

ในการตัดโลหะ การเลือกใช้น้ำมันหล่อเย็นที่เหมาะสมมีผลโดยตรงต่อแรงตัด อุณหภูมิในการตัด การสึกหรอของเครื่องมือ การเสียรูปเนื่องจากความร้อนของชิ้นงาน และคุณภาพโดยรวมของการตัดเฉือน
น้ำมันหล่อเย็นตัดโลหะที่เหมาะสมไม่เพียงแต่ช่วยยืดอายุการใช้งานของเครื่องมือ แต่ยังช่วยเพิ่มประสิทธิภาพในการตัดเฉือนและคุณภาพผิวงาน ทำให้เป็นองค์ประกอบสำคัญในการวางแผนและเพิ่มประสิทธิภาพกระบวนการผลิต
1.0หน้าที่หลักของน้ำมันหล่อเย็นสำหรับตัดโลหะคืออะไร?
1.1ระบบทำความเย็น:
ในระหว่างการตัดเฉือน การเสียรูปพลาสติกของวัสดุและแรงเสียดทานระหว่างเครื่องมือ ชิ้นงาน และเศษโลหะ ก่อให้เกิดความร้อนจำนวนมาก น้ำมันหล่อเย็นสำหรับการตัดเฉือนโลหะจะช่วยระบายความร้อนนี้ออกจากบริเวณการตัดผ่านการไหลอย่างต่อเนื่อง ลดอุณหภูมิในการตัด ลดการสึกหรอของเครื่องมือ และจำกัดการเสียรูปจากความร้อนของชิ้นงาน ประสิทธิภาพการระบายความร้อนของน้ำมันหล่อเย็นขึ้นอยู่กับคุณสมบัติการไหล ความจุความร้อนจำเพาะ สัมประสิทธิ์การถ่ายเทความร้อน และความร้อนแฝงของการระเหยเป็นหลัก
1.2การหล่อลื่น:
น้ำมันหล่อเย็นสำหรับการตัดจะสร้างฟิล์มหล่อลื่นระหว่างหน้าตัดและด้านข้างของเครื่องมือตัดกับชิ้นงานหรือเศษวัสดุ ช่วยลดการสัมผัสโดยตรง แรงเสียดทาน และการยึดเกาะของวัสดุ ซึ่งจะช่วยปรับปรุงสภาพการตัดและเพิ่มคุณภาพผิวงาน เพื่อให้การหล่อลื่นมีประสิทธิภาพ น้ำมันหล่อเย็นควรมีคุณสมบัติในการแทรกซึมที่ดีและมีความแข็งแรงของฟิล์มน้ำมันเพียงพอ เพื่อให้ฟิล์มหล่อลื่นคงตัวภายใต้อุณหภูมิสูง ความดันสูง และแรงเสียดทานรุนแรง
1.3การทำความสะอาด:
กระบวนการตัดเฉือนโลหะก่อให้เกิดเศษโลหะ อนุภาคโลหะ และเศษผงละเอียด โดยเฉพาะอย่างยิ่งในกระบวนการเจียร เม็ดขัดจะหลุดออกจากล้อเจียรอย่างต่อเนื่อง น้ำมันหล่อลื่นสำหรับตัดโลหะจะช่วยชะล้างสิ่งปนเปื้อนเหล่านี้ออกจากพื้นผิวของเครื่องมือและชิ้นงาน ป้องกันการเกาะติดของเศษโลหะ การอุดตันของทางระบายเศษโลหะ หรือการเกิดรอยขีดข่วนบนพื้นผิวที่เสร็จแล้ว ด้วยเหตุนี้ น้ำมันหล่อลื่นจึงต้องมีคุณสมบัติการไหลที่ดี และต้องจ่ายด้วยแรงดันและอัตราการไหลที่เหมาะสม
1.4การป้องกันการกัดกร่อน:
น้ำมันหล่อเย็นสำหรับตัดโลหะควรมีคุณสมบัติป้องกันสนิมและการกัดกร่อนสำหรับชิ้นงาน เครื่องมือตัด และชิ้นส่วนเครื่องจักรด้วย ประสิทธิภาพในการป้องกันสนิมขึ้นอยู่กับส่วนประกอบของน้ำมันพื้นฐาน และชนิดและความเข้มข้นของสารยับยั้งการกัดกร่อนที่ใช้
2.0ประเภทของน้ำมันหล่อเย็นสำหรับตัดโลหะที่ใช้กันทั่วไป
2.1สารละลายในน้ำ:
สารละลายในน้ำใช้น้ำเป็นส่วนประกอบหลักและให้ประสิทธิภาพในการระบายความร้อนและการทำความเย็นที่ดีเยี่ยม อย่างไรก็ตาม น้ำเพียงอย่างเดียวมีคุณสมบัติในการหล่อลื่นไม่ดีและอาจก่อให้เกิดการกัดกร่อนได้ง่าย ในการใช้งานจริง จึงมีการเติมสารยับยั้งการเกิดสนิม สารลดแรงตึงผิว และสารหล่อลื่นลงในน้ำ เพื่อรักษาประสิทธิภาพในการระบายความร้อน พร้อมทั้งให้การหล่อลื่นขั้นพื้นฐานและการป้องกันการกัดกร่อน
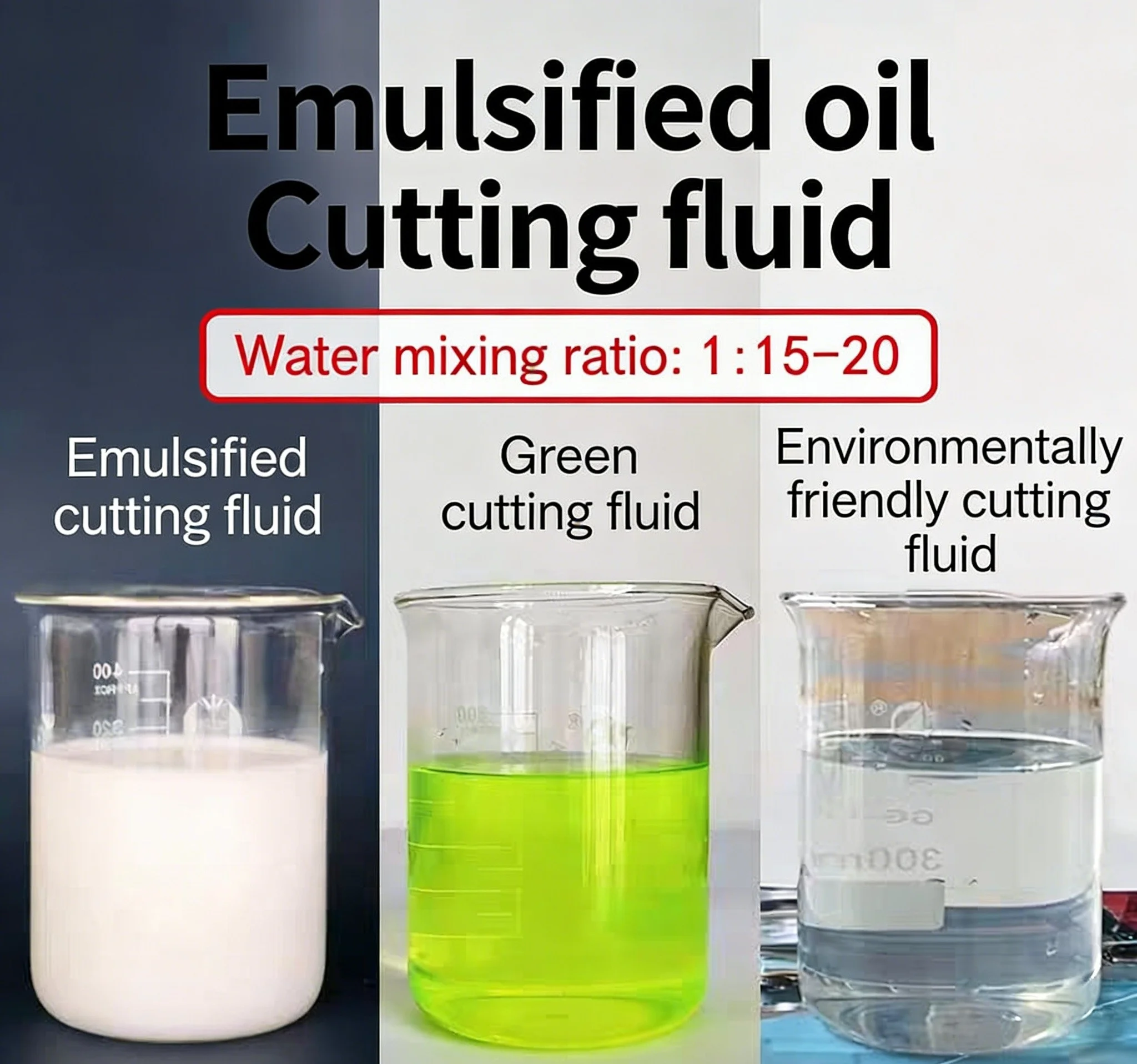
2.2อิมัลชัน:
อิมัลชันผลิตขึ้นโดยการเจือจางน้ำมันที่สามารถทำให้เกิดอิมัลชันได้ด้วยน้ำประมาณ 95%–98% ทำให้มีลักษณะขุ่นหรือกึ่งโปร่งใส อิมัลชันให้ประสิทธิภาพการระบายความร้อนที่ดี แต่การหล่อลื่นและความต้านทานการกัดกร่อนค่อนข้างจำกัด โดยการผสมสารหล่อลื่น สารเพิ่มแรงดันสูง และสารยับยั้งการกัดกร่อน อิมัลชันสามารถพัฒนาเป็นอิมัลชัน EP หรืออิมัลชันต้านทานสนิมเพื่อตอบสนองสภาวะการตัดเฉือนที่ต้องการความแม่นยำสูงขึ้นได้
2.3น้ำมันหล่อลื่นสำหรับการตัด:
น้ำมันหล่อลื่นสำหรับการตัดเฉือนส่วนใหญ่มีส่วนประกอบหลักเป็นน้ำมันแร่ โดยบางสูตรอาจใช้น้ำมันพืช น้ำมันสัตว์ หรือน้ำมันผสม น้ำมันแร่บริสุทธิ์มีคุณสมบัติในการหล่อลื่นจำกัด ดังนั้นจึงมักมีการเติมสารเพิ่มความลื่น สารเพิ่มแรงดันสูง และสารยับยั้งการกัดกร่อน เพื่อเพิ่มประสิทธิภาพในการหล่อลื่นและต้านทานการสึกหรอ น้ำมันหล่อลื่นสำหรับการตัดเฉือนเหมาะอย่างยิ่งสำหรับงานตัดเฉือนหนักและการใช้งานที่เกี่ยวข้องกับสภาวะการหล่อลื่นแบบจำกัด
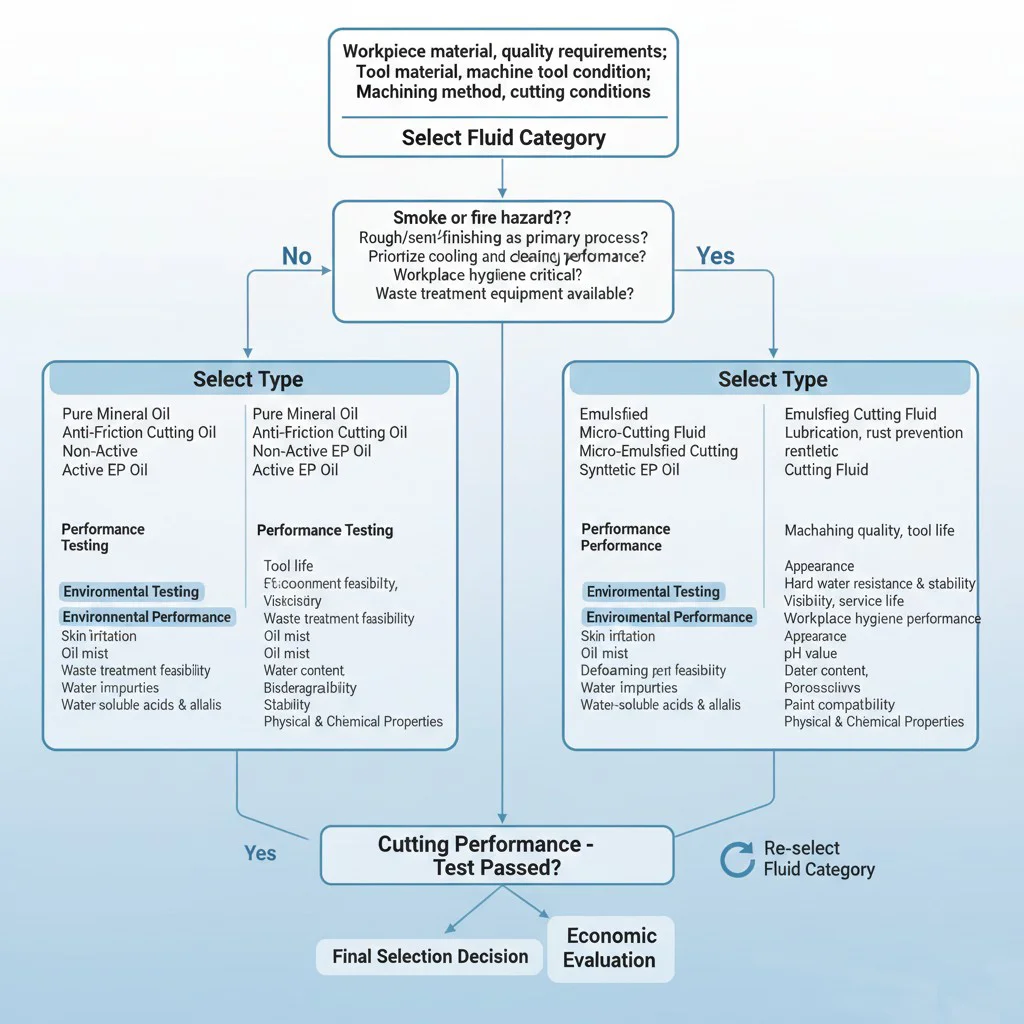
3.0หลักการในการเลือกใช้น้ำมันหล่อเย็นสำหรับการตัดโลหะ
3.1การเลือกโดยพิจารณาจากวัสดุของชิ้นงาน:
เมื่อทำการตัดเฉือนวัสดุที่อ่อนตัวได้ เช่น เหล็ก โดยทั่วไปแล้วจำเป็นต้องใช้น้ำมันหล่อเย็นสำหรับโลหะ เมื่อทำการตัดเฉือนวัสดุที่เปราะ เช่น เหล็กหล่อหรือทองสัมฤทธิ์ มักจะสามารถใช้การตัดแบบแห้งได้ สำหรับวัสดุที่ตัดเฉือนยาก เช่น เหล็กกล้าความแข็งแรงสูงและโลหะผสมอุณหภูมิสูง แนะนำให้ใช้น้ำมันตัดเฉือนแรงดันสูงหรืออิมัลชัน EP เมื่อทำการตัดเฉือนทองแดง อลูมิเนียม และโลหะผสมอลูมิเนียม สามารถใช้อิมัลชัน 10%–20% หรือน้ำมันก๊าดเพื่อให้ได้ผิวสำเร็จที่ดีขึ้น เมื่อทำการตัดเฉือนโลหะผสมแมกนีเซียม ควรหลีกเลี่ยงน้ำมันหล่อเย็นที่มีส่วนประกอบของน้ำเพื่อป้องกันความเสี่ยงจากการติดไฟ


3.2การคัดเลือกโดยพิจารณาจากวัสดุของเครื่องมือ:
เครื่องมือเหล็กกล้าความเร็วสูงมีความทนทานต่อความร้อนค่อนข้างต่ำ และควรใช้ร่วมกับน้ำมันหล่อลื่นในการตัด
- การกลึงหยาบ: การระบายความร้อนควรเป็นสิ่งสำคัญอันดับแรก
- การตกแต่งผิวงาน: การหล่อลื่นควรเป็นสิ่งสำคัญอันดับแรก เครื่องมือคาร์ไบด์มีความทนทานต่อความร้อนได้ดีกว่า และมักสามารถใช้งานได้โดยไม่ต้องใช้น้ำมันหล่อเย็น
- เมื่อจำเป็นต้องใช้น้ำมันหล่อลื่นในการตัด ควรเลือกใช้สารละลายที่มีน้ำเป็นส่วนประกอบหลักหรืออิมัลชันที่มีความเข้มข้นต่ำ
- ควรใช้สารหล่อลื่นในการตัดอย่างต่อเนื่องเพื่อหลีกเลี่ยงการเปลี่ยนแปลงอุณหภูมิอย่างฉับพลันและการแตกร้าวของเครื่องมือที่อาจเกิดขึ้นจากการร้อนและเย็นสลับกัน
3.3การคัดเลือกโดยพิจารณาจากวิธีการขึ้นรูปชิ้นงาน:
การทำงานที่มีแรงเสียดทานสูง เช่น การเจาะ การคว้าน การตอกเกลียว และการเจาะรู ควรใช้สารหล่อลื่นประเภทอิมัลชัน อิมัลชัน EP หรือน้ำมันตัด EP เครื่องมือที่มีมูลค่าสูงและมีอายุการใช้งานจำกัด เช่น เครื่องมือขึ้นรูปและเครื่องมือตัดเฟือง เหมาะกับน้ำมันตัด EP มากกว่า การเจียรทำให้เกิดอุณหภูมิสูงและเศษผงละเอียด จึงต้องการการระบายความร้อนและการทำความสะอาดที่ดีกว่า โดยทั่วไปจะใช้สารหล่อลื่นประเภทอิมัลชัน
3.4การคัดเลือกโดยพิจารณาจากข้อกำหนดด้านการผลิต:
การกลึงหยาบเกี่ยวข้องกับพารามิเตอร์การตัดที่สูงและการเกิดความร้อนสูง การระบายความร้อนจึงเป็นสิ่งสำคัญ และแนะนำให้ใช้น้ำมันหล่อลื่นแบบอิมัลชันความเข้มข้นต่ำของ 3%–5% ส่วนการกลึงละเอียดจะเน้นความแม่นยำของขนาดและคุณภาพของพื้นผิว การหล่อลื่นจึงมีความสำคัญมากกว่า และควรใช้น้ำมันหล่อลื่น EP หรือน้ำมันหล่อลื่นแบบอิมัลชัน EP ความเข้มข้นสูง เพื่อลดการเกิดคราบสะสมที่ขอบคมตัด
4.0วิธีการใช้งานน้ำมันหล่อเย็นสำหรับการตัดโลหะ
ในการปฏิบัติงานตัดเฉือนโลหะ น้ำมันหล่อลื่นสำหรับการตัดเฉือนโลหะมักถูกใช้ด้วยวิธีการดังต่อไปนี้:
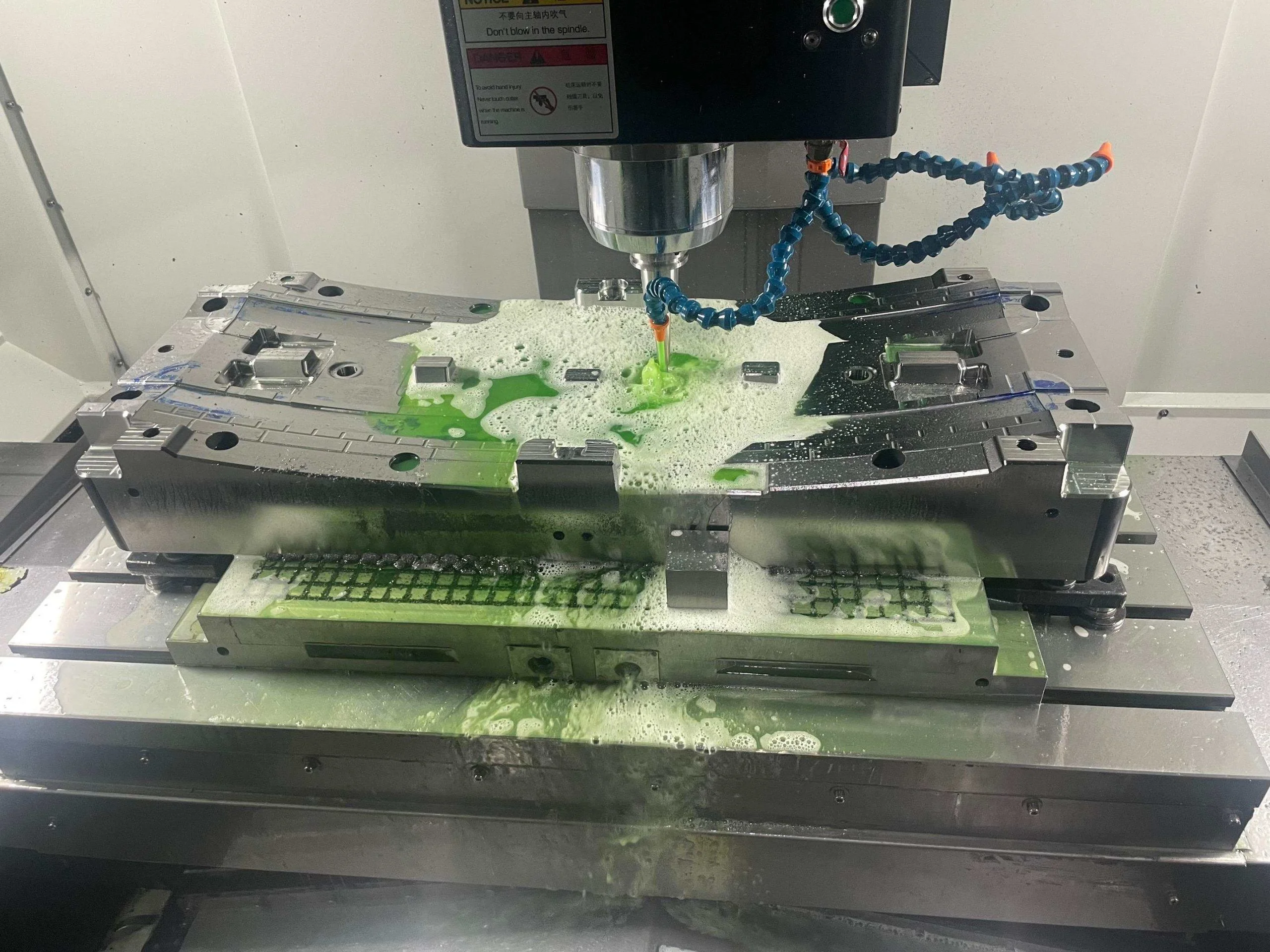
- การระบายความร้อนด้วยน้ำท่วม
- การระบายความร้อนด้วยแรงดันสูง
- การระบายความร้อนด้วยละอองน้ำ
วิธีการใช้งานที่เหมาะสมควรพิจารณาจากโครงสร้างของเครื่องมือกล กระบวนการตัดเฉือน และพารามิเตอร์การตัด
5.0คำถามที่พบบ่อย (FAQ)
จำเป็นต้องใช้สารหล่อลื่นในการตัดโลหะเสมอหรือไม่?
ไม่ใช่ว่าการตัดเฉือนทุกประเภทจะต้องใช้น้ำมันหล่อเย็นเสมอไป สำหรับการตัดเฉือนวัสดุที่อ่อนตัวได้ เช่น เหล็ก น้ำมันหล่อเย็นจะช่วยลดอุณหภูมิในการตัดและลดการสึกหรอของเครื่องมือ สำหรับวัสดุที่เปราะ เช่น เหล็กหล่อและทองสัมฤทธิ์ การตัดแบบแห้งมักทำได้ อย่างไรก็ตาม สำหรับการตัดเฉือนที่มีความแม่นยำสูงหรือวัสดุที่ตัดเฉือนได้ยาก การใช้น้ำมันหล่อเย็นอย่างเหมาะสมยังคงมีความสำคัญอย่างยิ่ง
ควรเลือกใช้น้ำมันหล่อเย็นสำหรับการตัดโลหะอย่างไร โดยพิจารณาจากวัสดุของชิ้นงาน?
การเลือกใช้น้ำมันตัดควรพิจารณาจากคุณสมบัติการขึ้นรูปของวัสดุ เหล็กกล้าความแข็งแรงสูงและโลหะผสมทนความร้อนสูงควรใช้กับน้ำมันตัด EP หรืออิมัลชัน EP อะลูมิเนียม ทองแดง และโลหะผสมของโลหะเหล่านี้มักใช้อิมัลชันที่มีความเข้มข้นปานกลางถึงสูง ควรหลีกเลี่ยงน้ำมันตัดแบบน้ำเมื่อขึ้นรูปโลหะผสมแมกนีเซียม
น้ำมันหล่อลื่นสำหรับตัดโลหะส่งผลต่ออายุการใช้งานของเครื่องมืออย่างไร?
การเลือกใช้น้ำมันหล่อเย็นที่เหมาะสมจะช่วยลดอุณหภูมิและแรงเสียดทานในการตัด ลดการสึกหรอและการเกาะติด และยืดอายุการใช้งานของเครื่องมือได้อย่างมาก ในทางกลับกัน การใช้น้ำมันหล่อเย็นที่ไม่เหมาะสมอาจเร่งการสึกหรอและอาจทำให้เครื่องมือเสียหายก่อนกำหนดได้
ความแตกต่างหลักระหว่างน้ำมันหล่อลื่นสำหรับตัดโลหะและอิมัลชันคืออะไร?
น้ำมันหล่อเย็นสำหรับการตัดเฉือนมีหน้าที่หลักในการหล่อลื่นและเหมาะสำหรับสภาวะที่มีภาระสูงและการหล่อลื่นแบบเฉพาะจุด ในขณะที่น้ำมันหล่อเย็นแบบอิมัลชันเน้นประสิทธิภาพในการระบายความร้อนและเหมาะสมกว่าสำหรับการตัดเฉือนและการเจียรด้วยความเร็วสูง การเลือกใช้น้ำมันหล่อเย็นควรพิจารณาจากสภาวะการทำงานเฉพาะด้านเป็นหลัก
ความเข้มข้นของน้ำมันหล่อเย็นที่สูงขึ้นนั้นดีกว่าเสมอไปหรือไม่?
ไม่ หากความเข้มข้นต่ำเกินไป การหล่อลื่นและการป้องกันการกัดกร่อนอาจไม่เพียงพอ หากความเข้มข้นสูงเกินไป ต้นทุนจะเพิ่มขึ้น ประสิทธิภาพการระบายความร้อนอาจลดลง และผลกระทบต่อสิ่งแวดล้อมอาจแย่ลง ควรเลือกช่วงความเข้มข้นที่เหมาะสมตามกระบวนการผลิตและข้อกำหนดทางเทคนิค