

金属切削作業では、切削液の適切な選択が、切削力、切削温度、工具の摩耗、ワークピースの熱変形、および全体的な加工品質に直接影響します。
適切な金属切削液は、工具寿命を延ばすだけでなく、加工効率と表面仕上げも向上させるため、プロセスの計画と最適化において重要な要素となります。
1.0金属切削液の主な機能は何ですか?
1.1冷却:
機械加工中は、材料の塑性変形と工具、ワークピース、切削片間の摩擦によって大量の熱が発生します。金属切削油は、この熱を切削領域から連続的に除去することで、切削温度を低下させ、工具の摩耗を最小限に抑え、ワークピースの熱変形を抑制します。切削油の冷却性能は、主に流動性、比熱容量、熱伝達係数、蒸発潜熱に依存します。
1.2潤滑:
切削油剤は、工具のすくい面、逃げ面、そしてワークまたは切りくずの間に潤滑膜を形成し、直接接触、摩擦、および材料の付着を低減します。これにより、切削条件が改善され、表面品質が向上します。効果的な潤滑を確保するには、高温、高圧、激しい摩擦下でも潤滑膜が安定するように、油剤は良好な浸透性と十分な油膜強度を備えている必要があります。
1.3クリーニング:
機械加工工程では、切りくず、金属粒子、微細な破片が発生します。特に研削加工では、砥石から砥粒が絶えず剥離します。金属切削油は、これらの汚染物質を工具やワーク表面から洗い流し、切りくずの付着、切りくず排出経路の詰まり、仕上げ面の傷付きを防ぎます。そのため、切削油は良好な流動特性を備え、適切な圧力と流量で供給されなければなりません。
1.4腐食防止:
金属切削油剤は、工作物、切削工具、機械部品の錆や腐食を防止する役割も担う必要があります。その防錆性能は、切削油剤のベース組成と、使用される腐食防止剤の種類と濃度によって異なります。
2.0一般的な金属切削油剤の種類
2.1水溶液:
水溶液は水を主成分とし、優れた放熱性と冷却性能を発揮します。しかし、水単体では潤滑性が低く、腐食が発生しやすいという欠点があります。実用化においては、水に防錆剤、界面活性剤、潤滑添加剤を添加することで、冷却効率を維持しながら基本的な潤滑性と防食性を確保しています。
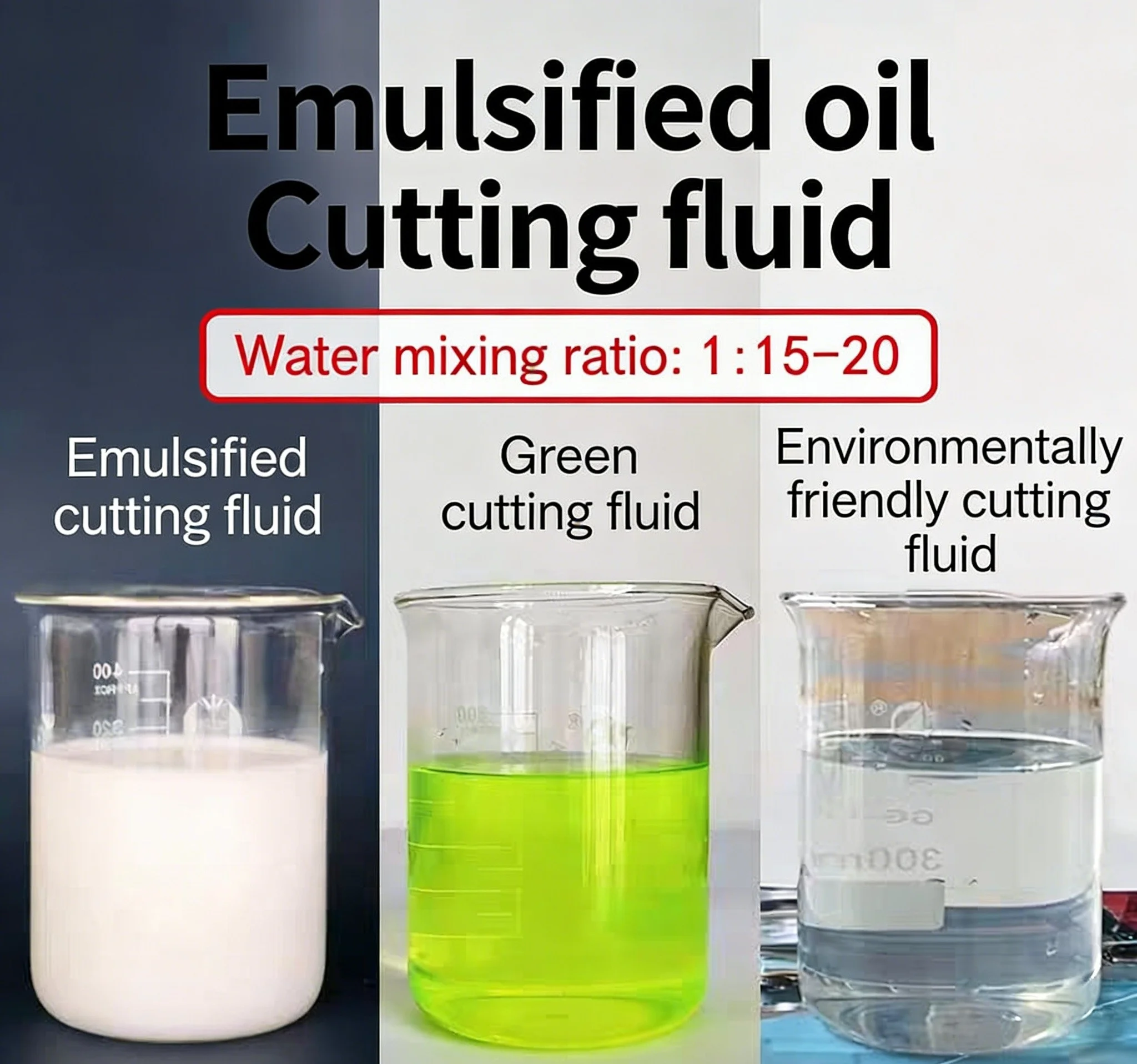
2.2エマルジョン:
エマルジョンは、乳化性油を約95%~98%の水で希釈して製造され、乳白色または半透明の外観を呈します。優れた冷却性能を発揮しますが、潤滑性と耐腐食性は比較的限定的です。潤滑剤、極圧添加剤、腐食防止剤を配合することで、より厳しい加工条件に対応するために、極圧性エマルジョンや防錆性エマルジョンに配合することができます。
2.3切削油:
切削油は主に鉱油をベースとしていますが、植物油、動物油、またはブレンドベースストックを使用した配合もあります。純粋な鉱油は潤滑性が限られているため、潤滑性と耐摩耗性を高めるために、油性向上剤、極圧添加剤、腐食防止剤が添加されることがよくあります。切削油は、特に高負荷加工や境界潤滑条件を伴う用途に適しています。
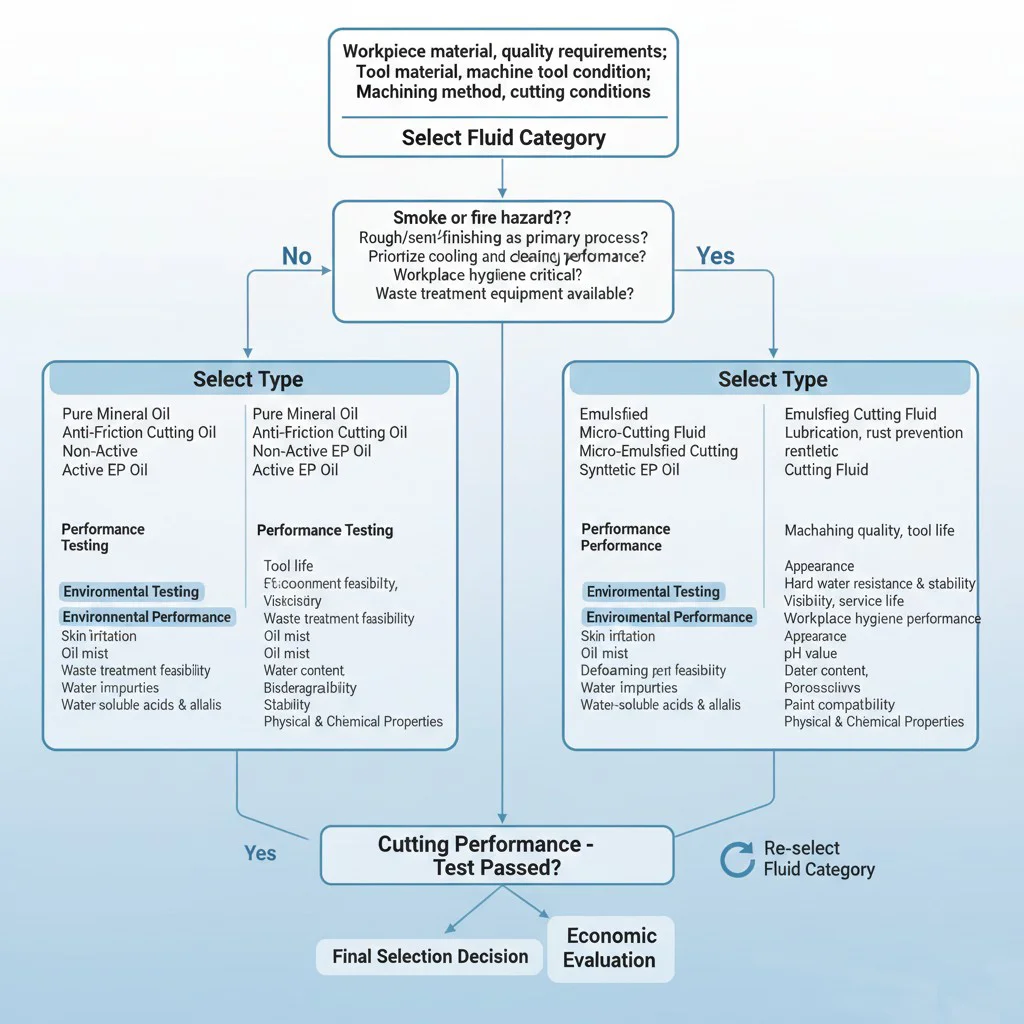
3.0金属切削油剤の選定基準
3.1ワークピース材質に基づく選択:
鋼などの延性材料を加工する場合、一般的には金属切削液が必要です。鋳鉄や青銅などの脆性材料を加工する場合は、乾式切削がよく使用されます。高張力鋼や耐熱合金などの難削材には、極圧切削油またはEPエマルジョンが推奨されます。銅、アルミニウム、アルミニウム合金を加工する場合は、10%~20%エマルジョンまたは灯油を使用すると、より良好な表面仕上げが得られます。マグネシウム合金を加工する場合は、燃焼の危険を防ぐため、水ベースの切削液の使用は避けてください。


3.2ツール材質に基づく選択:
高速度鋼工具は耐熱性が比較的低いため、切削液と一緒に使用する必要があります。
- 荒加工: 冷却が主な焦点になります。
- 仕上げ加工: 潤滑が主な焦点になります。超硬工具は耐熱性が優れているため、切削液なしで使用できる場合がよくあります。
- 切削液が必要な場合は、水ベースの溶液または低濃度のエマルジョンが適しています。
- 加熱と冷却を繰り返すことで発生する熱衝撃や工具の割れを防ぐため、切削液は継続的に塗布する必要があります。
3.3加工方法による選択:
ドリリング、リーマ加工、タッピング、ブローチ加工などの激しい摩擦を伴う作業は、エマルジョン、EP エマルジョン、または EP 切削油を使用して実行するのが最適です。成形工具や歯車切削工具など、厳しい耐用年数要件を持つ高価値ツールには、EP 切削油がより適しています。研削作業では高温と微細な破片が発生するため、冷却と洗浄の要件が厳しくなるため、通常はエマルジョンが使用されます。
3.4加工要件に基づく選択:
荒加工では切削パラメータが高く、かなりの熱が発生します。そのため、冷却を優先する必要があり、3%~5% の低濃度エマルジョンが推奨されます。仕上げ加工では寸法精度と表面品質が優先されるため、潤滑がより重要になり、構成刃先の形成を抑制するために EP 切削油または高濃度 EP エマルジョンが推奨されます。
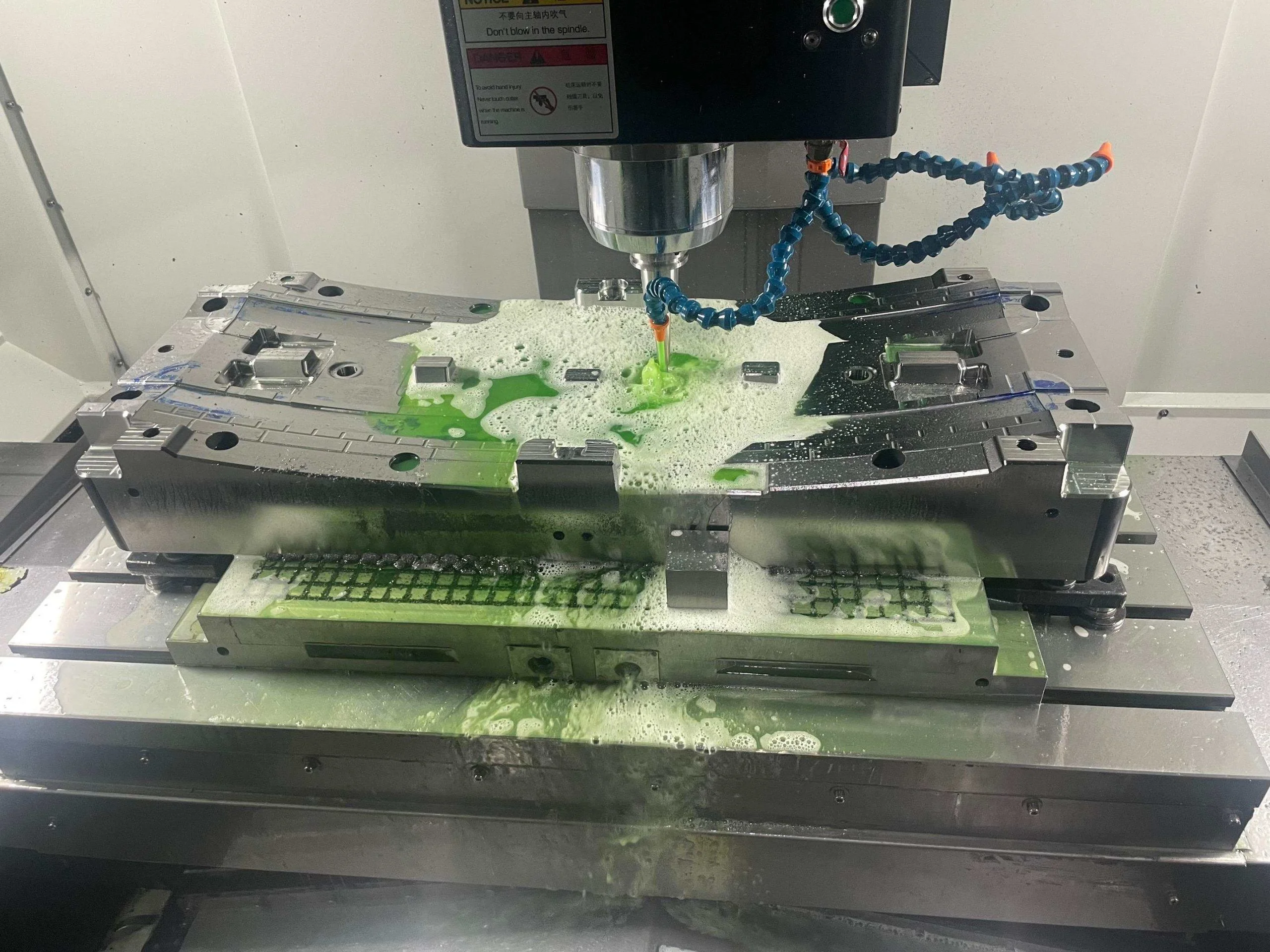
4.0金属切削油剤の塗布方法
実際の機械加工では、金属切削液は通常、次の方法で適用されます。
- 洪水冷却
- 高圧冷却
- ミスト冷却
具体的な適用方法は、工作機械の構造、加工プロセス、切削パラメータに基づいて決定する必要があります。
5.0よくある質問(FAQ)
金属切削液は常に使用する必要がありますか?
すべての加工に切削油剤が必要なわけではありません。鋼などの延性材料の加工では、切削油剤を使用することで切削温度と工具摩耗を低減できます。鋳鉄や青銅などの脆性材料では、ドライカットが可能な場合が多くあります。しかし、高精度加工や難削材加工では、切削油剤の適切な使用が不可欠です。
ワークピースの材質に応じて金属切削液をどのように選択すればよいですか?
材料の加工特性に基づいて選択する必要があります。高強度鋼および耐熱合金は、極圧切削油または極圧エマルジョンによる加工が最適です。アルミニウム、銅、およびそれらの合金では、通常、中濃度から高濃度のエマルジョンが使用されます。マグネシウム合金の加工では、水系切削液の使用は避けるべきです。
金属切削液は工具寿命にどのような影響を与えますか?
適切に選択された切削油は、切削温度と摩擦を低減し、摩耗と凝着を最小限に抑え、工具寿命を大幅に延ばします。不適切な切削油は摩耗を加速させ、工具の早期故障を引き起こす可能性があります。
切削油とエマルジョンの主な違いは何ですか?
切削油は主に潤滑剤として使用され、高負荷および境界潤滑条件に適しています。一方、エマルジョンは冷却性能を重視し、高速切削・研削加工に適しています。最終的な選択は、具体的な加工条件に基づいて行う必要があります。
切削液の濃度が高いほど良いのでしょうか?
いいえ。濃度が低すぎると、潤滑性や防錆効果が不十分になる可能性があります。濃度が高すぎると、コスト増加、冷却性能の低下、環境負荷の悪化を招く可能性があります。加工プロセスや技術要件に応じて適切な濃度範囲を選択する必要があります。