

- 1.0Каковы основные функции смазочно-охлаждающих жидкостей для металлообработки?
- 2.0Распространенные типы смазочно-охлаждающих жидкостей для металлообработки
- 3.0Принципы выбора смазочно-охлаждающих жидкостей для металлообработки
- 4.0Способы применения смазочно-охлаждающих жидкостей для металлообработки
- 5.0Часто задаваемые вопросы (FAQ)
В металлообрабатывающих операциях правильный выбор смазочно-охлаждающей жидкости напрямую влияет на силы резания, температуру резания, износ инструмента, термическую деформацию заготовки и общее качество обработки.
Правильно подобранная смазочно-охлаждающая жидкость не только продлевает срок службы инструмента, но и повышает эффективность обработки и качество поверхности, что делает ее важнейшим элементом планирования и оптимизации процесса.
1.0Каковы основные функции смазочно-охлаждающих жидкостей для металлообработки?
1.1Охлаждение:
В процессе механической обработки пластическая деформация материала и трение между инструментом, заготовкой и стружкой генерируют большое количество тепла. Металлообрабатывающие жидкости отводят это тепло из зоны резания за счет непрерывного потока, снижая температуру резания, минимизируя износ инструмента и ограничивая термическую деформацию заготовки. Эффективность охлаждения смазочно-охлаждающей жидкости в основном зависит от ее текучести, удельной теплоемкости, коэффициента теплопередачи и скрытой теплоты испарения.
1.2Смазка:
Смазочно-охлаждающие жидкости образуют смазочную пленку между передней и боковой поверхностями инструмента и заготовкой или стружкой, уменьшая прямой контакт, трение и прилипание материала. Это улучшает условия резания и повышает качество поверхности. Для обеспечения эффективной смазки жидкость должна обладать хорошей проникающей способностью и достаточной прочностью масляной пленки, чтобы смазочная пленка оставалась стабильной при высоких температурах, высоком давлении и сильном трении.
1.3Уборка:
В процессе механической обработки образуются стружка, металлические частицы и мелкие обломки. В частности, при шлифовании абразивные зерна постоянно отслаиваются от шлифовального круга. Металлообрабатывающие жидкости помогают удалять эти загрязнения с поверхностей инструмента и заготовки, предотвращая прилипание стружки, засорение путей отвода стружки или царапание обработанной поверхности. Поэтому металлообрабатывающие жидкости должны обладать хорошими характеристиками текучести и подаваться под достаточным давлением и с соответствующей скоростью потока.
1.4Защита от коррозии:
Смазочно-охлаждающие жидкости для металлообработки также должны обеспечивать защиту заготовки, режущих инструментов и компонентов станка от ржавчины и коррозии. Их антикоррозионные свойства зависят от состава базовой жидкости, а также от типа и концентрации используемых ингибиторов коррозии.
2.0Распространенные типы смазочно-охлаждающих жидкостей для металлообработки
2.1Водные растворы:
Водные растворы используют воду в качестве основного компонента и обеспечивают превосходное рассеивание тепла и охлаждение. Однако сама по себе вода обладает плохими смазывающими свойствами и легко может вызывать коррозию. В практических применениях в воду добавляют ингибиторы коррозии, поверхностно-активные вещества и смазочные добавки для сохранения эффективности охлаждения, обеспечивая при этом базовую смазку и защиту от коррозии.
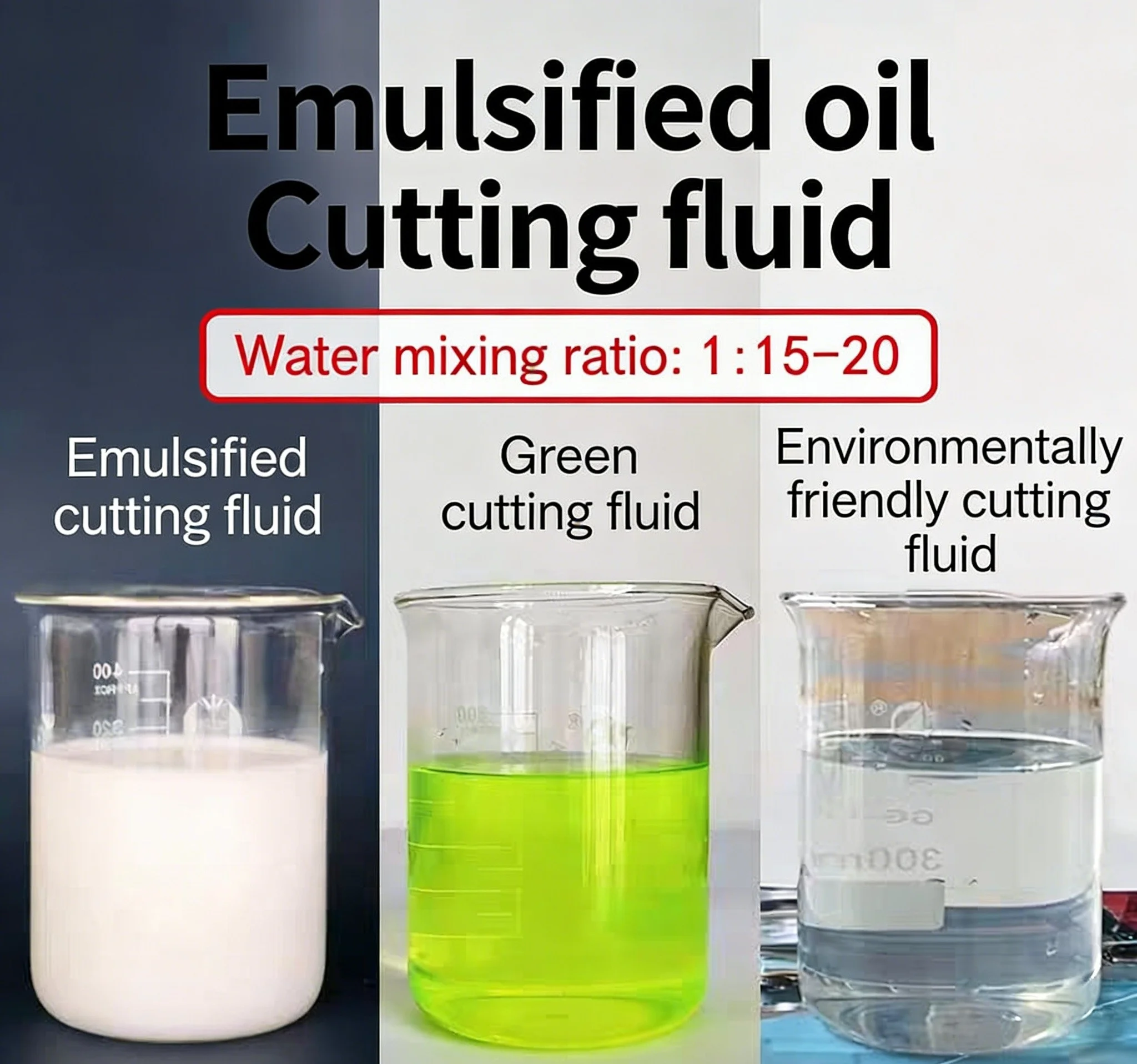
2.2Эмульсии:
Эмульсии получают путем разбавления эмульгируемых масел водой в соотношении приблизительно 951Т3Т–981Т3Т, в результате чего они приобретают молочный или полупрозрачный вид. Они обеспечивают хорошее охлаждение, но относительно ограниченную смазку и коррозионную стойкость. Путем добавления смазывающих агентов, противозадирных присадок и ингибиторов коррозии эмульсии могут быть преобразованы в противозадирные эмульсии или эмульсии, устойчивые к коррозии, для более сложных условий обработки.
2.3Смазочно-охлаждающие жидкости:
Режущие масла в основном изготавливаются на основе минеральных масел, хотя в некоторых составах используются растительные масла, животные масла или смешанные базовые масла. Чистые минеральные масла обладают ограниченными смазывающими свойствами, поэтому для повышения смазывающих свойств и износостойкости обычно добавляются присадки, обеспечивающие экстремальное давление, и ингибиторы коррозии. Режущие масла особенно подходят для тяжелых операций механической обработки и применений, связанных с условиями граничной смазки.
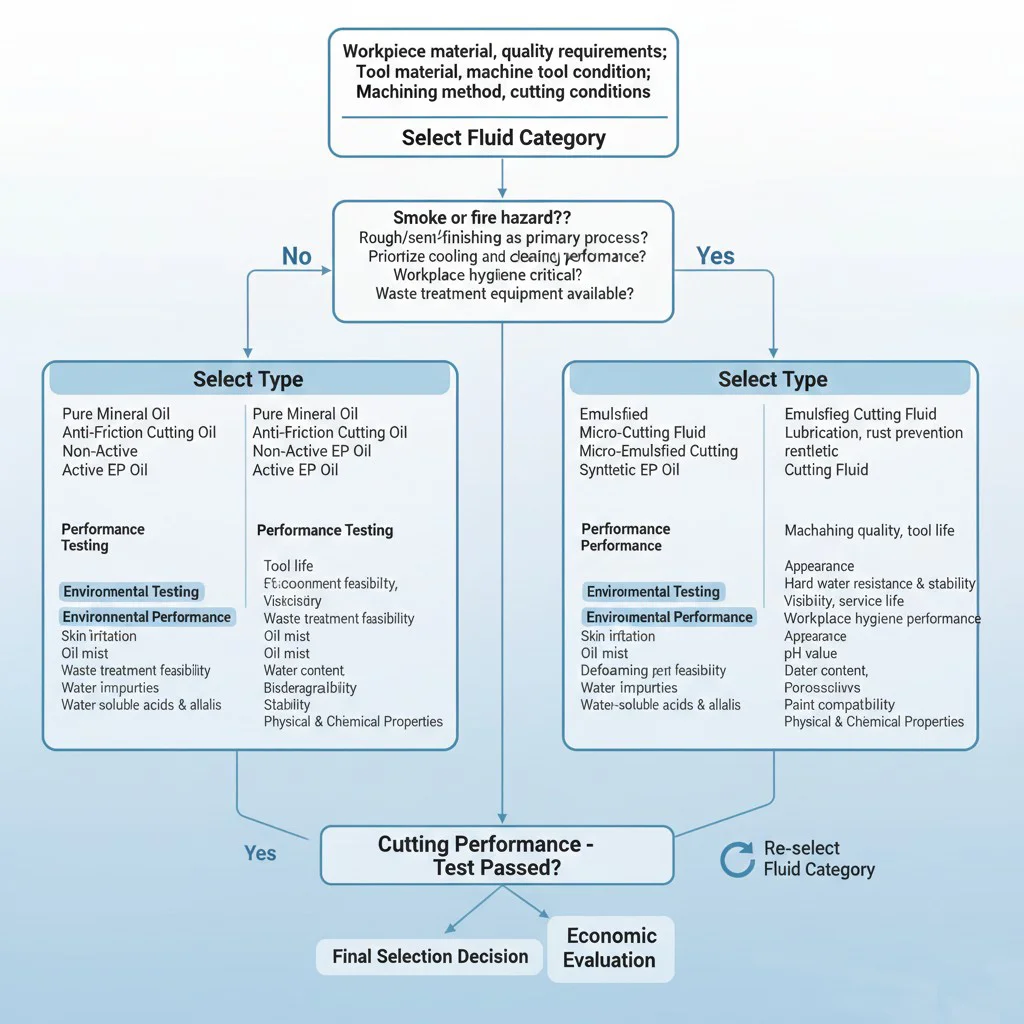
3.0Принципы выбора смазочно-охлаждающих жидкостей для металлообработки
3.1Выбор в зависимости от материала заготовки:
При обработке пластичных материалов, таких как сталь, обычно требуются смазочно-охлаждающие жидкости. При обработке хрупких материалов, таких как чугун или бронза, часто можно использовать сухую резку. Для труднообрабатываемых материалов, таких как высокопрочные стали и высокотемпературные сплавы, рекомендуется использовать противозадирные смазочно-охлаждающие жидкости или эмульсии EP. При обработке меди, алюминия и алюминиевых сплавов для достижения лучшего качества поверхности можно использовать эмульсии 10%–20% или керосин. При обработке магниевых сплавов следует избегать смазочно-охлаждающих жидкостей на водной основе, чтобы предотвратить риск возгорания.


3.2Выбор в зависимости от материала инструмента:
Инструменты из быстрорежущей стали обладают относительно низкой термостойкостью и должны использоваться с смазочно-охлаждающими жидкостями.
- Черновая обработка: основное внимание следует уделить охлаждению.
- Чистовая обработка: первостепенное значение следует уделять смазке. Твердосплавные инструменты обладают лучшей термостойкостью и часто могут использоваться без смазочно-охлаждающих жидкостей.
- При необходимости использования смазочно-охлаждающих жидкостей предпочтение отдается растворам на водной основе или эмульсиям низкой концентрации.
- Для предотвращения термического шока и возможного растрескивания инструмента, вызванного чередованием нагрева и охлаждения, смазочно-охлаждающую жидкость следует подавать непрерывно.
3.3Выбор в зависимости от метода обработки:
Операции с сильным трением, такие как сверление, развертывание, нарезание резьбы и протягивание, лучше всего выполнять с использованием эмульсий, противозадирных эмульсий или противозадирных смазочно-охлаждающих жидкостей. Для дорогостоящих инструментов со строгими требованиями к сроку службы, таких как фасонные инструменты и инструменты для нарезания зубчатых колес, лучше подходят противозадирные смазочно-охлаждающие жидкости. Шлифовальные операции генерируют высокие температуры и мелкую пыль, что предъявляет более высокие требования к охлаждению и очистке; обычно используются эмульсии.
3.4Выбор на основе требований к обработке:
Черновая обработка включает в себя высокие параметры резания и значительное выделение тепла; охлаждение должно быть первостепенным, и рекомендуется использовать эмульсии низкой концентрации 3%–5%. Чистовая обработка отдает приоритет точности размеров и качеству поверхности; смазка имеет большее значение, и для предотвращения образования наростов на кромке предпочтительны противозадирные смазочные масла или эмульсии высокой концентрации.
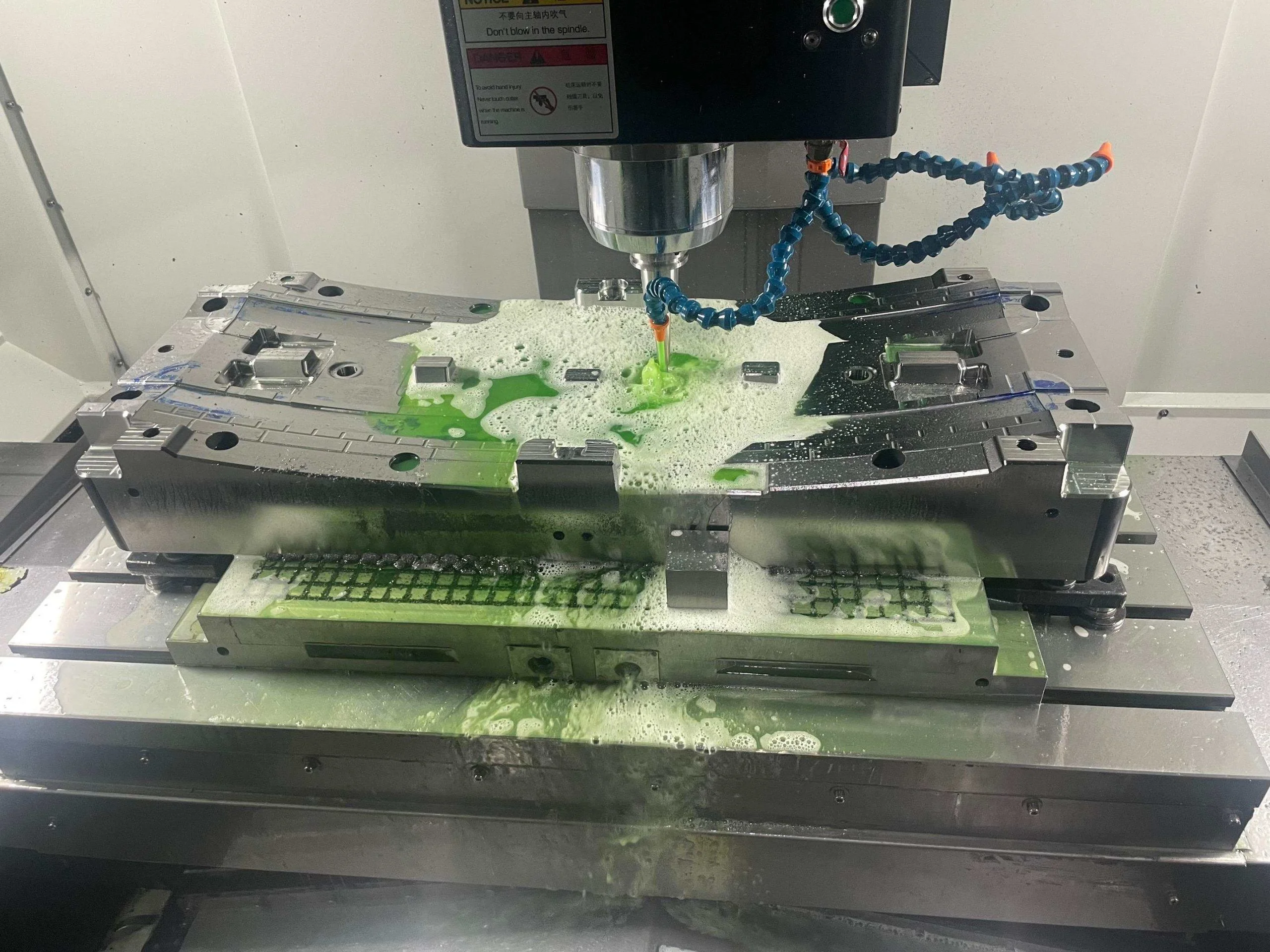
4.0Способы применения смазочно-охлаждающих жидкостей для металлообработки
В практической обработке металлов смазочно-охлаждающие жидкости обычно применяются следующими методами:
- Затопление охлаждением
- Охлаждение под высоким давлением
- Туманное охлаждение
Конкретный способ нанесения следует определять исходя из конструкции станка, процесса обработки и параметров резания.
5.0Часто задаваемые вопросы (FAQ)
Всегда ли необходимо использовать смазочно-охлаждающие жидкости для металлообработки?
Не все операции механической обработки требуют использования смазочно-охлаждающих жидкостей. При обработке пластичных материалов, таких как сталь, смазочно-охлаждающие жидкости помогают снизить температуру резания и износ инструмента. Для хрупких материалов, таких как чугун и бронза, часто возможна сухая резка. Однако для высокоточной обработки или обработки труднообрабатываемых материалов правильное использование смазочно-охлаждающих жидкостей остается крайне важным.
Как следует выбирать смазочно-охлаждающие жидкости для металлообработки в зависимости от материала обрабатываемой детали?
Выбор смазочно-охлаждающей жидкости должен основываться на характеристиках обработки материала. Высокопрочные стали и высокотемпературные сплавы лучше всего обрабатывать с использованием противозадирных смазочно-охлаждающих жидкостей или противозадирных эмульсий. Для алюминия, меди и их сплавов обычно используются эмульсии средней и высокой концентрации. При обработке магниевых сплавов следует избегать смазочно-охлаждающих жидкостей на водной основе.
Как смазочно-охлаждающие жидкости влияют на срок службы инструмента?
Правильно подобранные смазочно-охлаждающие жидкости снижают температуру резания и трение, минимизируют износ и прилипание, а также значительно продлевают срок службы инструмента. Неподходящие смазочно-охлаждающие жидкости могут ускорить износ и даже привести к преждевременному выходу инструмента из строя.
В чём основное различие между смазочно-охлаждающими жидкостями и эмульсиями?
Режущие масла в первую очередь обеспечивают смазку и подходят для условий высоких нагрузок и граничной смазки. Эмульсионные масла обеспечивают охлаждение и больше подходят для высокоскоростной резки и шлифовки. Окончательный выбор должен основываться на конкретных условиях обработки.
Всегда ли более высокая концентрация смазочно-охлаждающей жидкости лучше?
Нет. При слишком низкой концентрации смазка и защита от коррозии могут оказаться недостаточными. При слишком высокой концентрации увеличиваются затраты, снижается эффективность охлаждения и ухудшается воздействие на окружающую среду. Соответствующий диапазон концентраций следует выбирать в зависимости от процесса обработки и технических требований.