
1.0ISO 286 とは何ですか?
1.1ISO 286の概要
ISO 286は、穴とシャフトの公差等級、基本偏差、およびはめあいの種類を定義する国際規格です。機械工学および製造業において広く使用されており、適切な組立性能と嵌合部品間の互換性を保証します。
1.2ISO 286の中核機能
- 穴とシャフトのはめあいと公差の統一システムを確立します
- 穴とシャフトの標準公差等級(IT等級)を指定します
- 限界偏差と基本偏差の計算方法と表形式のデータを提供します
- 異なるメーカーの部品間の互換性と正確な組み立てが可能
1.3ISO 286規格の構造
ISO 286-1:2010 – ISO 公差とはめあいのシステム - パート 1: 公差、偏差、およびはめあいの基礎
適用サイズ範囲:最大3150 mm
🔗 全文はこちらでご覧いただけます: ISO 286-1:2010 PDF (英語)
主な内容:
- はめあいと許容差の基礎寸法公差、偏差、およびはめあいタイプの定義
- ITグレード: IT01、IT0、IT1からIT18まで - グレード番号が小さいほど精度が高くなります
- 根本的な逸脱: 穴またはシャフトの公称サイズを超えるまたは下回る限界
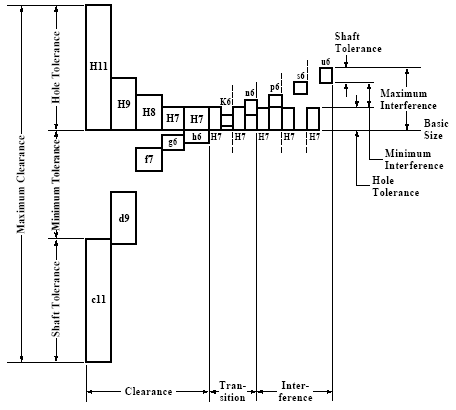
- フィットカテゴリー: クリアランスフィット、トランジションフィット、および干渉フィット
ISO 286-2:2010 – ISO公差及びはめあいシステム - 第2部:穴及び軸の標準公差等級及び許容差の表
🔗 完全な参照表をダウンロードしてください: ISO 286-2:2010 PDF (英語)
適用サイズ範囲: 0~4000 mm
主な内容:
- 標準公差等級表: 公称サイズ範囲による許容値
- 限界偏差表: はめあいタイプに基づく穴/シャフトの組み合わせの上限および下限偏差値
2.0ISO 286の主な規定
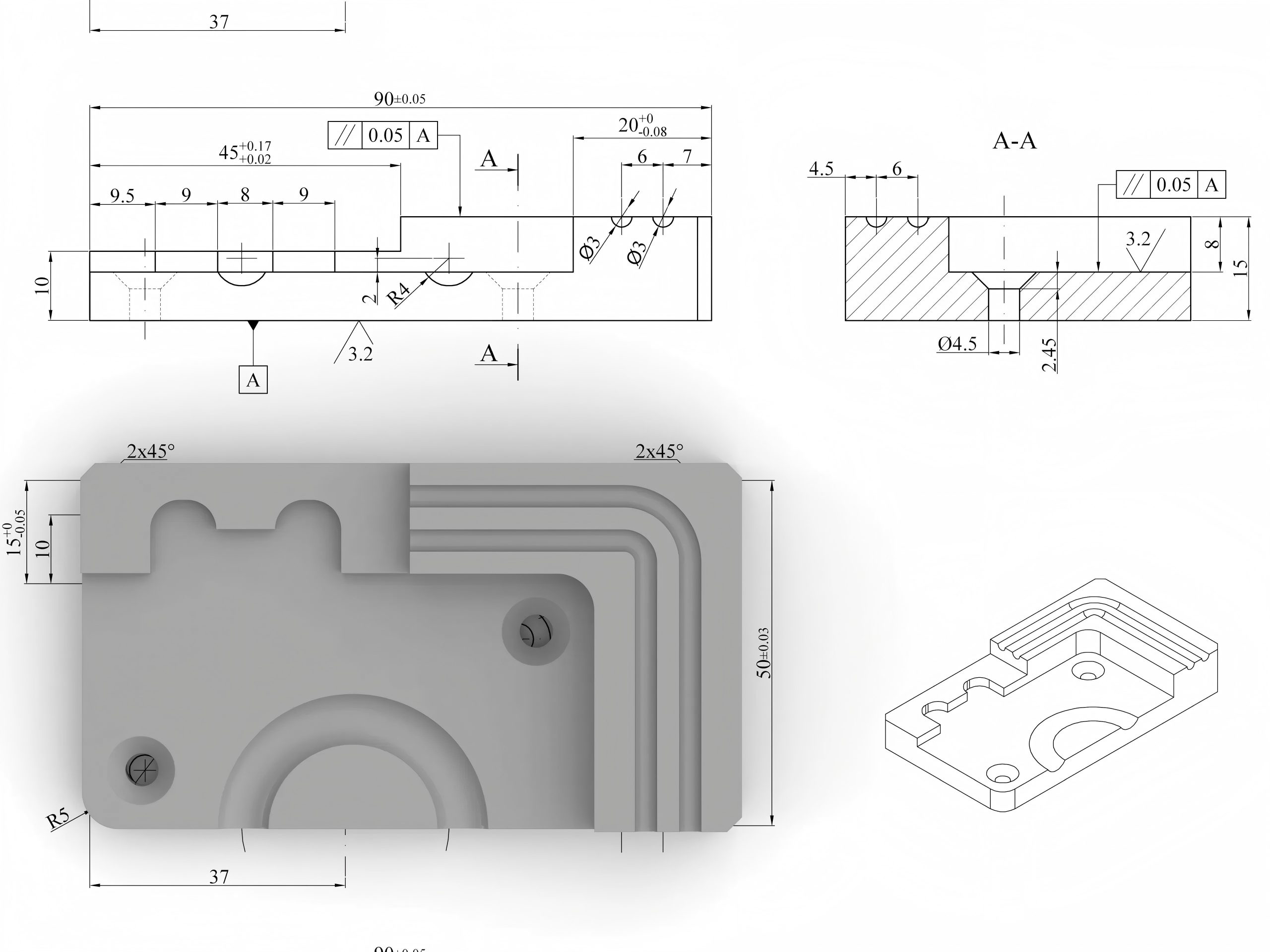
ISO 286は、穴とシャフトの公差の等級分けに関する体系的なアプローチを定義し、標準値の表を提供しています。これは、特にエンジニアリング図面上で個別に公差が示されていない形状の直線寸法の精度を管理するために、CNC加工などの切削加工において広く適用されています。
2.1代表的な用途
- 円筒形の特徴: 精密な嵌合を必要とするシャフトや穴など
- 平行面: コンポーネント間の重要な間隔を制御する
ITグレード(国際公差グレード)
| グレード範囲 | IT01、IT0、IT1 ~ IT18(特殊な場合には IT20+ まで拡張) |
| 精度 | ITグレードの数字が低いほど、許容範囲が狭くなります |
| 経験則 | ITグレードが5つ上がるごとに許容帯域幅が約10倍に増加します |
公差とはめあいの指定
ISO 286では、 文字と数字 フィット仕様を定義するには:
手紙: 基本偏差の位置を示します(大文字 = 穴、小文字 = シャフト)
番号: ITグレードを示します
一般的な基本偏差記号:
- H、G、F、JS穴用(大文字)
- h、f、g、k、n、pシャフト用(小文字)
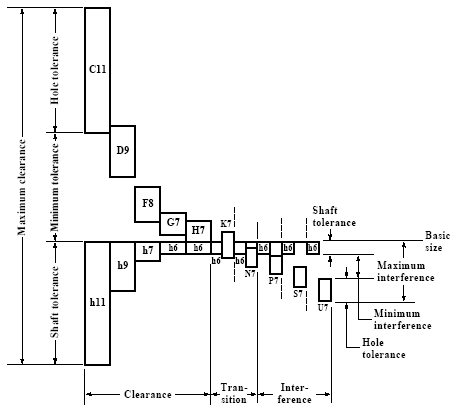
フィットの種類
| フィットタイプ | 説明 | 例 |
| クリアランスフィット | 隙間が見えるので組み立てが簡単 | H7/g6 |
| トランジションフィット | クリアランスまたはわずかな干渉が生じる可能性があります | H7/k6 |
| 干渉嵌合 | 組み立てには押す力や力が必要 | H7/p6 |
ISO 286 は、各フィット タイプに対して適切な公差等級と基本偏差の組み合わせを定義します。
サンプルITグレード許容差(µm単位)
| 公称サイズ範囲(mm) | IT6 | IT7 | IT8 |
| 50~80 | 19 | 30 | 46 |
| 80~120 | 22 | 35 | 54 |
| 120~180 | 25 | 40 | 63 |
| 250~315 | 32 | 52 | 81 |
例IT6 = 19 µmは、公差域全体が19ミクロンであることを意味します。実際の上限/下限は、使用される偏差コードによって異なります。
🔗 サイズとグレード別の標準丸棒公差の完全なリストについては、完全なリファレンスをダウンロードしてください。 ISO 丸棒公差(PDF)
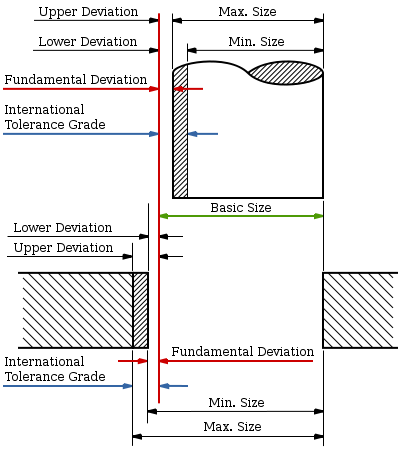
2.2ISO 286の主要用語
| 学期 | 意味 |
| 公称サイズ | 図面に示された目標サイズ |
| 実寸大 | 製造後の測定サイズ |
| 上限 | 最大許容寸法 |
| 下限 | 最小許容寸法 |
| 許容範囲 | 上限と下限の違い |
| 限界偏差 | 公称サイズからの最大許容偏差 |
| 根本的な偏差 | 公称値からの最も近い偏差。適合タイプを定義します。 |
2.3ISO 286 長さ寸法の許容差
以下の表は、異なる公称寸法範囲に基づく直線寸法のISO 286公差限界をマイクロメートル(µm)で示しています。
| 名目 寸法 範囲 (ミリメートル) |
ISO 286—国際 許容範囲 グレード(IT 成績 許容差(マイクロメートル(μm)) |
|||
| 以上 | 上 に | IT6 | IT7 | IT8 |
| 0 | 3 | 6 | 10 | 14 |
| 3 | 6 | 8 | 12 | 18 |
| 6 | 10 | 9 | 15 | 22 |
| 10 | 18 | 11 | 18 | 27 |
| 18 | 30 | 13 | 21 | 33 |
| 30 | 50 | 16 | 25 | 39 |
| 50 | 80 | 19 | 30 | 46 |
| 80 | 120 | 22 | 35 | 54 |
| 120 | 180 | 25 | 50 | 63 |
| 180 | 250 | 29 | 46 | 72 |
| 250 | 315 | 32 | 52 | 81 |
| 315 | 400 | 36 | 57 | 89 |
| 400 | 500 | 40 | 63 | 97 |
| 500 | 630 | 44 | 70 | 110 |
| 630 | 800 | 50 | 80 | 125 |
| 800 | 1,000 | 56 | 90 | 140 |
| 1,000 | 1,250 | 66 | 105 | 165 |
| 1,250 | 1,600 | 78 | 125 | 195 |
| 1,600 | 2,000 | 92 | 150 | 230 |
| 2,000 | 2,500 | 110 | 175 | 280 |
| 2,500 | 3,150 | 135 | 210 | 330 |
公称寸法が 50 mm ~ 80 mm の場合、ISO 286 IT6 公差等級を使用すると、許容偏差は ±19 µm になります。
2.4ISO 286 および幾何寸法公差(GD&T)
幾何寸法公差(GD&T) 部品フィーチャの形状と許容変動を定義するために使用される記号言語です。寸法のみに焦点を当てた直線公差とは異なり、GD&Tはフィーチャ間の幾何学的関係を規定し、適切な機能と組み立てを保証します。
GD&T は以下によって規定されます。
- ISO 1101– 幾何学的製品仕様(GPS)
- ASME Y14.5– 北米GD&T規格
GD&T公差カテゴリ
| カテゴリ | 説明 |
| フォーム許容度 | 幾何学的形状(例:平坦度、丸み、直線度)を制御します |
| 方向許容度 | 角度と位置合わせ(例:平行度、垂直度)を制御します |
| 位置許容範囲 | フィーチャの位置(穴の配置など)を制御します |
| 振れ許容差 | 部品の回転動作(例:ぐらつき、同心度)を制御します |
GD&Tは次のような場合に最適です 機能上重要な機能 パフォーマンスと信頼性を確保するために精密な組み立てが求められる場合。
2.5ISO 286の実用化
アプリケーションには以下が含まれます:
- 許容範囲の指定設計者は、穴とシャフトの公差等級(例:H11、JS11、c11)を定義して、サイズの偏差を制御します。
- フィットの選択エンジニアはISO 286テーブルを参照して適切なフィット(クリアランス、遷移、干渉)を選択します。
- 検査と品質保証: 検査官は、合否判定と統計的工程管理にISO 286基準を使用する。
- 工具とゲージ: 標準化された切削工具およびゲージとの互換性を確保
- 互換性: 異なるソースからの部品が適切にフィットし、機能することを可能にする
- グローバル互換性: 国際サプライチェーン全体で製品の一貫性と互換性をサポートします
3.0GD&T と従来の公差の比較 (ISO 286)
GD&Tは、幾何学的制御を導入することでISO 286を強化・補完します。ISO 286が寸法と嵌合に重点を置いているのに対し、GD&Tは形状、方向、位置精度を規定します。
3.1GD&T または従来の線形公差を選択すべきタイミングはいつですか?
| 側面 | 従来の線形公差(ISO 286) | GD&T(ISO 1101) |
| フォーカスをコントロール | サイズとフィット感 | 幾何学:形状、方向、位置 |
| 複雑 | シンプルで解釈しやすい | 複雑でトレーニングが必要 |
| 検査方法 | ゲージ、マイクロメーター | CMM、デジタル計測 |
| コスト管理 | 荒加工コスト管理に最適 | 精度のために重要な特徴をターゲットにする |
| ベストユースケース | 重要でない構造部品 | 機能的で高精度な部品 |
3.2GD&Tの利点と限界
利点:
- 重要な機能を正確に制御し、フィット感と信頼性を向上
- 解釈の曖昧さを最小限に抑え、設計意図を明確にする
- 重要でない特徴には緩い公差を適用することでコストを削減できる
- 最新のCMMおよび自動検査システムと互換性があります
制限事項:
- 専門的な訓練と通訳スキルが必要
- 検査方法が複雑になると品質管理コストが増加する可能性がある
- 過剰使用や誤用は製造を複雑にし、生産を遅らせる可能性がある。
4.0ISO 286とGD&T
| 特徴 | ISO 286 | GD&T |
| フォーカスをコントロール | 穴/シャフトのはめあい、寸法公差 | 形状、向き、位置、振れ |
| 表記スタイル | 文字 + IT グレード (例: H7/h6) | 機能制御フレーム + 記号(例:⊥、⌀) |
| アプリケーションの範囲 | 直線寸法、スライド/プレスフィット | 重要な機能、複雑な形状 |
| 設計意図 | 互換性とフィット感 | 機能性とパフォーマンス |
実際には、ISO 286 と GD&T を組み合わせて、サイズと形状の両方に対する包括的な制御システムを提供することがよくあります。
4.1許容誤差の積み重ねと累積誤差
アセンブリでは、複数の公差が組み合わさって、 累積誤差、として知られている 許容誤差の積み重ね.
エンジニアは 許容差分析 (例: 最悪のケース、統計的手法) を使用して全体的な偏差を予測し、最終的なアセンブリの機能を確保します。
🔗 クリアランス、トランジション、および干渉フィットで使用されるシャフト/穴の偏差の組み合わせの詳細については、完全なチャートを参照してください。 穴とシャフトの ISO 公差 (PDF)
ISO 286は、初期段階の信頼できるフレームワークを提供します。 設計最適化と公差計画.
4.2ISO 2768とISO 286の主な違い
| カテゴリ | ISO 2768(一般公差) | ISO 286(限界値とはめあい) |
| アプリケーションの範囲 | 一般的な長さ/角度寸法 | 穴とシャフトは定義された偏差でフィットします |
| 許容範囲タイプ | 一般的なサイズ、角度、形状の許容差 | はめあい固有の許容差(クリアランスなど) |
| 学年レベル | 細目、中目、粗目、極粗目 | H7/h6、H11/c11など |
| 使用事例 | 重要でない寸法、簡略化された図面 | 精密なフィット、力の伝達、重要な組み立て |
| 表記法 | デフォルトの許容範囲をグローバルに適用します | フィーチャごとに明確なフィット指定が必要 |
5.0結論
- ISO 286 機械アセンブリの限界とはめあいに関する世界的に認められたフレームワークを提供します。
- GD&T制御を幾何学的関係に拡張し、精度と機能的なパフォーマンスを実現します。
- 私それで 2768 重要でない部品の公差を簡素化するアプローチを提供します。
- エンジニアはこれらの基準を、以下の点に基づいて慎重に適用する必要があります。 機能性、組み立て要件、コスト、設計の複雑さ最適な製造結果を実現します。
6.0ダウンロード可能なリソース
- ISO 286-1:2010 PDF (英語) – 線形サイズの ISO コード システムに基づく許容差、偏差、適合の基礎。
- ISO 286-2:2010 PDF (英語) – 穴とシャフトの公差等級と限界偏差の標準表。
- 穴とシャフトの ISO 公差 (PDF) – 一般的なフィットのための実用的な偏差チャート。
- ISO 丸棒公差(PDF) – シャフトの公称直径とグレードによる許容値。