

Nelle operazioni di taglio dei metalli, la scelta corretta del fluido da taglio ha un impatto diretto sulle forze di taglio, sulla temperatura di taglio, sull'usura dell'utensile, sulla deformazione termica del pezzo e sulla qualità complessiva della lavorazione.
Un fluido da taglio per metalli appropriato non solo prolunga la durata dell'utensile, ma migliora anche l'efficienza della lavorazione e la finitura superficiale, diventando un elemento fondamentale nella pianificazione e nell'ottimizzazione dei processi.
1.0Quali sono le principali funzioni dei fluidi da taglio per metalli?
1.1Raffreddamento:
Durante la lavorazione, la deformazione plastica del materiale e l'attrito tra utensile, pezzo e trucioli generano una grande quantità di calore. I fluidi da taglio per metalli rimuovono questo calore dalla zona di taglio attraverso un flusso continuo, riducendo le temperature di taglio, minimizzando l'usura dell'utensile e limitando la deformazione termica del pezzo. Le prestazioni di raffreddamento di un fluido da taglio dipendono principalmente dalla sua fluidità, capacità termica specifica, coefficiente di scambio termico e calore latente di vaporizzazione.
1.2Lubrificazione:
I fluidi da taglio formano una pellicola lubrificante tra la superficie di spoglia superiore dell'utensile, la superficie del fianco e il pezzo in lavorazione o i trucioli, riducendo il contatto diretto, l'attrito e l'adesione del materiale. Ciò migliora le condizioni di taglio e la qualità superficiale. Per garantire una lubrificazione efficace, il fluido deve avere una buona capacità di penetrazione e una sufficiente resistenza del film d'olio, in modo che la pellicola lubrificante rimanga stabile anche in condizioni di alta temperatura, alta pressione e forte attrito.
1.3Pulizia:
I processi di lavorazione generano trucioli, particelle metalliche e detriti fini. In particolare, nelle operazioni di rettifica, i grani abrasivi si staccano continuamente dalla mola. I fluidi da taglio per metalli aiutano a rimuovere questi contaminanti dalle superfici dell'utensile e del pezzo, prevenendo l'adesione dei trucioli, l'ostruzione dei percorsi di evacuazione o la graffiatura della superficie finita. Per questo motivo, i fluidi da taglio devono avere buone caratteristiche di fluidità ed essere forniti a pressione e portata adeguate.
1.4Protezione dalla corrosione:
I fluidi da taglio per metalli dovrebbero anche fornire protezione da ruggine e corrosione per il pezzo in lavorazione, gli utensili da taglio e i componenti della macchina. Le loro prestazioni antiruggine dipendono dalla composizione del fluido di base e dal tipo e dalla concentrazione degli inibitori di corrosione utilizzati.
2.0Tipi comuni di fluidi per il taglio dei metalli
2.1Soluzioni acquose:
Le soluzioni acquose utilizzano l'acqua come componente principale e offrono eccellenti prestazioni di dissipazione del calore e raffreddamento. Tuttavia, l'acqua da sola ha scarse proprietà lubrificanti e può facilmente causare corrosione. Nelle applicazioni pratiche, all'acqua vengono aggiunti inibitori di ruggine, tensioattivi e additivi lubrificanti per mantenere l'efficienza di raffreddamento, fornendo al contempo una lubrificazione di base e una protezione dalla corrosione.
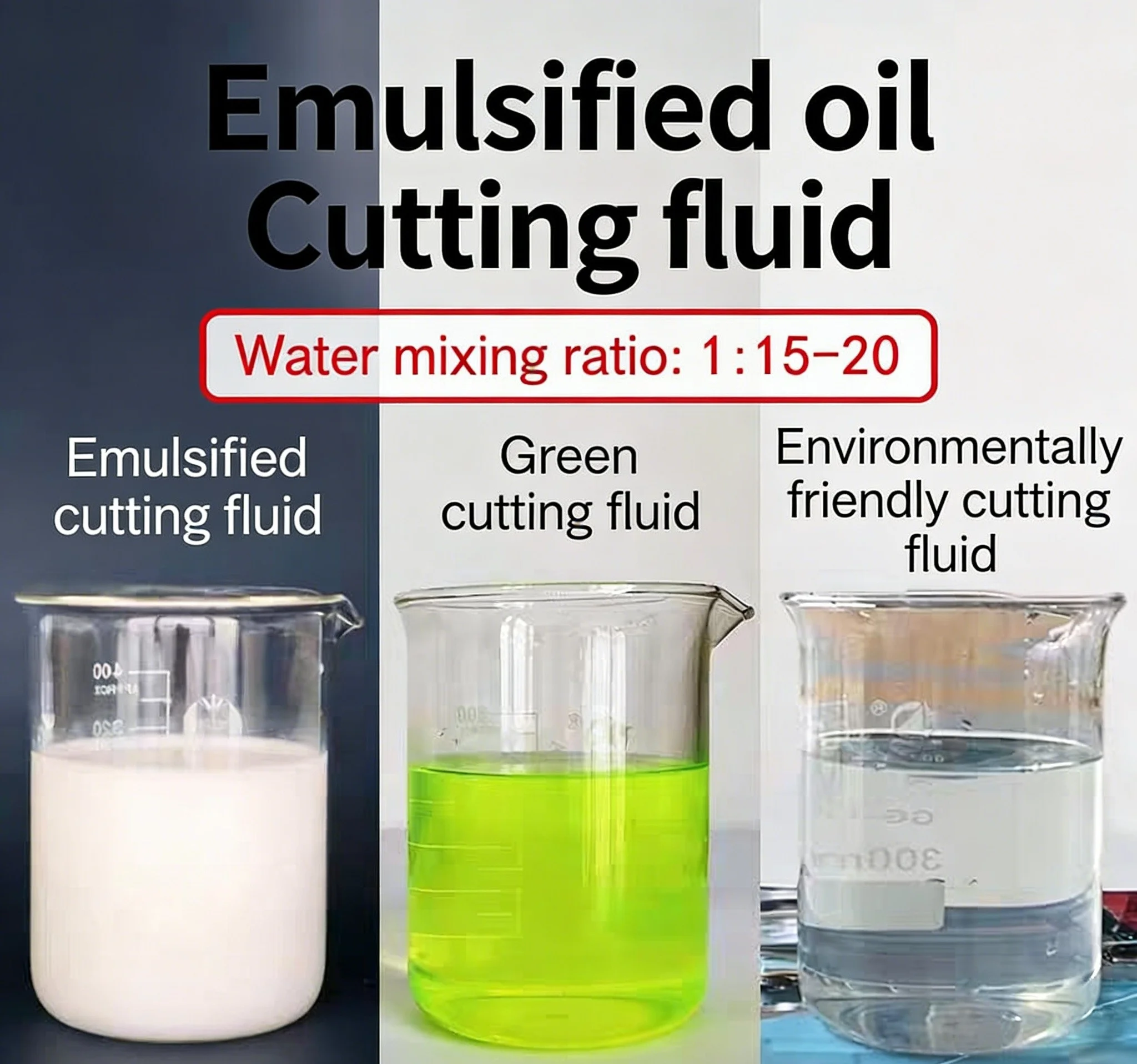
2.2Emulsioni:
Le emulsioni vengono prodotte diluendo oli emulsionabili con circa 95%–98% di acqua, ottenendo un aspetto lattiginoso o semitrasparente. Offrono buone prestazioni di raffreddamento, ma una lubrificazione e una resistenza alla corrosione relativamente limitate. Incorporando agenti lubrificanti, additivi per pressioni estreme e inibitori di corrosione, le emulsioni possono essere formulate in emulsioni EP o emulsioni antiruggine per soddisfare condizioni di lavorazione più impegnative.
2.3Oli da taglio:
Gli oli da taglio sono principalmente a base di oli minerali, con alcune formulazioni che utilizzano oli vegetali, oli animali o miscele di oli base. Gli oli minerali puri offrono una lubrificazione limitata, pertanto vengono comunemente aggiunti agenti untuosi, additivi per pressioni estreme e inibitori di corrosione per migliorare la lubrificazione e la resistenza all'usura. Gli oli da taglio sono particolarmente adatti per lavorazioni meccaniche gravose e applicazioni che richiedono condizioni di lubrificazione limite.
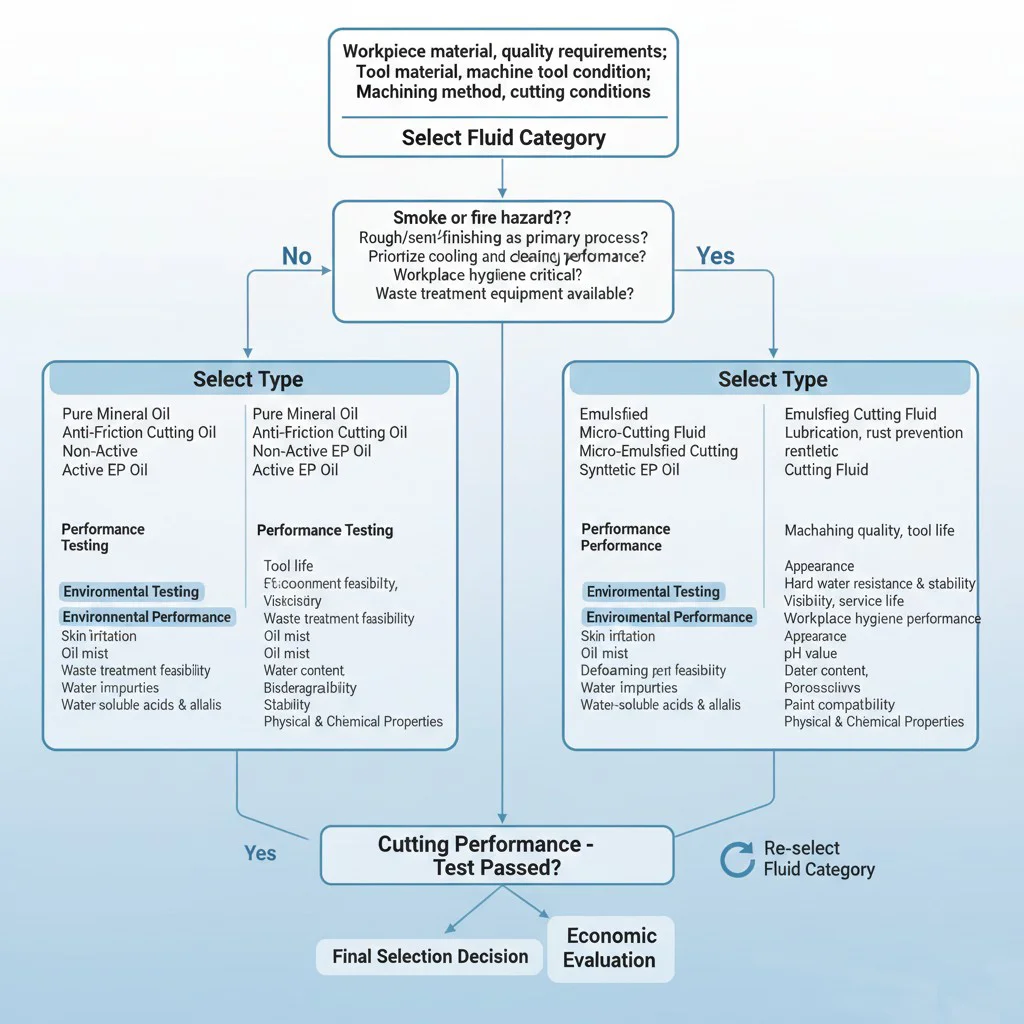
3.0Principi per la selezione dei fluidi da taglio per metalli
3.1Selezione in base al materiale del pezzo:
Quando si lavorano materiali duttili come l'acciaio, in genere sono necessari fluidi da taglio per metalli. Quando si lavorano materiali fragili come ghisa o bronzo, spesso è possibile utilizzare il taglio a secco. Per materiali difficili da lavorare come acciai ad alta resistenza e leghe ad alta temperatura, si consigliano oli da taglio per pressioni estreme o emulsioni EP. Quando si lavorano rame, alluminio e leghe di alluminio, è possibile utilizzare emulsioni 10%–20% o cherosene per ottenere una migliore finitura superficiale. Quando si lavorano leghe di magnesio, è opportuno evitare fluidi da taglio a base d'acqua per prevenire il rischio di combustione.


3.2Selezione in base al materiale dell'utensile:
Gli utensili in acciaio rapido hanno una resistenza al calore relativamente bassa e devono essere utilizzati con fluidi da taglio.
- Lavorazione sgrossatura: il raffreddamento deve essere l'obiettivo principale.
- Lavorazione di finitura: la lubrificazione deve essere l'obiettivo principale. Gli utensili in metallo duro hanno una migliore resistenza al calore e possono essere spesso utilizzati senza fluidi da taglio.
- Quando sono necessari fluidi da taglio, sono preferibili soluzioni a base d'acqua o emulsioni a bassa concentrazione.
- I fluidi da taglio devono essere applicati in modo continuo per evitare shock termici e potenziali crepe negli utensili causate dall'alternanza di riscaldamento e raffreddamento.
3.3Selezione in base al metodo di lavorazione:
Le operazioni con forte attrito, come foratura, alesatura, maschiatura e brocciatura, vengono eseguite al meglio utilizzando emulsioni, emulsioni EP o oli da taglio EP. Gli utensili di alto valore con requisiti di durata rigorosi, come utensili di formatura e utensili per il taglio di ingranaggi, sono più adatti agli oli da taglio EP. Le operazioni di rettifica generano alte temperature e detriti fini, richiedendo maggiori requisiti di raffreddamento e pulizia; in genere vengono utilizzate emulsioni.
3.4Selezione in base ai requisiti di lavorazione:
La lavorazione di sgrossatura prevede parametri di taglio elevati e una notevole generazione di calore; il raffreddamento dovrebbe prevalere e si consigliano emulsioni a bassa concentrazione di 3%–5%. La lavorazione di finitura dà priorità alla precisione dimensionale e alla qualità della superficie; la lubrificazione è più importante e si preferiscono oli da taglio EP o emulsioni EP ad alta concentrazione per evitare la formazione di taglienti di riporto.
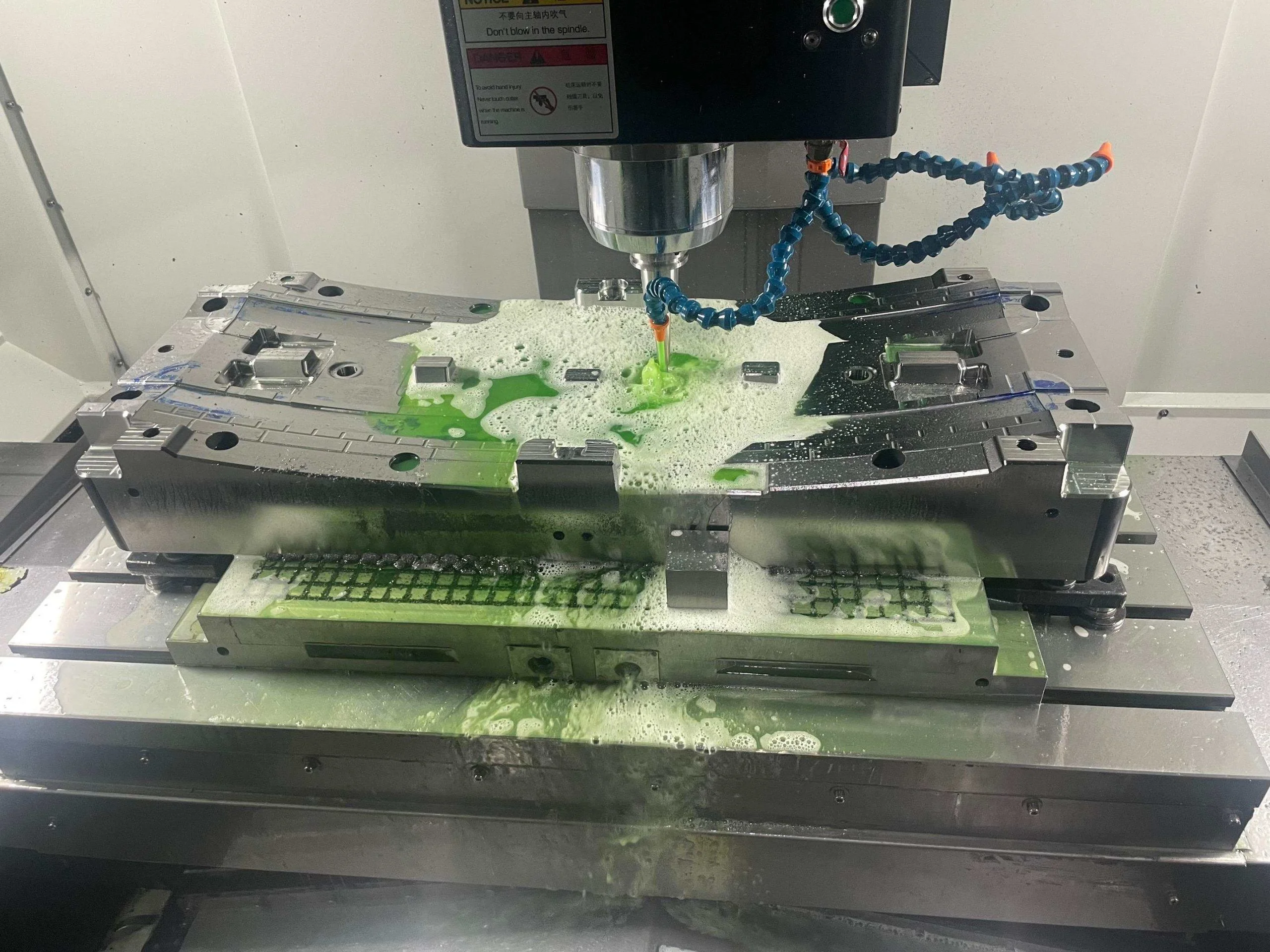
4.0Metodi di applicazione dei fluidi da taglio per metalli
Nella lavorazione pratica, i fluidi da taglio dei metalli vengono comunemente applicati utilizzando i seguenti metodi:
- Raffreddamento ad inondazione
- Raffreddamento ad alta pressione
- Raffreddamento a nebbia
Il metodo di applicazione specifico deve essere determinato in base alla struttura della macchina utensile, al processo di lavorazione e ai parametri di taglio.
5.0Domande frequenti (FAQ)
È sempre necessario utilizzare fluidi da taglio per metalli?
Non tutte le lavorazioni meccaniche richiedono l'uso di fluidi da taglio. Nella lavorazione di materiali duttili come l'acciaio, i fluidi da taglio contribuiscono a ridurre la temperatura di taglio e l'usura degli utensili. Per materiali fragili come ghisa e bronzo, il taglio a secco è spesso fattibile. Tuttavia, per lavorazioni ad alta precisione o materiali difficili da lavorare, l'uso corretto dei fluidi da taglio rimane essenziale.
Come si dovrebbero scegliere i fluidi da taglio per metalli in base al materiale del pezzo da lavorare?
La selezione dovrebbe basarsi sulle caratteristiche di lavorazione del materiale. Gli acciai ad alta resistenza e le leghe resistenti alle alte temperature si lavorano al meglio con oli da taglio EP o emulsioni EP. Alluminio, rame e le loro leghe utilizzano in genere emulsioni a concentrazione medio-alta. I fluidi da taglio a base d'acqua dovrebbero essere evitati durante la lavorazione delle leghe di magnesio.
In che modo i fluidi da taglio per metalli influiscono sulla durata degli utensili?
Fluidi da taglio opportunamente selezionati riducono la temperatura di taglio e l'attrito, minimizzano l'usura e l'adesione e prolungano significativamente la durata dell'utensile. Fluidi da taglio inadeguati possono accelerare l'usura e persino causare guasti prematuri all'utensile.
Qual è la differenza principale tra oli da taglio ed emulsioni?
Gli oli da taglio svolgono principalmente una funzione lubrificante e sono adatti a carichi elevati e condizioni di lubrificazione limite. Le emulsioni, invece, migliorano le prestazioni di raffreddamento e sono più adatte per operazioni di taglio e rettifica ad alta velocità. La scelta finale dovrebbe basarsi sulle specifiche condizioni di lavorazione.
Una concentrazione più elevata di fluido da taglio è sempre migliore?
No. Se la concentrazione è troppo bassa, la lubrificazione e la protezione dalla corrosione potrebbero essere insufficienti. Se la concentrazione è troppo alta, i costi aumentano, le prestazioni di raffreddamento possono essere ridotte e l'impatto ambientale può peggiorare. È necessario selezionare un intervallo di concentrazione appropriato in base al processo di lavorazione e ai requisiti tecnici.