
- 1.0บทนำ: ความสำคัญของความปลอดภัยของเครื่องจักร
- 2.0ISO 13849 คืออะไร?
- 3.0อธิบายแนวคิดหลัก
- 4.0ระดับประสิทธิภาพ (PL) กำหนดได้อย่างไร?
- 5.0การเปรียบเทียบ ISO 13849-1 กับ IEC 62061
- 6.0การแก้ไขที่สำคัญใน ISO 13849-1:2023
- 7.0คำแนะนำการนำไปปฏิบัติและแนวทางปฏิบัติที่ดีที่สุด
- 8.0ข้อถกเถียงและคำวิจารณ์ที่สำคัญของ ISO 13849-1:2023
- 9.0ทรัพยากร – EN ISO 13849 (PDF) มาตรฐานความปลอดภัยการทำงานด้านการควบคุมเครื่องจักร
1.0บทนำ: ความสำคัญของความปลอดภัยของเครื่องจักร
ในระบบอัตโนมัติทางอุตสาหกรรม ความปลอดภัยของเครื่องจักรถือเป็นสิ่งสำคัญในการปกป้องชีวิต การรับประกันความเสถียรของระบบ และการปฏิบัติตามข้อกำหนดทางกฎหมาย ISO 13849 ให้คำแนะนำทั่วโลกสำหรับการออกแบบและตรวจยืนยันชิ้นส่วนที่เกี่ยวข้องกับความปลอดภัยของระบบควบคุม (SRP/CS) ซึ่งเป็นรากฐานทางเทคนิคที่สำคัญสำหรับความปลอดภัยในการผลิตทางกล
2.0ISO 13849 คืออะไร?
ISO 13849 เป็นมาตรฐานความปลอดภัยเชิงหน้าที่ที่เน้นการออกแบบชิ้นส่วนที่เกี่ยวข้องกับความปลอดภัยของระบบควบคุมเครื่องจักร ประกอบด้วย 2 ส่วน ได้แก่
- ใบรับรอง ISO 13849-1:2023ส่วนที่ 1: หลักการทั่วไปสำหรับการออกแบบ ข้อกำหนดด้านความปลอดภัย และแนวทางสำหรับการบูรณาการ SRP/CS
- ใบรับรอง ISO 13849-2ส่วนที่ 2: การตรวจสอบ ซึ่งให้วิธีการวิเคราะห์หรือทดสอบฟังก์ชันด้านความปลอดภัยและยืนยันระดับประสิทธิภาพ (PL) ที่ทำได้
ISO 13849 เป็นมาตรฐานที่อิงตามความเสี่ยง โดยจะกำหนดฟังก์ชันด้านความปลอดภัยที่จำเป็นตามการประเมินความเสี่ยง และระบุระดับประสิทธิภาพที่ฟังก์ชันเหล่านี้ต้องบรรลุเพื่อลดความเสี่ยงให้อยู่ในระดับที่ยอมรับได้ มาตรฐานนี้ใช้ได้กับเครื่องจักรหลายประเภท รวมถึง เครื่องดัดเบรค, เครื่องปั้ม, เครื่องคลายม้วนสายการป้อน เครื่องฉีดพลาสติก อุปกรณ์บรรจุภัณฑ์ และเครื่องตัด
2.1มีอะไรใหม่ใน ISO 13849-1:2023
การปรับปรุงในปี 2023 ปรับปรุงทั้งโครงสร้างและความชัดเจน ทำให้การใช้งานมีความชัดเจนมากขึ้น การเปลี่ยนแปลงที่สำคัญ ได้แก่:
- อัพเดตคำศัพท์: แทนที่ ส.รป./ส.ส. โดยมีคำว่า “ระบบย่อย” ตลอดทั้งมาตรฐานเพื่อความสอดคล้องและชัดเจน
- ปรับปรุงคำจำกัดความของฟังก์ชันความปลอดภัย: ชี้แจงโครงสร้างและเนื้อหาของฟังก์ชันด้านความปลอดภัยและข้อกำหนดด้านความปลอดภัย (SRS)
- คำแนะนำหมวดที่ 2 ที่ได้รับการปรับปรุง: ให้คำแนะนำโดยละเอียดเพิ่มเติมเกี่ยวกับสถาปัตยกรรมและการจัดการข้อผิดพลาดสำหรับระบบหมวด 2
- กระบวนการตรวจสอบแบบบูรณาการ: รวมการออกแบบและการตรวจสอบให้เป็นมาตรฐานเดียวด้วยการรวมขั้นตอนที่เคยอยู่ใน ISO 13849-2 ไว้ด้วยกัน
- มุ่งเน้นปัจจัยความน่าเชื่อถือให้มากขึ้น: เพิ่มความเน้นย้ำให้กับความล้มเหลวจากสาเหตุทั่วไป (CCF), ความน่าเชื่อถือของซอฟต์แวร์ และภูมิคุ้มกัน EMC
- ภาคผนวกที่ขยายพร้อมตัวอย่างเชิงปฏิบัติ: เพิ่มคำแนะนำในโลกแห่งความเป็นจริง รวมถึงการตรวจสอบซอฟต์แวร์ (ภาคผนวก N) และมาตรการรับมือ EMC (ภาคผนวก L)
3.0อธิบายแนวคิดหลัก
ส.รป./ส.ส.:ชิ้นส่วนที่เกี่ยวข้องกับความปลอดภัยของระบบควบคุม
ระดับผลงาน (PL):ระดับประสิทธิภาพความปลอดภัยตั้งแต่ PL a ถึง PL e
ระดับผลงานที่ต้องการ (PLr):PL ที่ต้องการกำหนดโดยการประเมินความเสี่ยง
พารามิเตอร์ที่สำคัญ:
- หมวดหมู่(การจำแนกประเภทสถาปัตยกรรมระบบ)
- จำนวน MTTF(เวลาเฉลี่ยในการล้มเหลวอันเป็นอันตราย)
- ค่าเฉลี่ย DC(ความครอบคลุมการวินิจฉัยโดยเฉลี่ย)
- ซีซีเอฟ(ความต้านทานต่อความล้มเหลวจากสาเหตุทั่วไป)
- ข้อกำหนดด้านความปลอดภัยของซอฟต์แวร์
4.0ระดับประสิทธิภาพ (PL) กำหนดได้อย่างไร?
4.1การประเมินความเสี่ยงตามกราฟ (ตามมาตรฐาน EN ISO 13849-1)
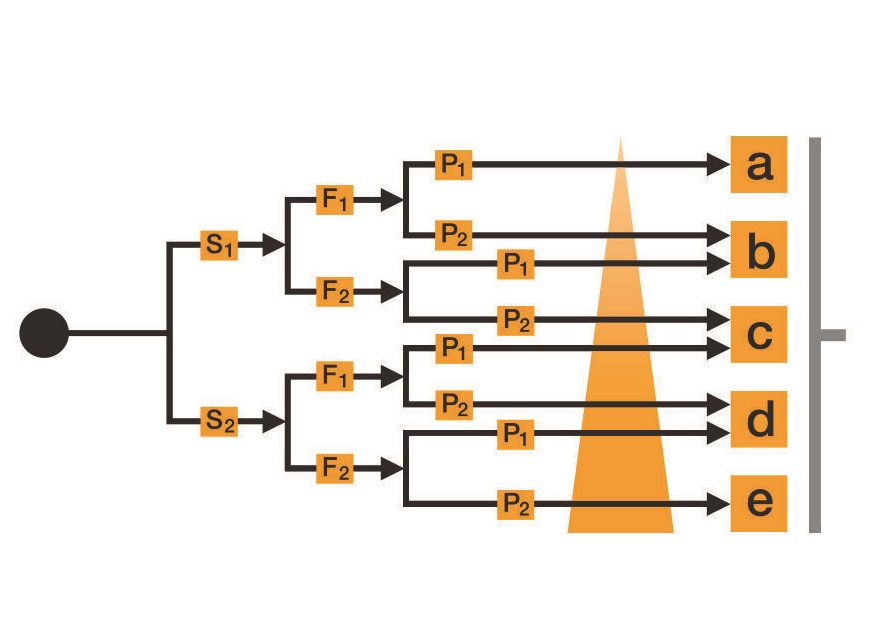
ความเสี่ยงได้รับการประเมินใน เอ็นไอเอสโอ 13849-1 โดยใช้กราฟความเสี่ยง โดยการประเมินจะพิจารณาจากเกณฑ์ 3 ประการ ดังนี้
- ความรุนแรงของการบาดเจ็บ (S)
- ความถี่และ/หรือการสัมผัสกับอันตราย (F)
- ความเป็นไปได้ในการหลีกเลี่ยงอันตรายหรือจำกัดอันตราย (P)
ผลการประเมินครั้งนี้คือ ระดับประสิทธิภาพที่ต้องการ (PLr) สำหรับฟังก์ชันความปลอดภัยแต่ละรายการ ซึ่งมีจุดประสงค์เพื่อลดความเสี่ยงที่ระบุให้เหลือน้อยที่สุด
- พีแอล เอ สอดคล้องกับ ต่ำ ระดับความเสี่ยง,
- พีแอลอี สอดคล้องกับ สูง ระดับความเสี่ยง
4.2พารามิเตอร์ความเสี่ยง
S – ความรุนแรงของการบาดเจ็บ
- เอสวัน = บาดเจ็บเล็กน้อย (โดยปกติสามารถกลับคืนสู่สภาพเดิมได้)
- S2 = บาดเจ็บสาหัส (โดยปกติคือบาดเจ็บหรือเสียชีวิตซึ่งไม่อาจกลับคืนได้)
F – ความถี่และ/หรือการสัมผัสกับอันตราย
- เอฟวัน = ไม่ค่อยเกิดขึ้นหรือน้อยลง และ/หรือ ระยะเวลารับแสงสั้น
- เอฟทู = บ่อยครั้งถึงต่อเนื่อง และ/หรือ ระยะเวลารับแสงนาน
P – ความเป็นไปได้ในการหลีกเลี่ยงอันตรายหรือจำกัดอันตราย
- พี1 = เป็นไปได้ภายใต้เงื่อนไขเฉพาะ
- พีทู = แทบจะเป็นไปไม่ได้
4.3ปัจจัยที่มีอิทธิพลต่อพารามิเตอร์ P (ความเป็นไปได้ในการหลีกเลี่ยง)
ความเป็นไปได้ในการหลีกเลี่ยงหรือจำกัดอันตราย (พี) จะขึ้นอยู่กับปัจจัย 5 ประการ ดังต่อไปนี้:
- การ ความเร็ว ที่ซึ่งเกิดอันตราย (เช่น อย่างรวดเร็ว หรือ ช้าๆ)
- ความเป็นไปได้ทางกายภาพ เพื่อหลีกเลี่ยงอันตราย (เช่น การหลบหนี)
- ประสบการณ์ความปลอดภัยเชิงปฏิบัติ เกี่ยวข้องกับกระบวนการหรือการดำเนินการ
- ไม่ว่าการดำเนินการจะดำเนินการโดย ผู้เชี่ยวชาญหรือผู้ที่ไม่ใช่มืออาชีพ
- ว่าการดำเนินการจะดำเนินการหรือไม่ มีหรือไม่มีการควบคุมดูแล
| การกำหนดค่าพารามิเตอร์ P – ปัจจัย | เอ | บี | ซี |
| เครื่องที่ใช้โดย | ผู้เชี่ยวชาญ | บุคคลทั่วไป | |
| ความเร็วของชิ้นส่วนเครื่องจักรที่อาจก่อให้เกิดเหตุการณ์อันตรายได้ | เหตุการณ์ที่ความเร็วต่ำหรือต่ำมาก | กิจกรรมความเร็วปานกลาง | กิจกรรมความเร็วสูง |
| ความเป็นไปได้ทางกายภาพในการหลีกเลี่ยงอันตราย | เป็นไปได้อย่างน้อย 50 % ของกรณี | สามารถทำได้ในน้อยกว่า 50 % ของกรณี | เป็นไปไม่ได้ |
| ความเป็นไปได้ในการรับรู้/รับรู้ถึงอันตราย | เป็นไปได้อย่างน้อย 50 % ของกรณี | ทำได้เพียง 50 % ของกรณีเท่านั้น | เป็นไปไม่ได้ |
| ความซับซ้อนของการดำเนินการ | ความซับซ้อนต่ำหรือไม่มีปฏิสัมพันธ์ | ความซับซ้อนปานกลางถึงสูง |
หากเลือก “C” หรือเลือก “B” อย่างน้อยสามครั้ง: P2
หากไม่เลือก “C” และเลือก “B” สองครั้ง: P1 หรือ P2 ขึ้นอยู่กับสถานการณ์เฉพาะ
หากไม่เลือก “C” และ “B” เป็นศูนย์หรือเลือกครั้งหนึ่ง: P1
ตัวอย่าง: สำหรับฟังก์ชันการล็อคเพื่อความปลอดภัยในเครื่องปั๊มหรือเครื่องบรรจุภัณฑ์ ให้วิเคราะห์หลักการทำงาน ระบุ PLr ที่ต้องการ (เช่น PL d) และให้แน่ใจว่าระบบจะบรรลุระดับนี้ผ่านอินพุต เช่น MTTFd และ DCavg
5.0การเปรียบเทียบ ISO 13849-1 กับ IEC 62061
| ด้าน | ใบรับรอง ISO 13849-1 | มอก.62061 |
| เข้าใกล้ | หมวดหมู่ + ระดับผลงาน (PL) | SIL (ระดับความสมบูรณ์ของความปลอดภัย) |
| ใช้ได้กับ | เครื่องจักร | ระบบอัตโนมัติที่ซับซ้อน |
| ความซับซ้อน | ค่อนข้างเรียบง่าย | มีประโยชน์สำหรับการวิเคราะห์ระบบเชิงลึก |
| การบูรณาการ | โครงสร้าง กำหนดเวลา การวินิจฉัยที่ครอบคลุม | ความน่าจะเป็นของการทำงานที่ประสบความสำเร็จ เวลาตอบสนอง |
6.0การแก้ไขที่สำคัญใน ISO 13849-1:2023
คำจำกัดความที่ชัดเจนยิ่งขึ้น โดยแทนที่ “SRP/CS” ด้วยคำศัพท์ “ระบบย่อย”
ยกระดับมาตรฐานข้อกำหนดด้านความปลอดภัย
คำจำกัดความที่เหมาะสมที่สุดสำหรับ หมวด 2โดยเน้นให้เข้มข้นมากขึ้น ซีซีเอฟ
คำแนะนำด้านความปลอดภัยของซอฟต์แวร์ที่ได้รับการปรับปรุง (บทที่ 7)
การรวมเนื้อหาการตรวจสอบบางส่วนจาก ISO 13849-2 ลงในส่วนที่ 1
ภาคผนวกที่ขยายความ: CCF (ภาคผนวก F), EMC (ภาคผนวก L), ข้อกำหนดข้อกำหนดด้านความปลอดภัย (SRS, ภาคผนวก M), ตัวอย่างการตรวจสอบซอฟต์แวร์ (ภาคผนวก N)
7.0คำแนะนำการนำไปปฏิบัติและแนวทางปฏิบัติที่ดีที่สุด
สำหรับเครื่องจักรอัตโนมัติรอบสูง เช่น เครื่องคลายม้วน เครื่องดัด อุปกรณ์ป้อน และอุปกรณ์ตัดเลเซอร์ ขอแนะนำให้ฝังหลักการ ISO 13849 ไว้ในขั้นตอนการออกแบบเพื่อให้แน่ใจว่าบุคลากรมีความปลอดภัยและเป็นไปตามข้อบังคับ:
พิจารณาฟังก์ชั่นความปลอดภัยจากขั้นตอนการออกแบบระบบควบคุมเบื้องต้น
หลีกเลี่ยงการพึ่งพาตัวควบคุมจุดเดียวมากเกินไป ให้แน่ใจว่ามีความร่วมมือระหว่างฮาร์ดแวร์และซอฟต์แวร์ที่แข็งแกร่ง
รักษาเอกสารทางเทคนิคที่ครอบคลุมและสอดคล้องกันเพื่อแสดงให้เห็นถึงการปฏิบัติตาม
ใช้เครื่องมือปฏิบัติจริง เช่น ระบบ เพื่อการวิเคราะห์ความปลอดภัยของโครงสร้าง
8.0ข้อถกเถียงและคำวิจารณ์ที่สำคัญของ ISO 13849-1:2023
แม้ว่าการแก้ไขในปี 2023 จะช่วยปรับปรุงโครงสร้างและการนำไปใช้ได้ แต่ความกังวลของอุตสาหกรรมหลายประการยังคงอยู่:
- ความเสี่ยงด้านความปลอดภัยอาจลดลงเนื่องจากวิธีการทางเทคนิคที่ยังพิสูจน์ไม่ได้
- ข้อกำหนดด้านการออกแบบสำหรับซอฟต์แวร์ฝังตัวที่เกี่ยวข้องกับความปลอดภัย (SRESW) เกินขอบเขต ซึ่งถือเป็นของ IEC 61508-3:2010
- PLC มาตรฐานขาดความซ้ำซ้อนและความสามารถในการวินิจฉัยสำหรับ PL สูง (PL c ขึ้นไป)
- แนวทางการประเมิน PL แบบ “ไม่มีข้อมูล” ขาดพื้นฐานทางวิทยาศาสตร์
- วิธีการประเมินภูมิคุ้มกัน EMI ในภาคผนวก L (เส้นทาง C) อาจรับประกันความทนทานได้ไม่เพียงพอ
- การเปลี่ยนมาตรฐานที่ไม่สมบูรณ์ทำให้เกิดความสับสนในการใช้งาน
9.0ทรัพยากร – EN ISO 13849 (PDF) มาตรฐานความปลอดภัยการทำงานด้านการควบคุมเครื่องจักร
ดาวน์โหลดมาตรฐานอย่างเป็นทางการ ISO 13849-1:2023 (เวอร์ชัน EN ISO)
ดาวน์โหลดมาตรฐานอย่างเป็นทางการ ISO 13849-1:2012 (เวอร์ชัน EN ISO)
ดาวน์โหลดมาตรฐานข้อกำหนด VDMA 66413 VDMA
อ้างอิง
https://www.pilz.com/en-US/support/law-standards-norms/functional-safety/en-iso-13849-1
https://www.iso.org/standard/73481.html
https://knowledge.bsigroup.com/products/safety-of-machinery-safety-related-parts-of-control-systems-general-principles-for-design-5