
- 1.0Introduzione: l'importanza della sicurezza dei macchinari
- 2.0Che cosa è la norma ISO 13849?
- 3.0Concetti fondamentali spiegati
- 4.0Come viene determinato il livello di prestazione (PL)?
- 5.0Confronto tra ISO 13849-1 e IEC 62061
- 6.0Revisioni chiave nella norma ISO 13849-1:2023
- 7.0Raccomandazioni di implementazione e migliori pratiche
- 8.0Principali controversie e critiche della norma ISO 13849-1:2023
- 9.0Risorsa – EN ISO 13849 (PDF) Norma di sicurezza funzionale per il controllo delle macchine
1.0Introduzione: l'importanza della sicurezza dei macchinari
Nell'automazione industriale, la sicurezza dei macchinari è fondamentale per proteggere vite umane, garantire la stabilità del sistema e soddisfare i requisiti di legge. La norma ISO 13849 offre una guida globale per la progettazione e la verifica delle parti dei sistemi di controllo relative alla sicurezza (SRP/CS), costituendo una base tecnica fondamentale per la sicurezza nella produzione meccanica.
2.0Che cosa è la norma ISO 13849?
La norma ISO 13849 è una norma di sicurezza funzionale incentrata sulla progettazione delle parti di sicurezza dei sistemi di controllo delle macchine. Si compone di due parti:
- Norma ISO 13849-1:2023, Parte 1: Principi generali di progettazione, requisiti di sicurezza e linee guida per l'integrazione di SRP/CS.
- Norma ISO 13849-2, Parte 2: Validazione, che fornisce metodi per analizzare o testare le funzioni di sicurezza e confermare il Livello di Prestazione (PL) raggiunto.
La norma ISO 13849 è una norma basata sul rischio. Definisce quali funzioni di sicurezza sono necessarie in base alla valutazione del rischio e specifica i livelli di prestazione che devono essere raggiunti per ridurre il rischio a livelli accettabili. Questa norma si applica a un'ampia gamma di macchinari, tra cui: presse piegatrici, macchine per timbratura, svolgitori, linee di alimentazione, macchine per stampaggio a iniezione, attrezzature per imballaggio e macchine da taglio.
2.1Novità nella norma ISO 13849-1:2023
La revisione del 2023 migliora sia la struttura che la chiarezza, rendendo l'implementazione più intuitiva. Le principali modifiche includono:
- Aggiornamento della terminologia: Sostituisce SRP/CS con il termine "sottosistema" in tutto lo standard per coerenza e chiarezza.
- Definizioni migliorate delle funzioni di sicurezza: Chiarisce la struttura e il contenuto delle funzioni di sicurezza e delle specifiche dei requisiti di sicurezza (SRS).
- Guida avanzata per la Categoria 2: Fornisce indicazioni più dettagliate sull'architettura e sulla gestione degli errori per i sistemi di categoria 2.
- Processo di validazione integrato: Combina progettazione e convalida in un unico standard incorporando le procedure precedentemente presenti nella norma ISO 13849-2.
- Maggiore attenzione ai fattori di affidabilità: Aumenta l'enfasi sui guasti per causa comune (CCF), sull'affidabilità del software e sull'immunità EMC.
- Allegati ampliati con esempi pratici: Aggiunge indicazioni pratiche, tra cui la convalida del software (Allegato N) e le contromisure EMC (Allegato L).
3.0Concetti fondamentali spiegati
SRP/CS: Parti dei sistemi di controllo relative alla sicurezza
Livello di prestazione (PL): Livelli di prestazione di sicurezza che vanno da PL a a PL e
Livello di prestazione richiesto (PLr): Il PL richiesto, determinato dalla valutazione del rischio
Parametri chiave:
- Categoria(classificazione dell'architettura del sistema)
- MTTFd(Tempo medio al guasto pericoloso)
- DCavg(Copertura diagnostica media)
- CCF(Resistenza ai guasti per causa comune)
- Requisiti di sicurezza del software
4.0Come viene determinato il livello di prestazione (PL)?
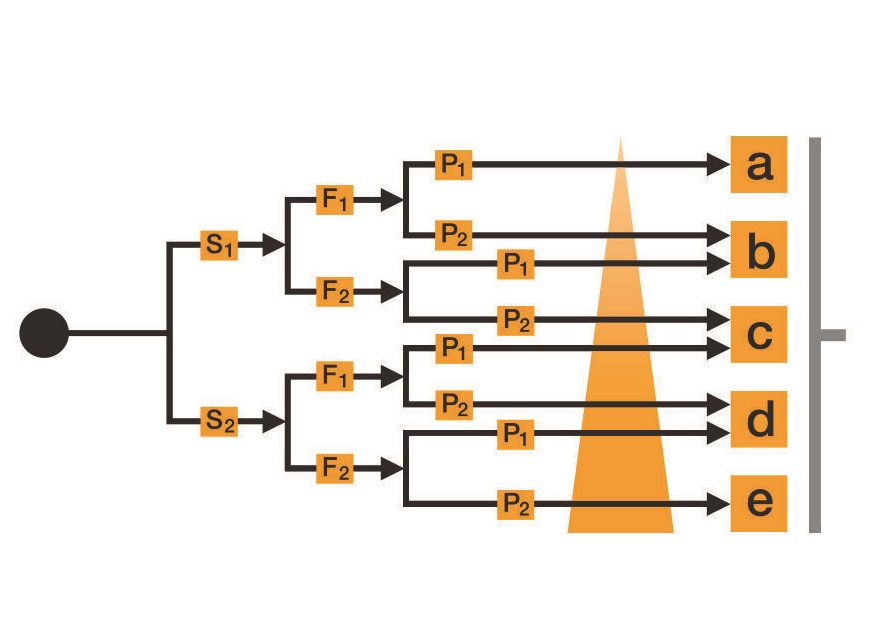
4.1Valutazione del rischio basata su grafici (secondo EN ISO 13849-1)
I rischi vengono valutati in EN ISO 13849-1 utilizzando un grafico del rischio. La valutazione si basa sui seguenti tre criteri:
- Gravità della lesione (S)
- Frequenza e/o esposizione al pericolo (F)
- Possibilità di evitare il pericolo o di limitare il danno (P)
Il risultato di questa valutazione è il livello di prestazione richiesto (PLr) per ogni singola funzione di sicurezza, volta a ridurre al minimo i rischi identificati.
- PL a corrisponde ad un Basso livello di rischio,
- PL e corrisponde ad un alto livello di rischio.
4.2Parametri di rischio
S – Gravità della lesione
- S1 = Lieve (lesione normalmente reversibile)
- S2 = Grave (normalmente lesioni irreversibili o morte)
F – Frequenza e/o esposizione al pericolo
- Formula 1 = Raramente o meno spesso e/o il tempo di esposizione è breve
- F2 = Frequente a continuo e/o il tempo di esposizione è lungo
P – Possibilità di evitare il pericolo o di limitare il danno
- P1 = Possibile in condizioni specifiche
- P2 = Quasi impossibile
4.3Fattori che influenzano il parametro P (possibilità di evitamento)
La possibilità di evitare o limitare il pericolo (P) è influenzato dai seguenti cinque fattori:
- IL velocità in cui si verifica il pericolo (ad esempio rapidamente o lentamente)
- Possibilità fisiche per evitare il pericolo (ad esempio scappando)
- Esperienza pratica di sicurezza relativo al processo o all'operazione
- Se l'operazione è condotta da esperti o non professionisti
- Se l'operazione viene eseguita con o senza supervisione
| Determinazione del parametro P – Fattori | UN | B | C |
| La macchina è utilizzata da | Specialista | Laico | |
| Velocità della parte della macchina che può causare un evento pericoloso | Evento a bassa o bassissima velocità | Evento a velocità media | Evento ad alta velocità |
| Possibilità fisica di evitare il pericolo | Possibile in almeno il 50% dei casi | Possibile in meno del 50% dei casi | Impossibile |
| Possibilità di riconoscere/percepire il pericolo | Possibile in almeno il 50% dei casi | Possibile solo in meno del 50% dei casi | Impossibile |
| Complessità delle operazioni | Bassa complessità o nessuna interazione | Complessità da media ad alta |
Se si seleziona “C” OPPURE si seleziona “B” almeno tre volte: P2
Se “C” non è selezionato E “B” è selezionato due volte: P1 o P2, a seconda della situazione specifica
Se “C” non è selezionato E “B” è zero o selezionato una volta: P1
Esempio: Per una funzione di interblocco di sicurezza su una macchina per timbrare o confezionare, analizzare il principio di funzionamento, identificare il PLr richiesto (ad esempio, PL d) e assicurarsi che il sistema raggiunga questo livello tramite input come MTTFd e DCavg.
5.0Confronto tra ISO 13849-1 e IEC 62061
| Aspetto | Norma ISO 13849-1 | IEC 62061 |
| Approccio | Categorie + Livelli di prestazione (PL) | SIL (livello di integrità della sicurezza) |
| Applicabile a | Macchinari | Sistemi automatizzati complessi |
| Complessità | Relativamente semplice | Utile per l'analisi approfondita del sistema |
| Integrazione | Struttura, tempistica, copertura diagnostica | Probabilità di funzione riuscita, tempo di risposta |
6.0Revisioni chiave nella norma ISO 13849-1:2023
Definizioni più chiare, sostituendo “SRP/CS” con la terminologia “sottosistema”
Standardizzazione avanzata dei requisiti di sicurezza
Definizione ottimizzata per Categoria 2, con maggiore enfasi su CCF
Miglioramento delle linee guida sulla sicurezza del software (Capitolo 7)
Integrazione di alcuni contenuti di convalida da ISO 13849-2 nella Parte 1
Allegati estesi: CCF (Allegato F), EMC (Allegato L), Specifiche dei requisiti di sicurezza (SRS, Allegato M), esempi di convalida del software (Allegato N)
7.0Raccomandazioni di implementazione e migliori pratiche
Per macchinari automatizzati ad alto ciclo, come svolgitori, presse piegatrici, dispositivi di alimentazione e apparecchiature di taglio laser, si consiglia di integrare i principi della norma ISO 13849 nella fase di progettazione per garantire la sicurezza del personale e la conformità alle normative:
Considerare le funzioni di sicurezza fin dalla fase di progettazione iniziale del sistema di controllo
Evitare un eccessivo affidamento sui controller a punto singolo; garantire una forte cooperazione hardware/software
Mantenere una documentazione tecnica completa e coerente per dimostrare la conformità
Utilizzare strumenti pratici come SISTEMA per l'analisi della sicurezza strutturale
8.0Principali controversie e critiche della norma ISO 13849-1:2023
Sebbene la revisione del 2023 migliori la struttura e l'applicabilità, permangono diverse preoccupazioni del settore:
- Potenziali riduzioni della sicurezza dovute a metodi tecnici non comprovati
- Requisiti di progettazione per software embedded di sicurezza (SRESW) che eccedono l'ambito; appartengono alla norma IEC 61508-3:2010
- PLC standard privi di ridondanza e capacità diagnostiche per PL elevati (PL c e superiori)
- Approccio di valutazione PL “senza dati” privo di fondamento scientifico
- I metodi di valutazione dell'immunità EMI nell'allegato L (percorso C) potrebbero non garantire sufficientemente la robustezza
- Transizione standard incompleta che causa confusione nell'implementazione
9.0Risorsa – EN ISO 13849 (PDF) Norma di sicurezza funzionale per il controllo delle macchine
Scarica lo standard ufficiale ISO 13849-1:2023 (versione EN ISO)
Scarica lo standard ufficiale ISO 13849-1:2012 (versione EN ISO)
Scarica lo standard delle specifiche VDMA 66413
Riferimenti
https://www.pilz.com/en-US/support/law-standards-norms/functional-safety/en-iso-13849-1
https://www.iso.org/standard/73481.html
https://knowledge.bsigroup.com/products/safety-of-machinery-safety-related-parts-of-control-systems-general-principles-for-design-5