

Metal kesme işlemlerinde, uygun kesme sıvısının seçimi, kesme kuvvetleri, kesme sıcaklığı, takım aşınması, iş parçasının termal deformasyonu ve genel işleme kalitesi üzerinde doğrudan etkiye sahiptir.
Uygun bir metal kesme sıvısı, yalnızca takım ömrünü uzatmakla kalmaz, aynı zamanda işleme verimliliğini ve yüzey kalitesini de iyileştirir; bu da onu süreç planlaması ve optimizasyonunda kritik bir unsur haline getirir.
1.0Metal kesme sıvılarının başlıca işlevleri nelerdir?
1.1Soğutma:
İşleme sırasında, malzemenin plastik deformasyonu ve takım, iş parçası ve talaşlar arasındaki sürtünme büyük miktarda ısı üretir. Metal kesme sıvıları, sürekli akış yoluyla bu ısıyı kesme bölgesinden uzaklaştırarak kesme sıcaklıklarını düşürür, takım aşınmasını en aza indirir ve iş parçasının termal deformasyonunu sınırlar. Bir kesme sıvısının soğutma performansı esas olarak akışkanlığına, özgül ısı kapasitesine, ısı transfer katsayısına ve buharlaşma gizli ısısına bağlıdır.
1.2Yağlama:
Kesme sıvıları, takımın kesme yüzeyi, yan yüzeyi ve iş parçası veya talaşlar arasında yağlayıcı bir film oluşturarak doğrudan teması, sürtünmeyi ve malzeme yapışmasını azaltır. Bu, kesme koşullarını iyileştirir ve yüzey kalitesini artırır. Etkili yağlama sağlamak için, sıvının iyi bir nüfuz kabiliyetine ve yeterli yağ filmi dayanımına sahip olması gerekir, böylece yağlayıcı film yüksek sıcaklık, yüksek basınç ve şiddetli sürtünme altında stabil kalır.
1.3Temizlik:
İşleme süreçleri talaş, metal parçacıkları ve ince artıklar üretir. Özellikle taşlama işlemlerinde, aşındırıcı taneler sürekli olarak taşlama diskinden ayrılır. Metal kesme sıvıları, bu kirleticileri takım ve iş parçası yüzeylerinden uzaklaştırarak talaş yapışmasını, talaş tahliye yollarının tıkanmasını veya işlenmiş yüzeyin çizilmesini önlemeye yardımcı olur. Bu nedenle, kesme sıvılarının iyi akış özelliklerine sahip olması ve yeterli basınç ve akış hızlarında verilmesi gerekir.
1.4Korozyon Koruması:
Metal kesme sıvıları, iş parçası, kesici takımlar ve makine bileşenleri için pas ve korozyon koruması da sağlamalıdır. Pas önleyici performansları, temel sıvı bileşimine ve kullanılan korozyon önleyicilerin türüne ve konsantrasyonuna bağlıdır.
2.0Metal Kesme Sıvılarının Yaygın Türleri
2.1Sulu Çözeltiler:
Sulu çözeltiler, ana bileşen olarak suyu kullanır ve mükemmel ısı dağılımı ve soğutma performansı sunar. Bununla birlikte, suyun tek başına yağlama özellikleri zayıftır ve kolayca korozyona neden olabilir. Pratik uygulamalarda, soğutma verimliliğini korurken temel yağlama ve korozyon koruması sağlamak için suya pas önleyiciler, yüzey aktif maddeler ve yağlayıcı katkı maddeleri eklenir.
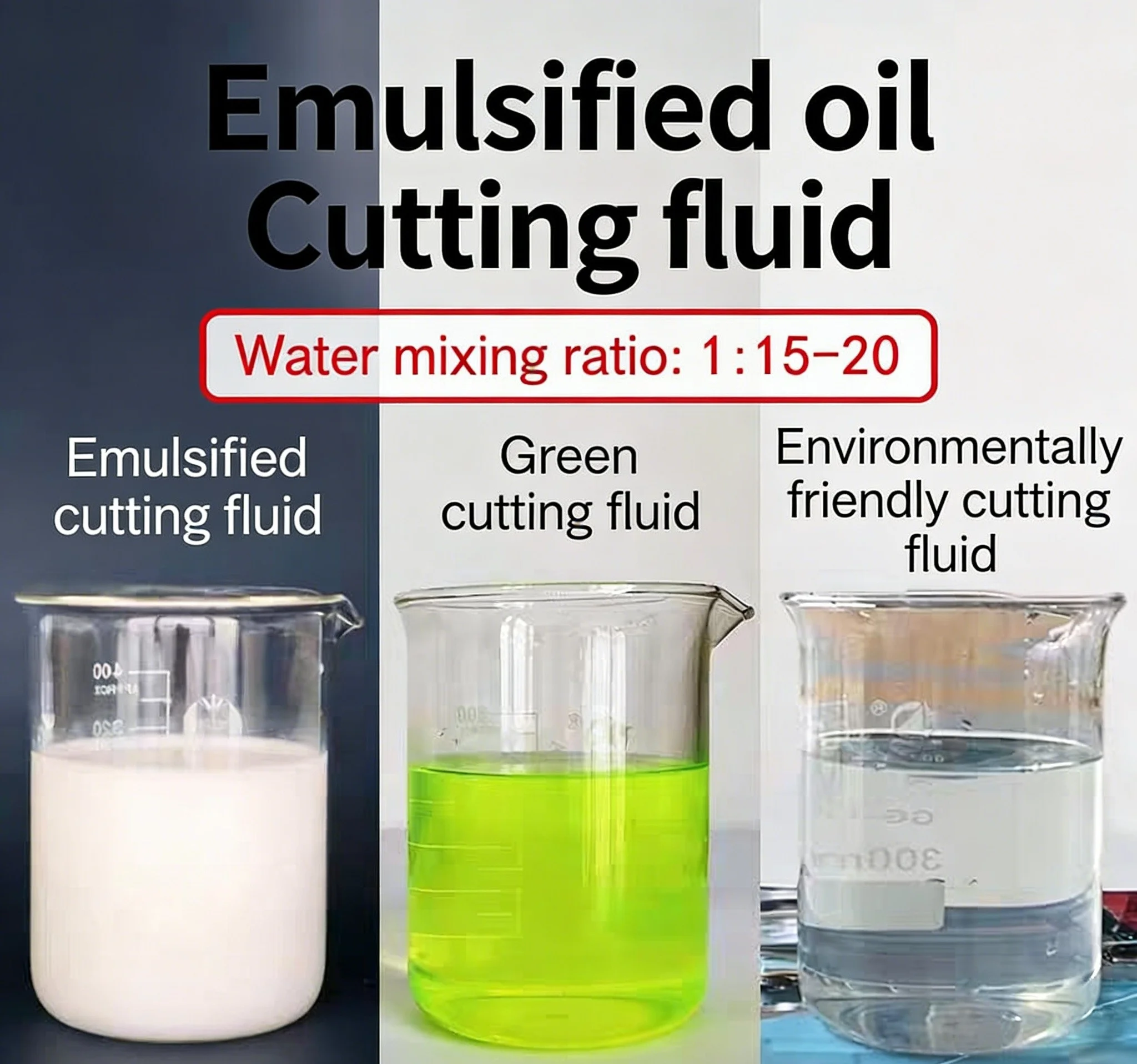
2.2Emülsiyonlar:
Emülsiyonlar, emülsiyonlaşabilir yağların yaklaşık -98 oranında su ile seyreltilmesiyle üretilir ve sütlü veya yarı saydam bir görünüme sahiptir. İyi soğutma performansı sağlarlar ancak yağlama ve korozyon direnci nispeten sınırlıdır. Yağlayıcı maddeler, aşırı basınç katkı maddeleri ve korozyon inhibitörleri eklenerek, daha zorlu işleme koşullarını karşılamak üzere EP emülsiyonları veya paslanmaya dayanıklı emülsiyonlar formüle edilebilir.
2.3Kesme Yağları:
Kesici yağlar esas olarak mineral yağlara dayanır, bazı formülasyonlarda ise bitkisel yağlar, hayvansal yağlar veya karışık baz yağlar kullanılır. Saf mineral yağlar sınırlı yağlama özelliği sunar, bu nedenle yağlamayı ve aşınma direncini artırmak için genellikle yağlayıcı maddeler, aşırı basınç katkı maddeleri ve korozyon önleyiciler eklenir. Kesici yağlar özellikle ağır hizmet tipi işleme operasyonları ve sınır yağlama koşullarını içeren uygulamalar için uygundur.
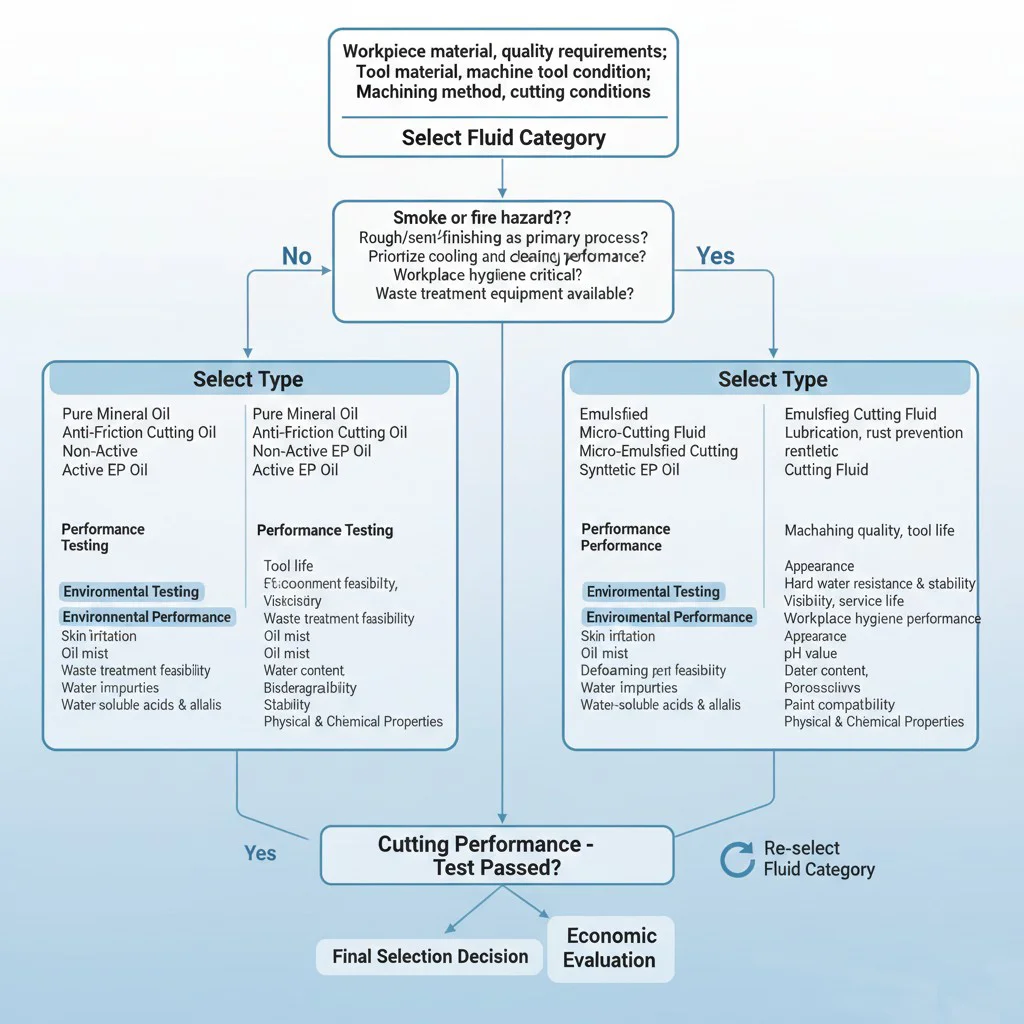
3.0Metal Kesme Sıvılarının Seçimi İçin Temel İlkeler
3.1İş parçasının malzemesine göre seçim:
Çelik gibi sünek malzemelerin işlenmesinde genellikle metal kesme sıvıları gereklidir. Dökme demir veya bronz gibi kırılgan malzemelerin işlenmesinde ise genellikle kuru kesme kullanılabilir. Yüksek mukavemetli çelikler ve yüksek sıcaklık alaşımları gibi işlenmesi zor malzemeler için aşırı basınçlı kesme yağları veya EP emülsiyonları önerilir. Bakır, alüminyum ve alüminyum alaşımlarının işlenmesinde daha iyi yüzey kalitesi elde etmek için 10%–20% emülsiyonları veya gazyağı kullanılabilir. Magnezyum alaşımlarının işlenmesinde ise yanma riskini önlemek için su bazlı kesme sıvıları kullanılmamalıdır.


3.2Seçim, alet malzemesine göre yapılır:
Yüksek hız çeliğinden üretilen takımların ısıya dayanıklılığı nispeten düşüktür ve kesme sıvılarıyla birlikte kullanılmalıdır.
- Kaba işleme: öncelikli odak noktası soğutma olmalıdır.
- Son işleme: Yağlama en önemli öncelik olmalıdır. Karbür takımlar daha iyi ısı direncine sahiptir ve genellikle kesme sıvısı kullanılmadan kullanılabilirler.
- Kesme sıvıları gerektiğinde, su bazlı çözeltiler veya düşük konsantrasyonlu emülsiyonlar tercih edilir.
- Kesme sıvıları, termal şoku ve dönüşümlü ısınma ve soğumadan kaynaklanabilecek takım çatlamasını önlemek için sürekli olarak uygulanmalıdır.
3.3İşleme Yöntemine Göre Seçim:
Delme, raybalama, kılavuz çekme ve broşlama gibi yüksek sürtünmeli işlemler, emülsiyonlar, EP emülsiyonları veya EP kesici yağlar kullanılarak en iyi şekilde gerçekleştirilir. Kalıp takımları ve dişli kesme takımları gibi sıkı kullanım ömrü gereksinimlerine sahip yüksek değerli takımlar, EP kesici yağlarla daha iyi uyum sağlar. Taşlama işlemleri yüksek sıcaklıklar ve ince parçacıklar üretir, bu da soğutma ve temizleme konusunda daha büyük talepler doğurur; genellikle emülsiyonlar kullanılır.
3.4İşleme Gereksinimlerine Göre Seçim:
Kaba işleme, yüksek kesme parametreleri ve önemli miktarda ısı üretimi içerir; soğutma ön planda olmalı ve düşük konsantrasyonlu 3%–5% emülsiyonları önerilir. Hassas işleme, boyutsal doğruluğa ve yüzey kalitesine öncelik verir; yağlama daha önemlidir ve talaş oluşumunu bastırmak için EP kesme yağları veya yüksek konsantrasyonlu EP emülsiyonları tercih edilir.
4.0Metal Kesme Sıvılarının Uygulama Yöntemleri
Pratik işleme uygulamalarında, metal kesme sıvıları genellikle aşağıdaki yöntemler kullanılarak uygulanır:
- Sel soğutma
- Yüksek basınçlı soğutma
- Sisli soğutma
Uygulama yöntemi, takım tezgahının yapısına, işleme sürecine ve kesme parametrelerine göre belirlenmelidir.
5.0Sıkça Sorulan Sorular (SSS)
Metal kesme sıvılarının kullanımı her zaman gerekli midir?
Tüm işleme operasyonları kesme sıvısı gerektirmez. Çelik gibi sünek malzemelerin işlenmesinde, kesme sıvıları kesme sıcaklığını ve takım aşınmasını azaltmaya yardımcı olur. Dökme demir ve bronz gibi kırılgan malzemeler için kuru kesim genellikle mümkündür. Bununla birlikte, yüksek hassasiyetli işleme veya işlenmesi zor malzemeler için, kesme sıvılarının doğru kullanımı hayati önem taşır.
İş parçasının malzemesine göre metal kesme sıvıları nasıl seçilmelidir?
Seçim, malzemenin işleme özelliklerine göre yapılmalıdır. Yüksek mukavemetli çelikler ve yüksek sıcaklık alaşımları, EP kesici yağları veya EP emülsiyonları ile işlenmek için en uygun malzemelerdir. Alüminyum, bakır ve alaşımları genellikle orta ila yüksek konsantrasyonlu emülsiyonlar kullanılarak işlenir. Magnezyum alaşımları işlenirken su bazlı kesici sıvılardan kaçınılmalıdır.
Metal kesme sıvıları takım ömrünü nasıl etkiler?
Doğru seçilmiş kesme sıvıları, kesme sıcaklığını ve sürtünmeyi azaltır, aşınmayı ve yapışmayı en aza indirir ve takım ömrünü önemli ölçüde uzatır. Uygun olmayan kesme sıvıları aşınmayı hızlandırabilir ve hatta takımın erken arızalanmasına neden olabilir.
Kesme yağları ve emülsiyonlar arasındaki temel fark nedir?
Kesme yağları öncelikle yağlama sağlar ve yüksek yük ve sınır yağlama koşulları için uygundur. Emülsiyonlar soğutma performansına odaklanır ve yüksek hızlı kesme ve taşlama işlemleri için daha uygundur. Nihai seçim, belirli işleme koşullarına göre yapılmalıdır.
Daha yüksek kesme sıvısı konsantrasyonu her zaman daha mı iyidir?
Hayır. Konsantrasyon çok düşükse, yağlama ve korozyon koruması yetersiz olabilir. Konsantrasyon çok yüksekse, maliyetler artar, soğutma performansı düşebilir ve çevresel etki kötüleşebilir. İşleme süreci ve teknik gereksinimlere göre uygun bir konsantrasyon aralığı seçilmelidir.