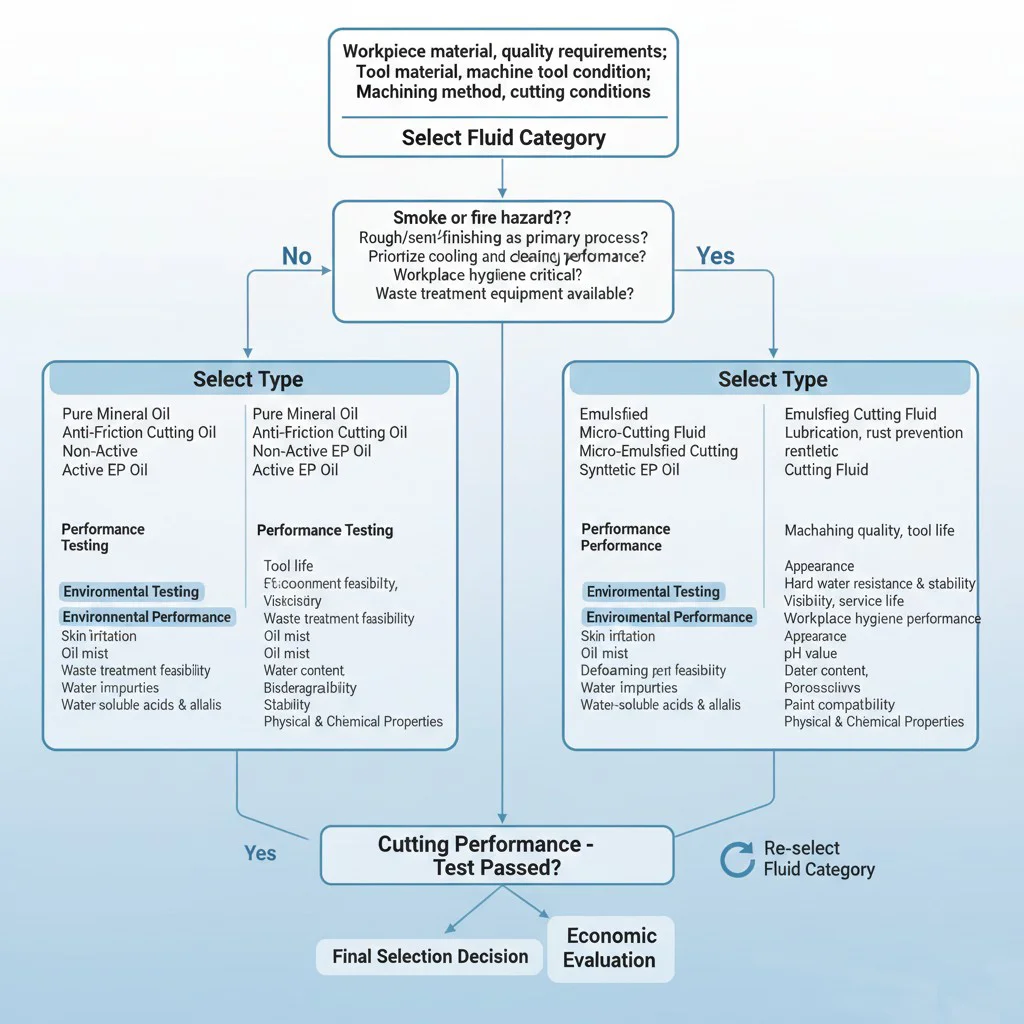
3.0金属切削液选择原则
3.1根据工件材料进行选择:
加工钢材等延展性材料时,通常需要使用金属切削液。加工铸铁或青铜等脆性材料时,通常可以采用干切削。对于高强度钢和高温合金等难加工材料,建议使用极压切削油或极压乳液。加工铜、铝和铝合金时,可以使用10%至20%乳液或煤油以获得更好的表面光洁度。加工镁合金时,应避免使用水基切削液,以防止燃烧风险。


3.2根据工具材料进行选择:
高速钢刀具的耐热性相对较差,应与切削液一起使用。
- 粗加工:冷却应是首要关注点。
- 精加工:润滑应是首要考虑因素。硬质合金刀具具有更好的耐热性,通常无需切削液即可使用。
- 当需要切削液时,最好使用水基溶液或低浓度乳液。
- 应持续施用切削液,以避免因反复加热和冷却而引起的热冲击和潜在的刀具裂纹。
3.3基于加工方法的选择:
钻孔、铰孔、攻丝和拉削等摩擦较大的加工操作,最好使用乳化液、极压乳化液或极压切削油。对于使用寿命要求严格的高价值刀具,例如成型刀具和齿轮刀具,极压切削油更为适用。磨削加工会产生高温和细小的磨屑,对冷却和清洁提出了更高的要求;通常使用乳化液。
3.4根据加工要求进行选择:
粗加工涉及较高的切削参数和大量的热量产生;冷却应是主要手段,建议使用低浓度的3%–5%乳液。精加工优先考虑尺寸精度和表面质量;润滑更为重要,优选使用极压切削油或高浓度极压乳液以抑制积屑瘤的形成。
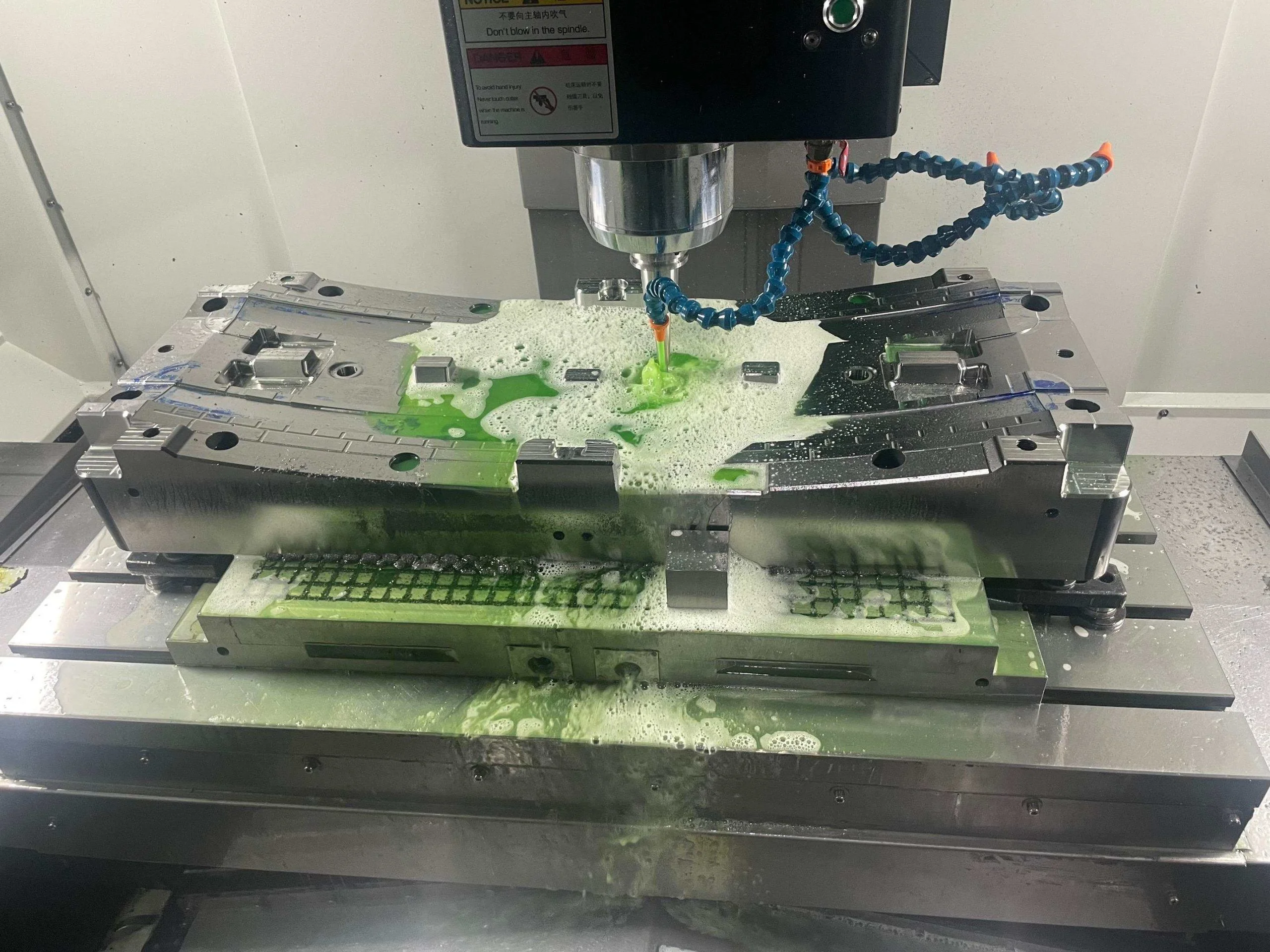
4.0金属切削液的应用方法
在实际机械加工中,金属切削液通常采用以下方法施用:
- 洪水冷却
- 高压冷却
- 雾化冷却
具体应用方法应根据机床结构、加工工艺和切削参数来确定。
5.0常见问题 (FAQ)
是否总是需要使用金属切削液?
并非所有机械加工都需要切削液。加工钢材等延展性材料时,切削液有助于降低切削温度和刀具磨损。对于铸铁和青铜等脆性材料,干切削通常是可行的。然而,对于高精度加工或难加工材料,正确使用切削液仍然至关重要。
如何根据工件材料选择金属切削液?
选择切削液应基于材料的加工特性。高强度钢和高温合金最好使用极压切削油或极压乳液进行加工。铝、铜及其合金通常使用中高浓度乳液。加工镁合金时应避免使用水基切削液。
金属切削液如何影响刀具寿命?
选择合适的切削液可以降低切削温度和摩擦,最大限度地减少磨损和粘着,并显著延长刀具寿命。不合适的切削液会加速磨损,甚至可能导致刀具过早失效。
切削油和乳化剂的主要区别是什么?
切削油主要提供润滑作用,适用于高负荷和边界润滑工况。乳化液则侧重冷却性能,更适用于高速切削和磨削加工。最终选择应根据具体的加工条件而定。
切削液浓度越高越好吗?
不。浓度过低会导致润滑和防腐蚀效果不足;浓度过高则会增加成本、降低冷却性能,并加剧环境影响。应根据加工工艺和技术要求选择合适的浓度范围。