
1.0ISO 286 คืออะไร?
1.1บทนำสู่ ISO 286
ISO 286 เป็นมาตรฐานสากลที่กำหนดระดับความคลาดเคลื่อน ความเบี่ยงเบนพื้นฐาน และประเภทความพอดีสำหรับรูและเพลา ซึ่งใช้กันอย่างแพร่หลายในงานวิศวกรรมเครื่องกลและการผลิต ช่วยให้มั่นใจถึงประสิทธิภาพการประกอบที่เหมาะสมและความสามารถในการสับเปลี่ยนระหว่างชิ้นส่วนที่ประกบกัน
1.2ฟังก์ชันหลักของ ISO 286
- สร้างระบบรวมสำหรับความพอดีและความคลาดเคลื่อนของรูและเพลา
- ระบุเกรดความคลาดเคลื่อนมาตรฐาน (เกรด IT) สำหรับรูและเพลา
- ให้วิธีการคำนวณและข้อมูลตารางสำหรับขีดจำกัดและความเบี่ยงเบนพื้นฐาน
- ช่วยให้สามารถประกอบชิ้นส่วนจากผู้ผลิตต่าง ๆ ได้อย่างแม่นยำและสลับสับเปลี่ยนกันได้
1.3โครงสร้างของมาตรฐาน ISO 286
ISO286-1:2010 – มาตรฐาน ระบบ ISO ของขีดจำกัดและความพอดี — ส่วนที่ 1: พื้นฐานของความคลาดเคลื่อน ความเบี่ยงเบน และความพอดี
ช่วงขนาดที่ใช้ได้: สูงสุด 3150 มม.
🔗 มีเนื้อหาเต็ม: ISO 286-1:2010 PDF (ภาษาอังกฤษ)
เนื้อหาหลัก:
- หลักพื้นฐานของความพอดีและความคลาดเคลื่อน:คำจำกัดความของความคลาดเคลื่อนของมิติ ความเบี่ยงเบน และประเภทความพอดี
- เกรดไอที:ตั้งแต่ IT01, IT0, IT1 ถึง IT18 — ยิ่งตัวเลขเกรดต่ำ ความแม่นยำก็จะสูง
- ความเบี่ยงเบนพื้นฐาน:ขีดจำกัดเหนือหรือต่ำกว่าขนาดที่กำหนดสำหรับรูหรือเพลา
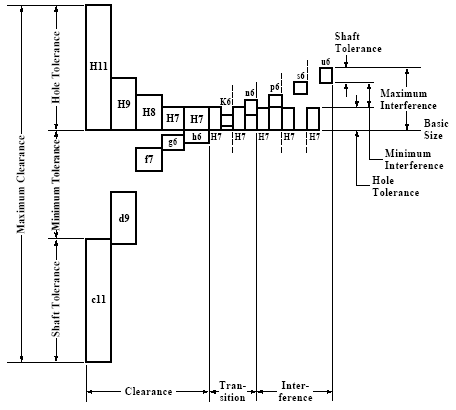
- หมวดหมู่ที่พอดี: การปรับแต่งระยะห่าง การปรับแต่งช่วงเปลี่ยนผ่าน และการปรับแต่งการรบกวน
มอก.286-2:2010 – ระบบ ISO ของขีดจำกัดและความพอดี — ส่วนที่ 2: ตารางเกรดความคลาดเคลื่อนมาตรฐานและความเบี่ยงเบนขีดจำกัดสำหรับรูและเพลา
🔗 ดาวน์โหลดตารางอ้างอิงฉบับเต็ม: ISO 286-2:2010 PDF (ภาษาอังกฤษ)
ช่วงขนาดที่ใช้ได้: 0 ถึง 4000 มม.
เนื้อหาหลัก:
- ตารางเกรดความคลาดเคลื่อนมาตรฐาน:ค่าความคลาดเคลื่อนตามช่วงขนาดที่กำหนด
- ตารางค่าเบี่ยงเบนจำกัด:ค่าความเบี่ยงเบนบนและล่างสำหรับการรวมรู/เพลาตามประเภทความพอดี
2.0ข้อกำหนดหลักของ ISO 286
ISO 286 กำหนดแนวทางเชิงระบบในการจัดระดับความคลาดเคลื่อนของรูและเพลา โดยให้ตารางแสดงค่ามาตรฐาน แนวทางนี้มักใช้ในการผลิตแบบลบ (เช่น การตัดเฉือนด้วยเครื่อง CNC) เพื่อควบคุมความแม่นยำของมิติเชิงเส้น โดยเฉพาะอย่างยิ่งสำหรับคุณลักษณะที่ไม่ได้กำหนดความคลาดเคลื่อนแยกกันในภาพวาดทางวิศวกรรม
2.1การใช้งานทั่วไป
- ลักษณะทรงกระบอก:เช่นเพลาและรูที่ต้องมีความพอดีที่แม่นยำ
- พื้นผิวขนาน:เพื่อควบคุมระยะห่างที่สำคัญระหว่างส่วนประกอบ
เกรดไอที (เกรดความคลาดเคลื่อนสากล)
| ช่วงเกรด | IT01, IT0, IT1 ถึง IT18 (ขยายเป็น IT20+ ในกรณีพิเศษ) |
| ความแม่นยำ | ตัวเลขเกรด IT ที่ต่ำลงสอดคล้องกับค่าความคลาดเคลื่อนที่เข้มงวดยิ่งขึ้น |
| กฎหลัก | เกรด IT ทุก ๆ 5 เกรดจะเพิ่มแบนด์วิดท์ความคลาดเคลื่อนประมาณ 10 เท่า |
ความคลาดเคลื่อนและการกำหนดความพอดี
ISO 286 ใช้การผสมผสานของ ตัวอักษรและตัวเลข เพื่อกำหนดรายละเอียดให้เหมาะสม:
จดหมาย: ระบุตำแหน่งเบี่ยงเบนพื้นฐาน (ตัวพิมพ์ใหญ่ = รู, ตัวพิมพ์เล็ก = เพลา)
ตัวเลข: หมายถึงเกรดไอที
สัญลักษณ์ค่าเบี่ยงเบนพื้นฐานทั่วไป:
- เอช, จี, เอฟ, เจเอสสำหรับหลุม (ตัวพิมพ์ใหญ่)
- เอช, เอฟ, จี, เค, เอ็น, พีสำหรับเพลา (ตัวพิมพ์เล็ก)
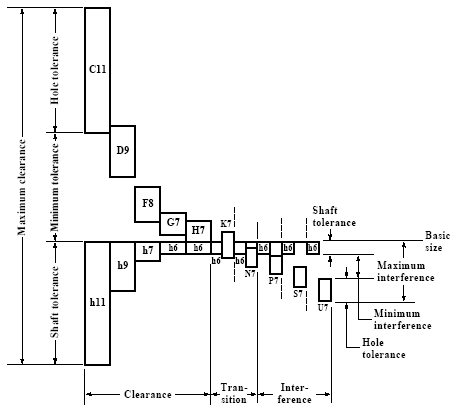
ประเภทของความพอดี
| ประเภทที่พอดี | คำอธิบาย | ตัวอย่าง |
| พอดีตัว | ประกอบง่าย มีช่องว่างที่มองเห็นได้ | เอช7/จี6 |
| ความพอดีในการเปลี่ยนผ่าน | อาจส่งผลให้เกิดการเคลียร์หรือการรบกวนเล็กน้อย | เอช7/เค6 |
| การรบกวนพอดี | ต้องใช้แรงกดหรือแรงในการประกอบ | เอช7/พี6 |
ISO 286 กำหนดการรวมกันที่เหมาะสมของเกรดความคลาดเคลื่อนและความเบี่ยงเบนพื้นฐานสำหรับประเภทความพอดีแต่ละประเภท
ตัวอย่างค่าความคลาดเคลื่อนของเกรด IT (เป็น µm)
| ช่วงขนาดที่กำหนด (มม.) | ไอที6 | ไอที 7 | มัน8 |
| 50 – 80 | 19 | 30 | 46 |
| 80 – 120 | 22 | 35 | 54 |
| 120 – 180 | 25 | 40 | 63 |
| 250 – 315 | 32 | 52 | 81 |
ตัวอย่าง:IT6 = 19 µm หมายถึงโซนความคลาดเคลื่อนรวมกว้าง 19 ไมครอน ขีดจำกัดบน/ล่างจริงขึ้นอยู่กับรหัสความคลาดเคลื่อนที่ใช้
🔗 หากต้องการดูรายการความคลาดเคลื่อนของแท่งกลมมาตรฐานครบถ้วนตามขนาดและเกรด โปรดดาวน์โหลดเอกสารอ้างอิงฉบับเต็ม: ความคลาดเคลื่อนของแท่งกลม ISO (PDF)
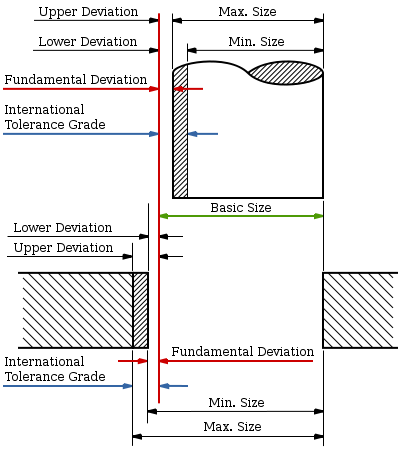
2.2คำศัพท์หลักใน ISO 286
| ภาคเรียน | คำนิยาม |
| ขนาดที่กำหนด | ขนาดเป้าหมายที่ระบุไว้บนภาพวาด |
| ขนาดจริง | ขนาดที่วัดได้หลังการผลิต |
| ขีดจำกัดบน | ขนาดสูงสุดที่อนุญาต |
| ขีดจำกัดล่าง | ขนาดขั้นต่ำที่อนุญาต |
| ความอดทน | ความแตกต่างระหว่างขอบเขตบนและขอบเขตล่าง |
| การเบี่ยงเบนขีดจำกัด | ค่าเบี่ยงเบนสูงสุดที่อนุญาตจากขนาดที่กำหนด |
| ความเบี่ยงเบนพื้นฐาน | ความเบี่ยงเบนที่ใกล้เคียงที่สุดจากค่าปกติ กำหนดประเภทความพอดี |
2.3ความคลาดเคลื่อนของ ISO 286 สำหรับมิติเชิงเส้น
ตารางด้านล่างนี้แสดงขีดจำกัดความคลาดเคลื่อนของ ISO 286 สำหรับมิติเชิงเส้นโดยอิงตามช่วงมิติที่กำหนดที่แตกต่างกัน โดยแสดงเป็นไมโครเมตร (µm)
| ชื่อนาม มิติ พิสัย (มม.) |
ไอเอสโอ 286—นานาชาติ ความอดทน เกรด(ไอที เกรด) ความคลาดเคลื่อนเป็นไมโครเมตร (μm) |
|||
| เกิน | ขึ้น ถึง | ไอที6 | ไอที 7 | มัน8 |
| 0 | 3 | 6 | 10 | 14 |
| 3 | 6 | 8 | 12 | 18 |
| 6 | 10 | 9 | 15 | 22 |
| 10 | 18 | 11 | 18 | 27 |
| 18 | 30 | 13 | 21 | 33 |
| 30 | 50 | 16 | 25 | 39 |
| 50 | 80 | 19 | 30 | 46 |
| 80 | 120 | 22 | 35 | 54 |
| 120 | 180 | 25 | 50 | 63 |
| 180 | 250 | 29 | 46 | 72 |
| 250 | 315 | 32 | 52 | 81 |
| 315 | 400 | 36 | 57 | 89 |
| 400 | 500 | 40 | 63 | 97 |
| 500 | 630 | 44 | 70 | 110 |
| 630 | 800 | 50 | 80 | 125 |
| 800 | 1,000 | 56 | 90 | 140 |
| 1,000 | 1,250 | 66 | 105 | 165 |
| 1,250 | 1,600 | 78 | 125 | 195 |
| 1,600 | 2,000 | 92 | 150 | 230 |
| 2,000 | 2,500 | 110 | 175 | 280 |
| 2,500 | 3,150 | 135 | 210 | 330 |
สำหรับขนาดที่กำหนดระหว่าง 50 มม. ถึง 80 มม. เมื่อใช้เกรดความคลาดเคลื่อน ISO 286 IT6 ค่าเบี่ยงเบนที่อนุญาตคือ ±19 µm
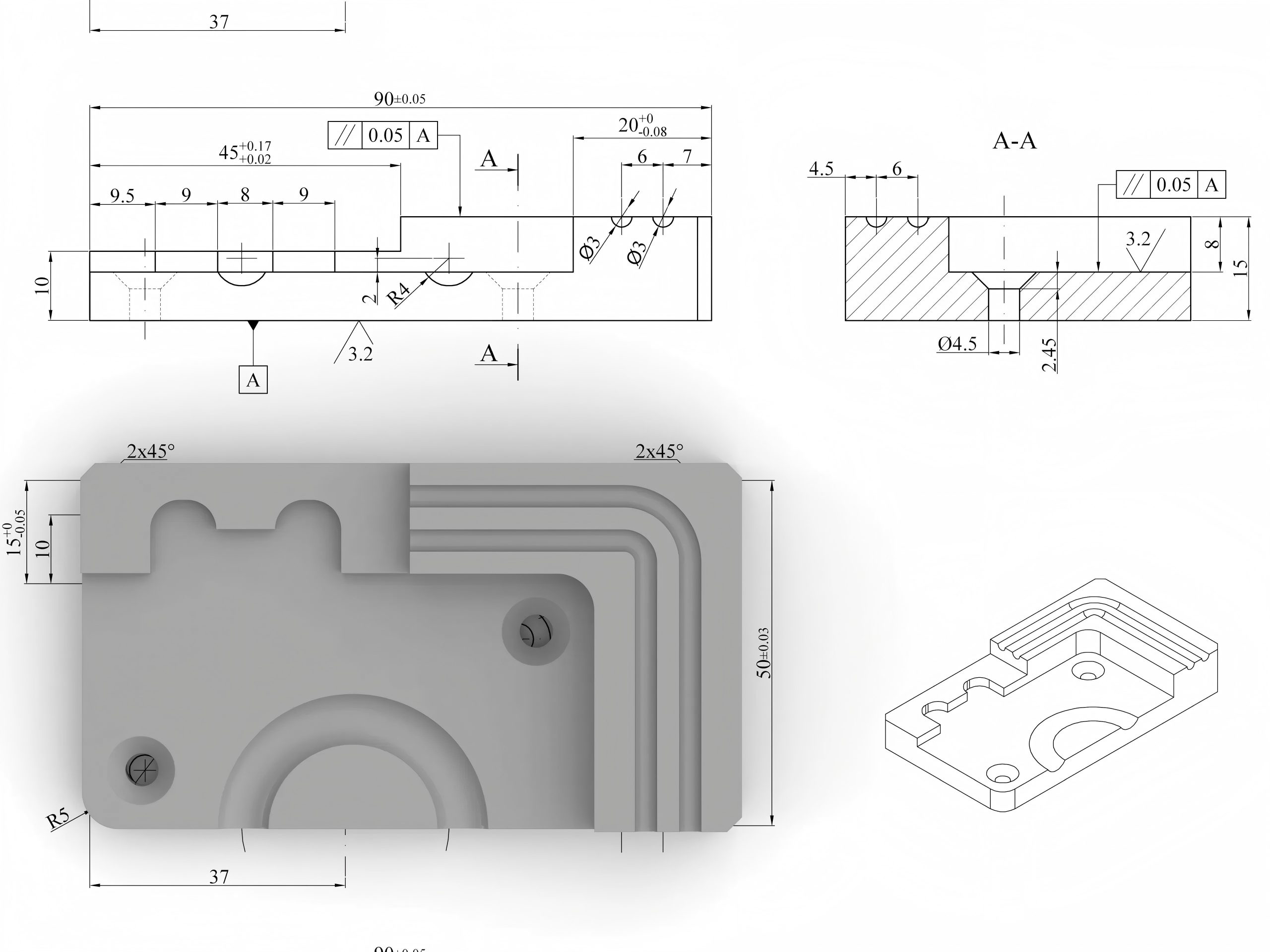
2.4ISO 286 และการกำหนดขนาดและความคลาดเคลื่อนทางเรขาคณิต (GD&T)
การกำหนดขนาดและความคลาดเคลื่อนทางเรขาคณิต (GD&T) เป็นภาษาเชิงสัญลักษณ์ที่ใช้เพื่อกำหนดรูปทรงเรขาคณิตและการเปลี่ยนแปลงที่ยอมรับได้ในคุณลักษณะของชิ้นส่วน ซึ่งแตกต่างจากความคลาดเคลื่อนเชิงเส้นที่มุ่งเน้นเฉพาะขนาด GD&T จะควบคุมความสัมพันธ์ทางเรขาคณิตระหว่างคุณลักษณะต่างๆ เพื่อให้แน่ใจว่าฟังก์ชันและการประกอบจะเหมาะสม
GD&T อยู่ภายใต้การควบคุมของ:
- ระบบการจัดการสิ่งแวดล้อม ISO 1101– ข้อมูลจำเพาะผลิตภัณฑ์เชิงเรขาคณิต (GPS)
- ใบรับรองมาตรฐาน ASME Y14.5– มาตรฐาน GD&T ของอเมริกาเหนือ
หมวดหมู่ความคลาดเคลื่อนของ GD&T
| หมวดหมู่ | คำอธิบาย |
| ความคลาดเคลื่อนของแบบฟอร์ม | ควบคุมรูปทรงเรขาคณิต (เช่น ความเรียบ ความกลม ความตรง) |
| ความคลาดเคลื่อนของการวางแนว | ควบคุมความเป็นมุมและการจัดตำแหน่ง (เช่น ความขนาน ความตั้งฉาก) |
| ความอดทนของตำแหน่ง | ควบคุมตำแหน่งของคุณสมบัติ (เช่น การวางรู) |
| ความคลาดเคลื่อนในการวิ่งออก | ควบคุมพฤติกรรมการหมุนของชิ้นส่วน (เช่น การสั่นไหว ความศูนย์กลางร่วมกัน) |
GD&T เหมาะอย่างยิ่งสำหรับ คุณสมบัติที่สำคัญของฟังก์ชัน ซึ่งต้องมีการประกอบที่แม่นยำเพื่อให้มั่นใจถึงประสิทธิภาพและความน่าเชื่อถือ
2.5ISO 286 ในการใช้งานจริง
การใช้งานประกอบด้วย:
- การระบุค่าความคลาดเคลื่อน:นักออกแบบกำหนดระดับความคลาดเคลื่อน (เช่น H11, JS11, c11) สำหรับรูและเพลาเพื่อควบคุมความเบี่ยงเบนของขนาด
- การเลือกพอดี:วิศวกรอ้างอิงตาราง ISO 286 เพื่อเลือกขนาดที่เหมาะสม (ระยะห่าง การเปลี่ยนผ่าน การรบกวน)
- การตรวจสอบและประกันคุณภาพ:ผู้ตรวจสอบใช้เกณฑ์ ISO 286 สำหรับการตัดสินใจดำเนินการหรือไม่ดำเนินการ และการควบคุมกระบวนการทางสถิติ
- เครื่องมือและการวัด:รับประกันความเข้ากันได้กับเครื่องมือตัดและเกจวัดมาตรฐาน
- ความสามารถในการใช้แทนกันได้:ทำให้ชิ้นส่วนจากแหล่งต่าง ๆ เข้ากันได้และทำงานได้อย่างถูกต้อง
- ความเข้ากันได้ทั่วโลก:รองรับความสอดคล้องและความเข้ากันได้ของผลิตภัณฑ์ในห่วงโซ่อุปทานระหว่างประเทศ
3.0การเปรียบเทียบ GD&T และการวัดความคลาดเคลื่อนแบบดั้งเดิม (ISO 286)
GD&T ปรับปรุงและเสริม ISO 286 ด้วยการนำการควบคุมทางเรขาคณิตมาใช้ ในขณะที่ ISO 286 เน้นที่ขนาดและความพอดี GD&T จะควบคุมรูปแบบ ทิศทาง และความแม่นยำของตำแหน่ง
3.1เมื่อใดจึงควรเลือก GD&T หรือความคลาดเคลื่อนเชิงเส้นแบบดั้งเดิม?
| ด้าน | ความคลาดเคลื่อนเชิงเส้นแบบดั้งเดิม (ISO 286) | มาตรฐาน GD&T (ISO 1101) |
| การควบคุมโฟกัส | ขนาดและความพอดี | เรขาคณิต: รูปร่าง ทิศทาง ตำแหน่ง |
| ความซับซ้อน | เรียบง่ายและง่ายต่อการตีความ | ซับซ้อน ต้องมีการฝึกอบรม |
| วิธีการตรวจสอบ | เกจวัด,ไมโครมิเตอร์ | CMM, เครื่องวัดแบบดิจิตอล |
| การจัดการต้นทุน | เหมาะสำหรับการควบคุมต้นทุนการกลึงหยาบ | กำหนดเป้าหมายคุณสมบัติที่สำคัญเพื่อความแม่นยำ |
| กรณีการใช้งานที่ดีที่สุด | ชิ้นส่วนโครงสร้างที่ไม่สำคัญ | ส่วนประกอบที่มีฟังก์ชันการทำงานและมีความแม่นยำสูง |
3.2ข้อดีและข้อจำกัดของ GD&T
ข้อดี:
- ควบคุมคุณสมบัติที่สำคัญอย่างแม่นยำเพื่อปรับปรุงความพอดีและความน่าเชื่อถือ
- ลดความคลุมเครือในการตีความ ชี้แจงเจตนาในการออกแบบให้ชัดเจน
- ความคลาดเคลื่อนที่ยืดหยุ่นกว่าสามารถนำไปใช้กับคุณสมบัติที่ไม่สำคัญ ซึ่งจะช่วยลดต้นทุน
- เข้ากันได้กับ CMM สมัยใหม่และระบบตรวจสอบอัตโนมัติ
ข้อจำกัด:
- จำเป็นต้องมีการฝึกอบรมเฉพาะทางและทักษะการตีความ
- วิธีการตรวจสอบที่ซับซ้อนมากขึ้นอาจเพิ่มต้นทุนการควบคุมคุณภาพ
- การใช้งานมากเกินไปหรือใช้ผิดวิธีอาจทำให้การผลิตมีความซับซ้อนและล่าช้า
4.0ISO 286 เทียบกับ GD&T
| คุณสมบัติ | มาตรฐาน ISO 286 | จีดีแอนด์ที |
| การควบคุมโฟกัส | ความพอดีของรู/เพลา ความคลาดเคลื่อนของมิติ | รูปทรง ทิศทาง ตำแหน่ง การวิ่งออก |
| รูปแบบสัญลักษณ์ | ตัวอักษร + เกรด IT (เช่น H7/h6) | กรอบควบคุมคุณสมบัติ + สัญลักษณ์ (เช่น ⊥, ⌀) |
| ขอบเขตการใช้งาน | มิติเชิงเส้น, เลื่อน/กดพอดี | ฟังก์ชันที่สำคัญ เรขาคณิตที่ซับซ้อน |
| เจตนาในการออกแบบ | ความสามารถในการเปลี่ยนและพอดี | ฟังก์ชันการทำงานและประสิทธิภาพการทำงาน |
ในทางปฏิบัติ มักใช้ ISO 286 และ GD&T ร่วมกันเพื่อสร้างระบบควบคุมที่ครอบคลุมทั้งในด้านขนาดและรูปทรงเรขาคณิต
4.1การสะสมความคลาดเคลื่อนและข้อผิดพลาดที่สะสม
ในการประกอบ ความคลาดเคลื่อนหลายค่าอาจรวมกันและนำไปสู่ ข้อผิดพลาดสะสมที่เรียกว่า การสะสมความอดทน.
วิศวกรดำเนินการ การวิเคราะห์ความทนทาน (เช่น วิธีทางสถิติในกรณีเลวร้ายที่สุด) เพื่อคาดการณ์ความเบี่ยงเบนทั้งหมดและให้แน่ใจว่าการประกอบขั้นสุดท้ายทำงานได้
🔗 สำหรับชุดค่าเบี่ยงเบนของเพลา/รูแบบละเอียดที่ใช้ในการเว้นระยะห่าง การเปลี่ยนผ่าน และการรบกวน โปรดดูแผนภูมิเต็ม: ความคลาดเคลื่อนของ ISO สำหรับรูและเพลา (PDF)
ISO 286 มอบกรอบงานที่เชื่อถือได้สำหรับช่วงเริ่มต้น การเพิ่มประสิทธิภาพการออกแบบและการวางแผนความคลาดเคลื่อน.
4.2ISO 2768 เทียบกับ ISO 286: ความแตกต่างที่สำคัญ
| หมวดหมู่ | ISO 2768 (ความคลาดเคลื่อนทั่วไป) | ISO 286 (ข้อจำกัดและความเหมาะสม) |
| ขอบเขตการใช้งาน | มิติเชิงเส้น/เชิงมุมทั่วไป | รูและเพลาพอดีกับค่าเบี่ยงเบนที่กำหนดไว้ |
| ประเภทความคลาดเคลื่อน | ความคลาดเคลื่อนของขนาดทั่วไป มุม และรูปร่าง | ค่าความคลาดเคลื่อนที่เหมาะสม (ระยะห่าง ฯลฯ) |
| ระดับชั้น | ละเอียด, ปานกลาง, หยาบ, หยาบมาก | H7/h6, H11/c11 ฯลฯ |
| กรณีการใช้งาน | ขนาดที่ไม่สำคัญ, ภาพวาดที่เรียบง่าย | ความพอดีที่แม่นยำ การส่งกำลัง การประกอบที่สำคัญ |
| วิธีการเขียนสัญลักษณ์ | ใช้ค่าความคลาดเคลื่อนเริ่มต้นทั่วโลก | ต้องมีการระบุความเหมาะสมอย่างชัดเจนต่อคุณลักษณะแต่ละอย่าง |
5.0บทสรุป
- ไอเอสโอ 286 ให้กรอบการทำงานที่ได้รับการยอมรับทั่วโลกสำหรับข้อจำกัดและความเหมาะสมในการประกอบเชิงกล
- จีดีแอนด์ทีขยายการควบคุมไปสู่ความสัมพันธ์ทางเรขาคณิต ช่วยให้มีความแม่นยำและประสิทธิภาพการทำงาน
- ฉันดังนั้น 2768 นำเสนอแนวทางที่เรียบง่ายสำหรับการปรับค่าความคลาดเคลื่อนของชิ้นส่วนที่ไม่สำคัญ
- วิศวกรควรใช้มาตรฐานเหล่านี้โดยพิจารณาอย่างรอบคอบ ฟังก์ชัน ความต้องการในการประกอบ ต้นทุน และความซับซ้อนของการออกแบบเพื่อให้ได้ผลลัพธ์การผลิตที่เหมาะสมที่สุด
6.0ทรัพยากรที่ดาวน์โหลดได้
- ISO 286-1:2010 PDF (ภาษาอังกฤษ) – พื้นฐานของความคลาดเคลื่อน ความเบี่ยงเบน และความพอดีภายใต้ระบบรหัส ISO สำหรับขนาดเชิงเส้น
- ISO 286-2:2010 PDF (ภาษาอังกฤษ) – ตารางมาตรฐานเกรดความคลาดเคลื่อนและค่าเบี่ยงเบนจำกัดสำหรับรูและเพลา
- ความคลาดเคลื่อนของ ISO สำหรับรูและเพลา (PDF) – ตารางค่าเบี่ยงเบนเชิงปฏิบัติสำหรับความพอดีทั่วไป
- ความคลาดเคลื่อนของแท่งกลม ISO (PDF) – ค่าความคลาดเคลื่อนตามขนาดเส้นผ่านศูนย์กลางและเกรดของเพลา