
- 1.0Wprowadzenie: Znaczenie bezpieczeństwa maszyn
- 2.0Czym jest ISO 13849?
- 3.0Wyjaśnienie podstawowych pojęć
- 4.0Jak ustala się poziom wydajności (PL)?
- 5.0Porównanie ISO 13849-1 i IEC 62061
- 6.0Kluczowe zmiany w normie ISO 13849-1:2023
- 7.0Zalecenia dotyczące wdrażania i najlepsze praktyki
- 8.0Główne kontrowersje i krytyka normy ISO 13849-1:2023
- 9.0Zasób – EN ISO 13849 (PDF) Norma bezpieczeństwa funkcjonalnego sterowania maszynami
1.0Wprowadzenie: Znaczenie bezpieczeństwa maszyn
W automatyce przemysłowej bezpieczeństwo maszyn ma kluczowe znaczenie dla ochrony życia, zapewnienia stabilności systemu i spełnienia wymogów prawnych. Norma ISO 13849 zawiera globalne wytyczne dotyczące projektowania i weryfikacji elementów systemów sterowania związanych z bezpieczeństwem (SRP/CS), stanowiąc kluczowy fundament techniczny bezpieczeństwa w produkcji mechanicznej.
2.0Czym jest ISO 13849?
ISO 13849 to norma dotycząca bezpieczeństwa funkcjonalnego, koncentrująca się na projektowaniu elementów systemów sterowania maszyn związanych z bezpieczeństwem. Składa się z dwóch części:
- ISO 13849-1:2023Część 1: Ogólne zasady projektowania, wymagania bezpieczeństwa i wskazówki dotyczące integracji SRP/CS.
- ISO 13849-2Część 2: Walidacja, w której przedstawiono metody analizowania lub testowania funkcji bezpieczeństwa i potwierdzania osiągniętego Poziomu Wydajności (PL).
ISO 13849 to norma oparta na ryzyku. Definiuje ona, które funkcje bezpieczeństwa są niezbędne w oparciu o ocenę ryzyka i określa poziomy wydajności, które muszą one osiągnąć, aby zredukować ryzyko do akceptowalnego poziomu. Norma ta ma zastosowanie do szerokiej gamy maszyn, w tym: prasy krawędziowe, maszyny do tłoczenia, rozwijarki, linie zasilające, maszyny do formowania wtryskowego, urządzenia pakujące i maszyny tnące.
2.1Co nowego w normie ISO 13849-1:2023
Rewizja z 2023 roku poprawia zarówno strukturę, jak i przejrzystość, czyniąc wdrożenie bardziej intuicyjnym. Kluczowe zmiany obejmują:
- Aktualizacja terminologii: Zastępuje SRP/CS z terminem „podsystem” w całym standardzie w celu zapewnienia spójności i przejrzystości.
- Ulepszone definicje funkcji bezpieczeństwa: Wyjaśnia strukturę i zawartość funkcji bezpieczeństwa oraz specyfikacji wymagań bezpieczeństwa (SRS).
- Ulepszone wytyczne dotyczące kategorii 2: Zawiera bardziej szczegółowe wskazówki dotyczące architektury i obsługi błędów w systemach kategorii 2.
- Zintegrowany proces walidacji: Łączy projektowanie i walidację w jednym standardzie, wykorzystując procedury zawarte wcześniej w normie ISO 13849-2.
- Większy nacisk na czynniki niezawodności: Kładzie większy nacisk na awarie o wspólnej przyczynie (CCF), niezawodność oprogramowania i odporność na zakłócenia elektromagnetyczne (EMC).
- Rozszerzone załączniki z praktycznymi przykładami: Dodaje wskazówki dotyczące rzeczywistych warunków, w tym walidację oprogramowania (załącznik N) i środki zaradcze EMC (załącznik L).
3.0Wyjaśnienie podstawowych pojęć
SRP/CS: Części systemów sterowania związane z bezpieczeństwem
Poziom wydajności (PL):Poziomy bezpieczeństwa od PL a do PL e
Wymagany poziom wydajności (PLr):Wymagany PL, określony na podstawie oceny ryzyka
Kluczowe parametry:
- Kategoria(klasyfikacja architektury systemów)
- MTTFd(Średni czas do niebezpiecznej awarii)
- DCavg(Średni zasięg diagnostyczny)
- CCF(Odporność na awarie o typowej przyczynie)
- Wymagania bezpieczeństwa oprogramowania
4.0Jak ustala się poziom wydajności (PL)?
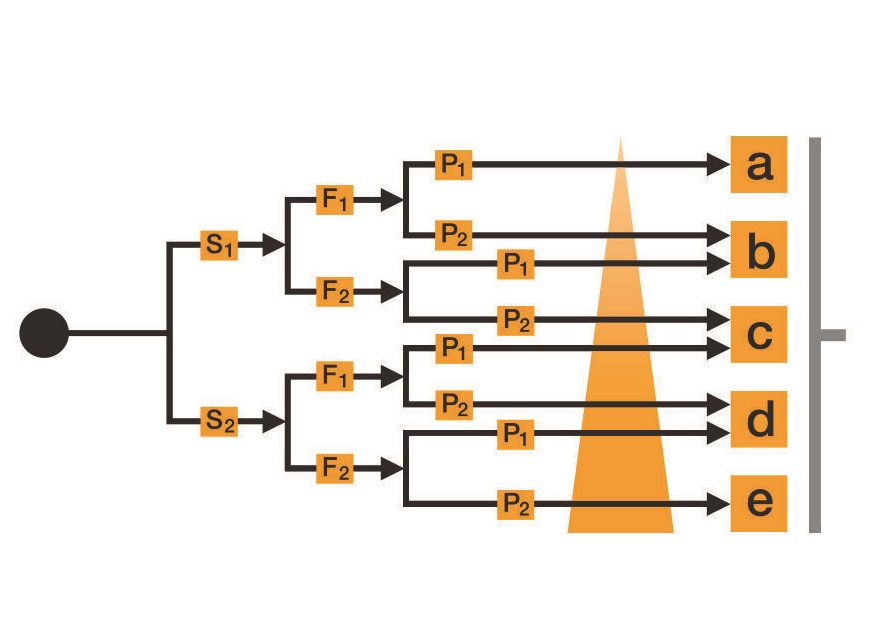
4.1Ocena ryzyka oparta na wykresie (zgodnie z normą EN ISO 13849-1)
Oceny ryzyka dokonuje się w EN ISO 13849-1 za pomocą wykresu ryzyka. Ocena opiera się na następujących trzech kryteriach:
- Stopień ciężkości urazu (S)
- Częstotliwość i/lub narażenie na zagrożenie (F)
- Możliwość uniknięcia zagrożenia lub ograniczenia szkody (P)
Wynikiem tej oceny jest wymagany poziom wydajności (PLr) dla każdej indywidualnej funkcji bezpieczeństwa, co ma na celu minimalizację zidentyfikowanych ryzyk.
- PL a odpowiada Niski poziom ryzyka,
- PL e odpowiada wysoki poziom ryzyka.
4.2Parametry ryzyka
S – Stopień ciężkości urazu
- S1 = Lekkie (obrażenie zazwyczaj odwracalne)
- S2 = Poważne (zazwyczaj nieodwracalne obrażenia lub śmierć)
F – Częstotliwość i/lub narażenie na zagrożenie
- F1 = Rzadko lub rzadziej i/lub czas ekspozycji jest krótki
- F2 = Częste lub ciągłe i/lub długi czas ekspozycji
P – Możliwość uniknięcia zagrożenia lub ograniczenia szkody
- P1 = Możliwe w określonych warunkach
- P2 = Prawie niemożliwe
4.3Czynniki wpływające na parametr P (możliwość uniknięcia)
Możliwość uniknięcia lub ograniczenia zagrożenia (P) jest uwarunkowany następującymi pięcioma czynnikami:
- Ten prędkość w którym momencie pojawia się zagrożenie (np. szybko lub wolno)
- Możliwości fizyczne w celu uniknięcia zagrożenia (np. poprzez ucieczkę)
- Praktyczne doświadczenie w zakresie bezpieczeństwa odnoszący się do procesu lub operacji
- Czy operacja jest prowadzona przez eksperci lub osoby niebędące profesjonalistami
- Czy operacja jest wykonywana z nadzorem lub bez
| Wyznaczanie współczynników P | A | B | C |
| Maszyna jest używana przez | Specjalista | Świecki | |
| Prędkość części maszyny, która może spowodować zdarzenie niebezpieczne | Wydarzenie o niskiej lub bardzo niskiej prędkości | Wydarzenie o średniej prędkości | Wydarzenie z dużą prędkością |
| Fizyczna możliwość uniknięcia zagrożenia | Możliwe w co najmniej 50 przypadkach % | Możliwe w mniej niż 50 przypadkach % | Niemożliwe |
| Możliwość rozpoznania/wyczucia zagrożenia | Możliwe w co najmniej 50 przypadkach % | Możliwe tylko w mniej niż 50 przypadkach % | Niemożliwe |
| Złożoność operacji | Niska złożoność lub brak interakcji | Średnia do wysokiej złożoności |
Jeżeli wybrano „C” LUB wybrano „B” co najmniej trzy razy: P2
Jeżeli nie wybrano opcji „C” ORAZ wybrano opcję „B” dwukrotnie: P1 lub P2, w zależności od konkretnej sytuacji
Jeśli nie wybrano opcji „C” ORAZ opcja „B” jest równa zero lub została wybrana raz: P1
Przykład: Aby funkcja blokady bezpieczeństwa działała w maszynie tłoczącej lub pakującej, należy przeanalizować zasadę działania, określić wymagany poziom PLr (np. PL d) i upewnić się, że system osiąga ten poziom za pomocą danych wejściowych, takich jak MTTFd i DCavg.
5.0Porównanie ISO 13849-1 i IEC 62061
| Aspekt | ISO 13849-1 | IEC 62061 |
| Zbliżać się | Kategorie + Poziomy wydajności (PL) | SIL (poziom integralności bezpieczeństwa) |
| Dotyczy | Maszyneria | Złożone systemy zautomatyzowane |
| Złożoność | Stosunkowo proste | Przydatne do dogłębnej analizy systemu |
| Integracja | Struktura, harmonogram, zakres diagnostyczny | Prawdopodobieństwo pomyślnego wykonania funkcji, czas reakcji |
6.0Kluczowe zmiany w normie ISO 13849-1:2023
Bardziej przejrzyste definicje, zastąpienie „SRP/CS” terminologią „podsystemu”
Lepsza standaryzacja wymagań bezpieczeństwa
Zoptymalizowana definicja dla Kategoria 2, z silniejszym naciskiem na CCF
Ulepszone wskazówki dotyczące bezpieczeństwa oprogramowania (rozdział 7)
Integracja części treści walidacyjnych z normy ISO 13849-2 w części 1
Rozszerzone załączniki: CCF (załącznik F), EMC (załącznik L), Specyfikacja wymagań bezpieczeństwa (SRS, załącznik M), przykłady walidacji oprogramowania (załącznik N)
7.0Zalecenia dotyczące wdrażania i najlepsze praktyki
W przypadku zautomatyzowanych maszyn o dużej liczbie cykli, takich jak rozwijarki, prasy krawędziowe, urządzenia podające i urządzenia do cięcia laserowego, zaleca się włączenie zasad normy ISO 13849 na etapie projektowania, aby zagwarantować bezpieczeństwo personelu i zgodność z przepisami:
Weź pod uwagę funkcje bezpieczeństwa już na etapie początkowego projektowania systemu sterowania
Unikaj nadmiernego polegania na kontrolerach jednopunktowych; zapewnij mocną współpracę sprzętu i oprogramowania
Prowadź dokładną i spójną dokumentację techniczną w celu wykazania zgodności
Wykorzystaj praktyczne narzędzia, takie jak SYSTEM do analizy bezpieczeństwa konstrukcyjnego
8.0Główne kontrowersje i krytyka normy ISO 13849-1:2023
Chociaż rewizja z 2023 r. poprawia strukturę i stosowalność, nadal istnieje kilka kwestii budzących obawy w branży:
- Potencjalne obniżenie poziomu bezpieczeństwa w wyniku niesprawdzonych metod technicznych
- Wymagania projektowe dotyczące oprogramowania wbudowanego związanego z bezpieczeństwem (SRESW) wykraczające poza zakres; należą do normy IEC 61508-3:2010
- Standardowe sterowniki PLC pozbawione redundancji i możliwości diagnostycznych dla wysokich poziomów PL (PL c i wyższych)
- Podejście do oceny PL oparte na zasadzie „braku danych” nie ma podstaw naukowych
- Metody oceny odporności na zakłócenia elektromagnetyczne w załączniku L (ścieżka C) mogą nie gwarantować wystarczającej odporności
- Niekompletne przejście na standard powodujące zamieszanie we wdrażaniu
9.0Zasób – EN ISO 13849 (PDF) Norma bezpieczeństwa funkcjonalnego sterowania maszynami
Pobierz oficjalną normę ISO 13849-1:2023 (wersja EN ISO)
Pobierz oficjalną normę ISO 13849-1:2012 (wersja EN ISO)
VDMA 66413 Pobierz standard specyfikacji VDMA
Odniesienia
https://www.pilz.com/en-US/support/law-standards-norms/functional-safety/en-iso-13849-1
https://www.iso.org/standard/73481.html
https://knowledge.bsigroup.com/products/safety-of-machinery-safety-related-parts-of-control-systems-general-principles-for-design-5