

W przypadku operacji cięcia metali właściwy dobór płynu obróbkowego ma bezpośredni wpływ na siły skrawania, temperaturę skrawania, zużycie narzędzi, odkształcenia termiczne przedmiotu obrabianego i ogólną jakość obróbki.
Odpowiedni płyn do obróbki metali nie tylko wydłuża żywotność narzędzi, ale także poprawia wydajność obróbki i jakość powierzchni, co sprawia, że jest kluczowym elementem planowania i optymalizacji procesów.
1.0Jakie są główne funkcje płynów do obróbki metali?
1.1Chłodzenie:
Podczas obróbki plastycznej materiału oraz tarcie między narzędziem, przedmiotem obrabianym i wiórami generują dużą ilość ciepła. Płyny obróbkowe odprowadzają to ciepło ze strefy skrawania poprzez ciągły przepływ, obniżając temperaturę skrawania, minimalizując zużycie narzędzia i ograniczając odkształcenia termiczne przedmiotu obrabianego. Skuteczność chłodzenia płynu obróbkowego zależy głównie od jego płynności, ciepła właściwego, współczynnika przenikania ciepła oraz ciepła parowania.
1.2Smarowanie:
Płyny obróbkowe tworzą warstwę smarującą pomiędzy powierzchnią natarcia i powierzchnią przyłożenia narzędzia a przedmiotem obrabianym lub wiórami, zmniejszając bezpośredni kontakt, tarcie i przywieranie materiału. Poprawia to warunki skrawania i poprawia jakość powierzchni. Aby zapewnić skuteczne smarowanie, płyn powinien mieć dobrą zdolność penetracji i wystarczającą wytrzymałość filmu olejowego, aby film smarujący pozostał stabilny w wysokich temperaturach, przy wysokim ciśnieniu i silnym tarciu.
1.3Czyszczenie:
Procesy obróbki skrawaniem generują wióry, cząstki metalu i drobne zanieczyszczenia. W szczególności podczas szlifowania, ziarna ścierne stale odrywają się od ściernicy. Płyny obróbkowe pomagają wypłukać te zanieczyszczenia z powierzchni narzędzia i przedmiotu obrabianego, zapobiegając przywieraniu wiórów, zatykaniu dróg ich odprowadzania oraz zarysowywaniu powierzchni. Z tego powodu płyny obróbkowe muszą charakteryzować się dobrą płynnością i być dostarczane pod odpowiednim ciśnieniem i natężeniem przepływu.
1.4Ochrona antykorozyjna:
Płyny do obróbki metali powinny również zapewniać ochronę przed rdzą i korozją obrabianego przedmiotu, narzędzi skrawających i podzespołów maszyn. Ich właściwości antykorozyjne zależą od składu płynu bazowego oraz rodzaju i stężenia zastosowanych inhibitorów korozji.
2.0Typowe rodzaje płynów do obróbki metali
2.1Roztwory wodne:
Roztwory wodne wykorzystują wodę jako główny składnik i zapewniają doskonałe odprowadzanie ciepła oraz wydajność chłodzenia. Jednak sama woda ma słabe właściwości smarne i może łatwo powodować korozję. W zastosowaniach praktycznych do wody dodaje się inhibitory rdzy, środki powierzchniowo czynne i dodatki smarne, aby zachować wydajność chłodzenia, zapewniając jednocześnie podstawowe smarowanie i ochronę przed korozją.
2.2Emulsje:
Emulsje powstają poprzez rozcieńczenie olejów emulgowalnych wodą w proporcji około 95%–98%, co daje mleczny lub półprzezroczysty wygląd. Zapewniają one dobre chłodzenie, ale stosunkowo ograniczone smarowanie i odporność na korozję. Dzięki dodatkom środków smarnych, dodatków wysokociśnieniowych i inhibitorów korozji, emulsje można przekształcić w emulsje EP lub emulsje odporne na rdzę, aby sprostać bardziej wymagającym warunkom obróbki.
2.3Oleje do cięcia:
Oleje obróbkowe bazują głównie na olejach mineralnych, a niektóre formulacje wykorzystują oleje roślinne, zwierzęce lub mieszanki olejów bazowych. Czyste oleje mineralne charakteryzują się ograniczoną smarownością, dlatego w celu poprawy smarowania i odporności na zużycie często dodaje się środki zwiększające natłuszczenie, dodatki do wysokich ciśnień oraz inhibitory korozji. Oleje obróbkowe nadają się szczególnie do obróbki skrawaniem z dużą intensywnością oraz do zastosowań wymagających smarowania granicznego.
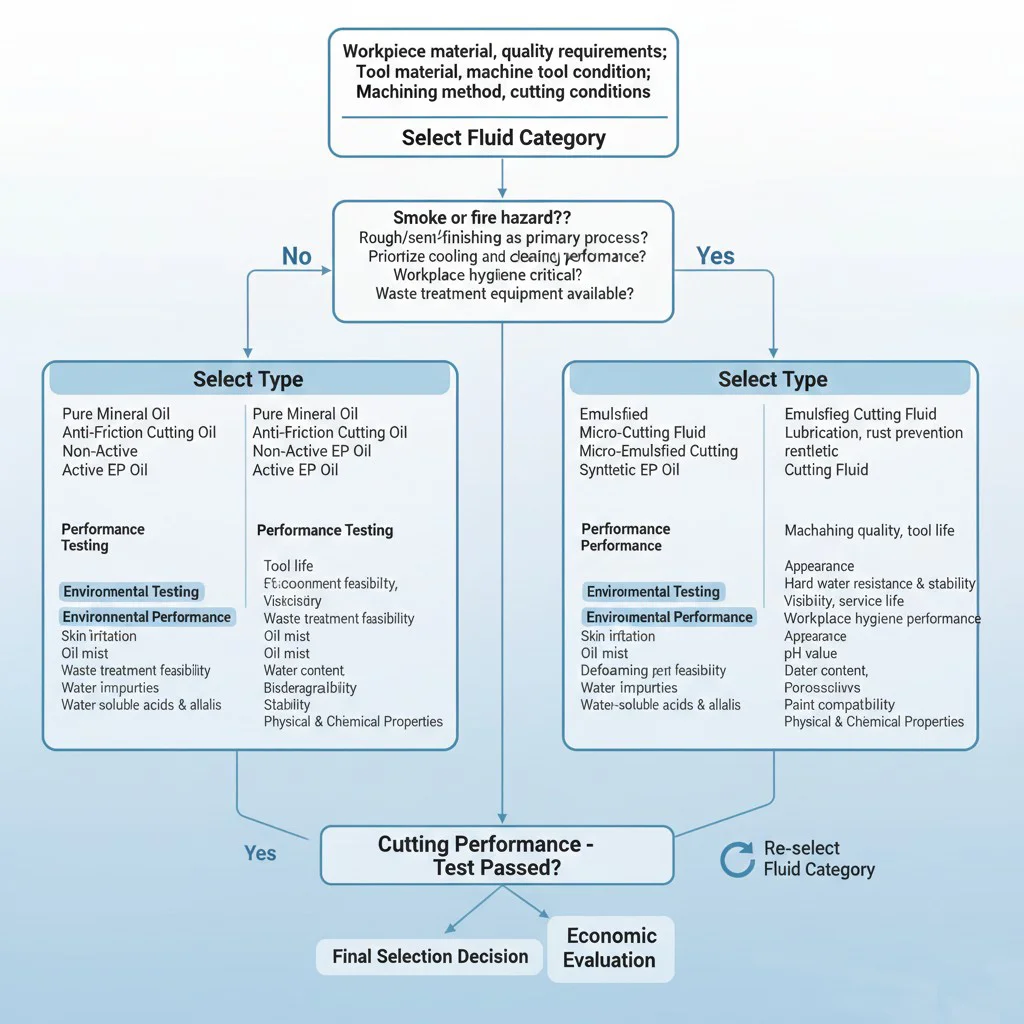
3.0Zasady doboru płynów do obróbki metali
3.1Wybór na podstawie materiału obrabianego:
Podczas obróbki materiałów ciągliwych, takich jak stal, na ogół wymagane są płyny obróbkowe. Podczas obróbki materiałów kruchych, takich jak żeliwo lub brąz, często można stosować cięcie na sucho. W przypadku materiałów trudnoobrabialnych, takich jak stale o wysokiej wytrzymałości i stopy wysokotemperaturowe, zaleca się stosowanie olejów do cięcia pod ekstremalnym ciśnieniem lub emulsji EP. Podczas obróbki miedzi, aluminium i stopów aluminium można stosować emulsje 10%–20% lub naftę, aby uzyskać lepszą gładkość powierzchni. Podczas obróbki stopów magnezu należy unikać płynów obróbkowych na bazie wody, aby zapobiec ryzyku zapłonu.


3.2Wybór na podstawie materiału narzędzia:
Narzędzia ze stali szybkotnącej mają stosunkowo niską odporność cieplną i powinny być stosowane z płynami obróbkowymi.
- Obróbka zgrubna: chłodzenie powinno być priorytetem.
- Obróbka wykończeniowa: smarowanie powinno być priorytetem. Narzędzia węglikowe charakteryzują się lepszą odpornością na ciepło i często można ich używać bez konieczności stosowania płynu obróbkowego.
- Jeśli wymagane są płyny obróbkowe, preferowane są roztwory na bazie wody lub emulsje o niskim stężeniu.
- Płyny obróbkowe należy stosować w sposób ciągły, aby uniknąć szoku termicznego i potencjalnego pęknięcia narzędzia spowodowanego naprzemiennym nagrzewaniem i chłodzeniem.
3.3Wybór na podstawie metody obróbki:
Operacje wiążące się z dużym tarciem, takie jak wiercenie, rozwiercanie, gwintowanie i przeciąganie, najlepiej wykonywać przy użyciu emulsji, emulsji EP lub olejów skrawających EP. Do narzędzi o wysokiej wartości, które mają rygorystyczne wymagania dotyczące okresu eksploatacji, takich jak narzędzia formujące i narzędzia do skrawania kół zębatych, lepiej nadają się oleje skrawające EP. Operacje szlifowania generują wysokie temperatury i drobne zanieczyszczenia, co zwiększa wymagania dotyczące chłodzenia i czyszczenia; zazwyczaj stosuje się emulsje.
3.4Wybór na podstawie wymagań obróbkowych:
Obróbka zgrubna wiąże się z wysokimi parametrami skrawania i znaczną generacją ciepła; chłodzenie powinno dominować, a zaleca się stosowanie emulsji 3%–5% o niskim stężeniu. Obróbka wykańczająca wymaga dokładności wymiarowej i jakości powierzchni; ważniejsze jest smarowanie, a w celu zapobiegania tworzeniu się narostów na krawędziach zaleca się stosowanie olejów tnących EP lub emulsji EP o wysokim stężeniu.
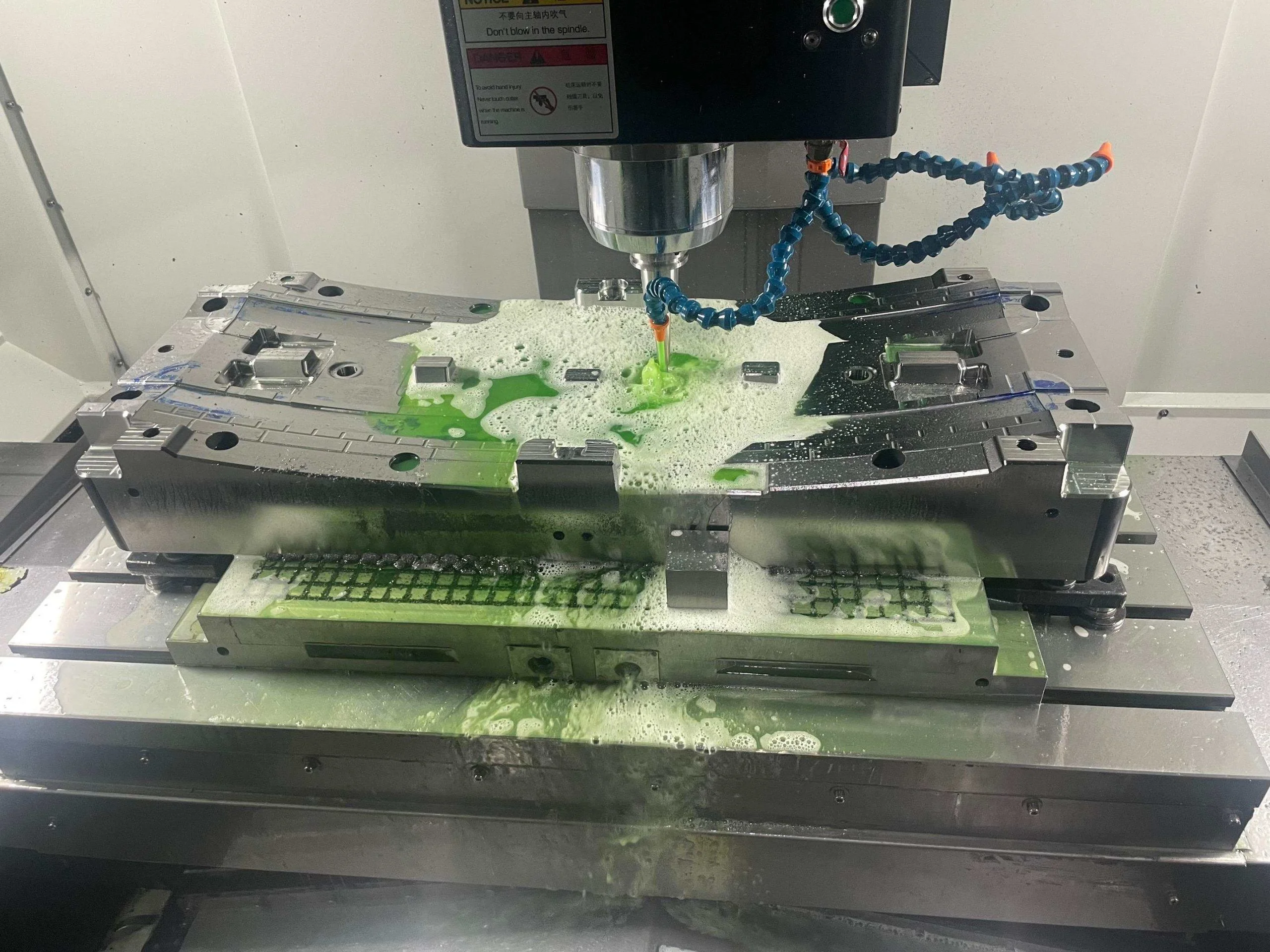
4.0Metody stosowania płynów do obróbki metali
W praktyce obróbki skrawaniem płyny do obróbki metali są powszechnie stosowane za pomocą następujących metod:
- Chłodzenie powodziowe
- Chłodzenie wysokociśnieniowe
- Chłodzenie mgłą
Konkretną metodę aplikacji należy określić na podstawie konstrukcji obrabiarki, procesu obróbki i parametrów skrawania.
5.0Często zadawane pytania (FAQ)
Czy zawsze konieczne jest stosowanie płynów do obróbki metali?
Nie wszystkie operacje obróbki skrawaniem wymagają stosowania płynów obróbkowych. Podczas obróbki materiałów ciągliwych, takich jak stal, płyny obróbkowe pomagają obniżyć temperaturę skrawania i zużycie narzędzia. W przypadku materiałów kruchych, takich jak żeliwo i brąz, cięcie na sucho jest często możliwe. Jednak w przypadku obróbki precyzyjnej lub materiałów trudnoobrabialnych, prawidłowe stosowanie płynów obróbkowych pozostaje kluczowe.
Jak dobierać płyny do obróbki metali w zależności od materiału obrabianego?
Wybór powinien być oparty na właściwościach obróbki materiału. Stale o wysokiej wytrzymałości i stopy wysokotemperaturowe najlepiej obrabiać olejami obróbkowymi EP lub emulsjami EP. Aluminium, miedź i ich stopy zazwyczaj wymagają emulsji o średnim lub wysokim stężeniu. Podczas obróbki stopów magnezu należy unikać płynów obróbkowych na bazie wody.
Jak płyny do obróbki metali wpływają na trwałość narzędzi?
Odpowiednio dobrane płyny obróbkowe obniżają temperaturę skrawania i tarcie, minimalizują zużycie i przyczepność oraz znacznie wydłużają żywotność narzędzia. Niewłaściwe płyny obróbkowe mogą przyspieszyć zużycie, a nawet spowodować przedwczesną awarię narzędzia.
Jaka jest główna różnica pomiędzy olejami i emulsjami chłodząco-smarującymi?
Oleje obróbkowe zapewniają przede wszystkim smarowanie i nadają się do pracy w warunkach dużych obciążeń i smarowania granicznego. Emulsje kładą nacisk na właściwości chłodzące i są bardziej odpowiednie do obróbki skrawaniem i szlifowania z dużą prędkością. Ostateczny wybór powinien zależeć od konkretnych warunków obróbki.
Czy wyższe stężenie płynu obróbkowego jest zawsze lepsze?
Nie. Zbyt niskie stężenie może nie zapewnić wystarczającego smarowania i ochrony antykorozyjnej. Zbyt wysokie stężenie może prowadzić do wzrostu kosztów, spadku wydajności chłodzenia i pogorszenia wpływu na środowisko. Odpowiedni zakres stężeń należy dobrać w zależności od procesu obróbki i wymagań technicznych.