

धातु काटने की प्रक्रियाओं में, कटिंग फ्लूइड का उचित चयन कटिंग बलों, कटिंग तापमान, टूल वियर, वर्कपीस थर्मल विरूपण और समग्र मशीनिंग गुणवत्ता पर सीधा प्रभाव डालता है।
उपयुक्त धातु काटने वाला तरल पदार्थ न केवल उपकरण के जीवनकाल को बढ़ाता है बल्कि मशीनिंग दक्षता और सतह की गुणवत्ता में भी सुधार करता है, जिससे यह प्रक्रिया नियोजन और अनुकूलन में एक महत्वपूर्ण तत्व बन जाता है।
1.0धातु काटने वाले तरल पदार्थों के मुख्य कार्य क्या हैं?
1.1शीतलन:
मशीनिंग के दौरान, सामग्री के प्लास्टिक विरूपण और उपकरण, वर्कपीस और चिप्स के बीच घर्षण से बड़ी मात्रा में ऊष्मा उत्पन्न होती है। धातु काटने वाले तरल पदार्थ निरंतर प्रवाह के माध्यम से इस ऊष्मा को काटने वाले क्षेत्र से दूर करते हैं, जिससे काटने का तापमान कम होता है, उपकरण का घिसाव न्यूनतम होता है और वर्कपीस का तापीय विरूपण सीमित होता है। किसी काटने वाले तरल पदार्थ का शीतलन प्रदर्शन मुख्य रूप से उसकी तरलता, विशिष्ट ऊष्मा क्षमता, ऊष्मा स्थानांतरण गुणांक और वाष्पीकरण की गुप्त ऊष्मा पर निर्भर करता है।
1.2स्नेहन:
कटिंग फ्लूइड, टूल के रेक फेस, फ्लैंक फेस और वर्कपीस या चिप्स के बीच एक चिकनाई वाली परत बनाते हैं, जिससे सीधा संपर्क, घर्षण और सामग्री का चिपकना कम हो जाता है। इससे कटिंग की स्थिति बेहतर होती है और सतह की गुणवत्ता बढ़ती है। प्रभावी लुब्रिकेशन सुनिश्चित करने के लिए, फ्लूइड में अच्छी प्रवेश क्षमता और पर्याप्त तेल फिल्म की मजबूती होनी चाहिए ताकि चिकनाई वाली परत उच्च तापमान, उच्च दबाव और तीव्र घर्षण में भी स्थिर बनी रहे।
1.3सफाई:
मशीनिंग प्रक्रियाओं से चिप्स, धातु के कण और बारीक मलबा उत्पन्न होता है। विशेष रूप से ग्राइंडिंग प्रक्रियाओं में, अपघर्षक कण लगातार व्हील से अलग होते रहते हैं। धातु काटने वाले तरल पदार्थ इन संदूषकों को उपकरण और वर्कपीस की सतहों से दूर करने में मदद करते हैं, जिससे चिप्स का चिपकना, चिप निकासी मार्गों का अवरुद्ध होना या तैयार सतह पर खरोंच लगना रोका जा सकता है। इसलिए, काटने वाले तरल पदार्थों में अच्छे प्रवाह गुण होने चाहिए और उन्हें पर्याप्त दबाव और प्रवाह दर पर आपूर्ति की जानी चाहिए।
1.4संक्षारण से सुरक्षा:
धातु काटने वाले तरल पदार्थों को वर्कपीस, कटिंग टूल्स और मशीन के पुर्जों को जंग और संक्षारण से सुरक्षा भी प्रदान करनी चाहिए। इनका जंग रोधी प्रदर्शन बेस फ्लूइड की संरचना और उपयोग किए गए संक्षारण अवरोधकों के प्रकार और सांद्रता पर निर्भर करता है।
2.0धातु काटने वाले तरल पदार्थों के सामान्य प्रकार
2.1जलीय विलयन:
जलीय विलयनों में पानी मुख्य घटक होता है और ये उत्कृष्ट ऊष्मा अपव्यय और शीतलन क्षमता प्रदान करते हैं। हालांकि, अकेले पानी में चिकनाई के गुण कम होते हैं और यह आसानी से जंग का कारण बन सकता है। व्यावहारिक अनुप्रयोगों में, पानी में जंग रोधक, सर्फेक्टेंट और चिकनाई योजक मिलाए जाते हैं ताकि बुनियादी चिकनाई और जंग से सुरक्षा प्रदान करते हुए शीतलन क्षमता बनी रहे।
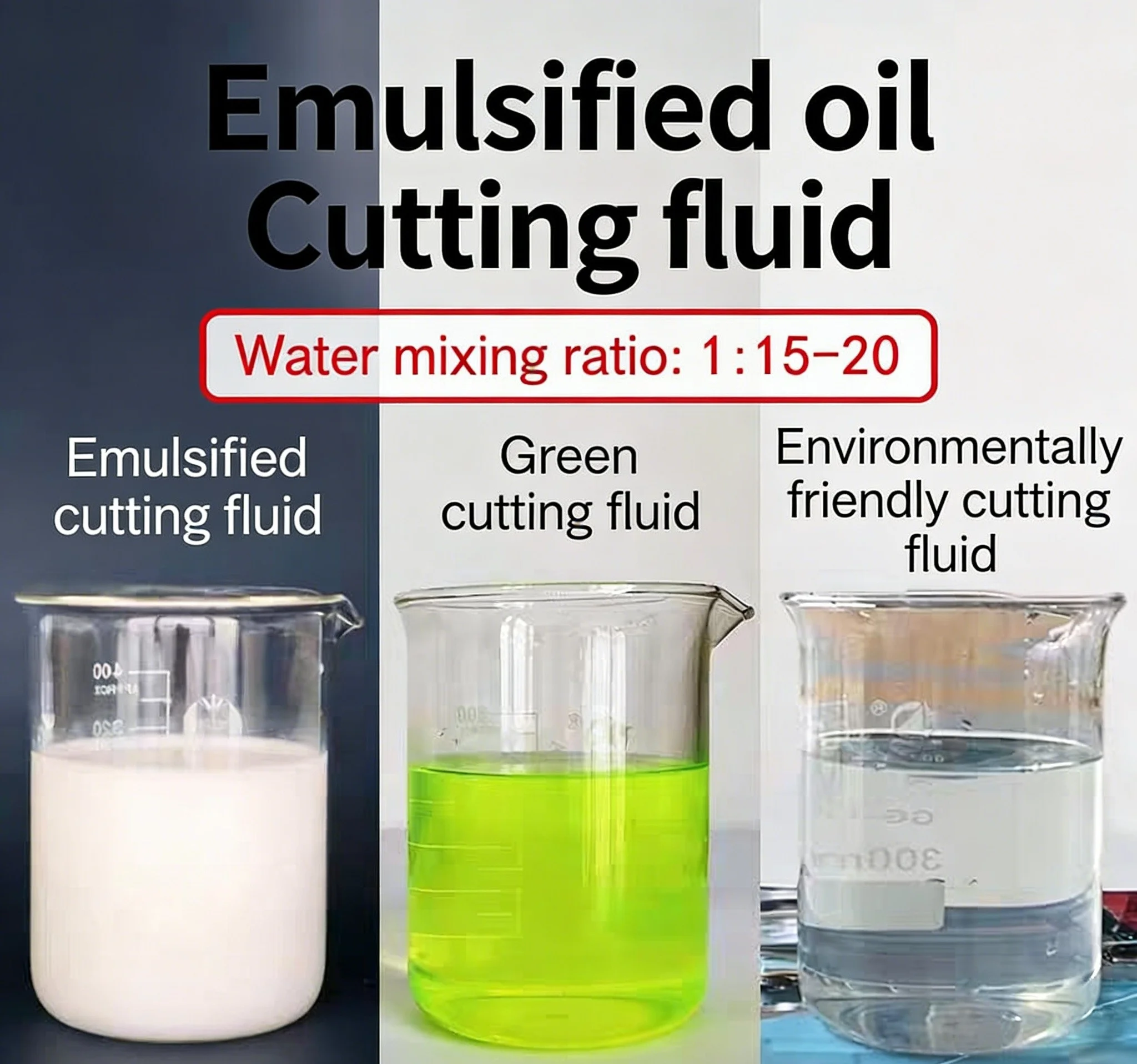
2.2इमल्शन:
इमल्सीफायबल तेलों को लगभग 95°C से 98°C तक पानी से पतला करके इमल्शन बनाए जाते हैं, जिसके परिणामस्वरूप इनका रंग दूधिया या अर्ध-पारदर्शी हो जाता है। ये अच्छी शीतलन क्षमता प्रदान करते हैं, लेकिन इनकी स्नेहन और संक्षारण प्रतिरोधकता अपेक्षाकृत सीमित होती है। स्नेहक, अति-दबाव योजक और संक्षारण अवरोधकों को मिलाकर, इमल्स को ईपी इमल्सन या जंग-रोधी इमल्सन में परिवर्तित किया जा सकता है, ताकि अधिक चुनौतीपूर्ण मशीनिंग स्थितियों को पूरा किया जा सके।
2.3कटिंग ऑयल:
कटिंग ऑयल मुख्य रूप से खनिज तेलों पर आधारित होते हैं, कुछ फॉर्मूलेशन में वनस्पति तेल, पशु तेल या मिश्रित आधार सामग्री का उपयोग किया जाता है। शुद्ध खनिज तेलों की चिकनाई सीमित होती है, इसलिए चिकनाई बढ़ाने और घिसाव प्रतिरोध को बेहतर बनाने के लिए इनमें आमतौर पर चिकनाई बढ़ाने वाले एजेंट, अत्यधिक दबाव वाले योजक और संक्षारण अवरोधक मिलाए जाते हैं। कटिंग ऑयल विशेष रूप से भारी मशीनिंग कार्यों और सीमावर्ती स्नेहन स्थितियों से संबंधित अनुप्रयोगों के लिए उपयुक्त होते हैं।
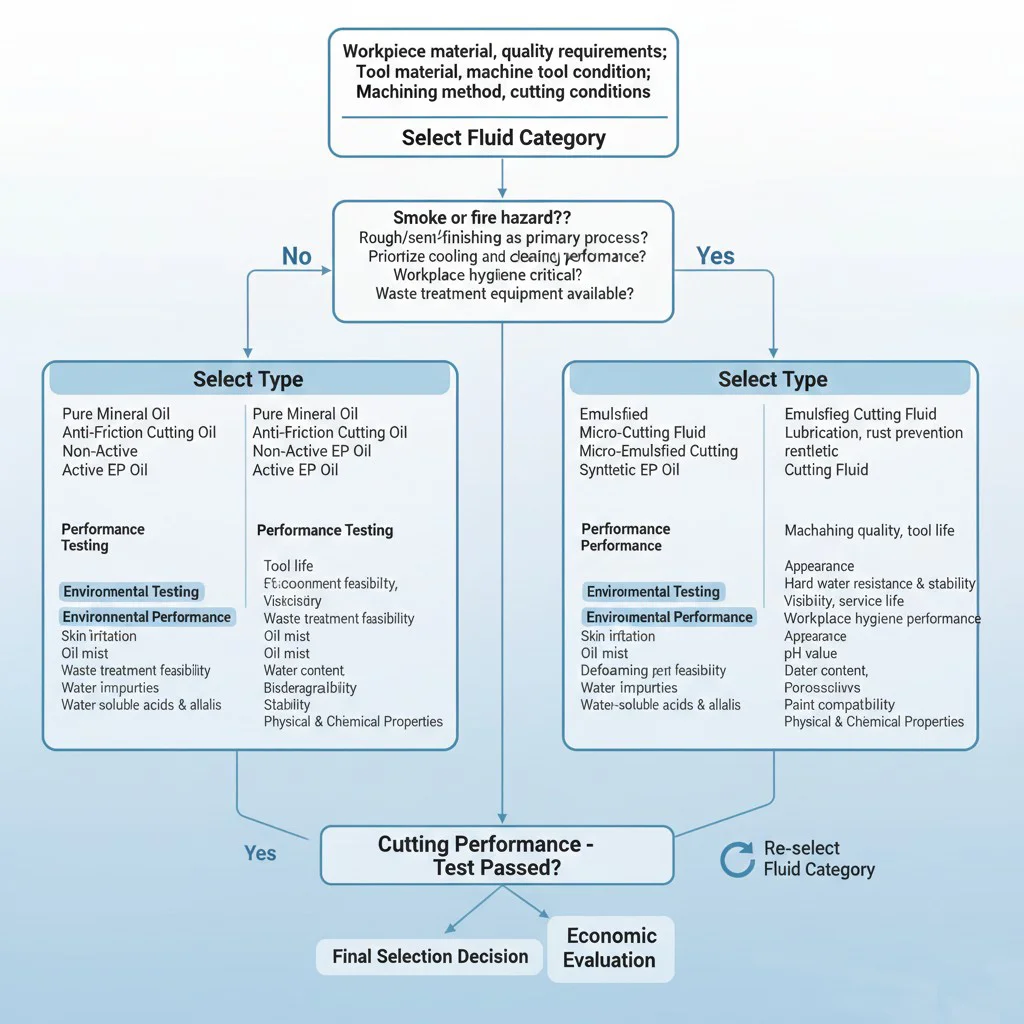
3.0धातु काटने वाले तरल पदार्थों के चयन के सिद्धांत
3.1वर्कपीस सामग्री के आधार पर चयन:
स्टील जैसे नमनीय पदार्थों की मशीनिंग करते समय, आमतौर पर धातु काटने वाले तरल पदार्थों की आवश्यकता होती है। कच्चा लोहा या कांस्य जैसे भंगुर पदार्थों की मशीनिंग करते समय, अक्सर शुष्क कटिंग का उपयोग किया जा सकता है। उच्च शक्ति वाले स्टील और उच्च तापमान मिश्र धातुओं जैसे कठिन मशीनिंग वाले पदार्थों के लिए, अत्यधिक दबाव वाले कटिंग तेल या ईपी इमल्शन की अनुशंसा की जाती है। तांबा, एल्यूमीनियम और एल्यूमीनियम मिश्र धातुओं की मशीनिंग करते समय, बेहतर सतह फिनिश प्राप्त करने के लिए 10%–20% इमल्शन या केरोसिन का उपयोग किया जा सकता है। मैग्नीशियम मिश्र धातुओं की मशीनिंग करते समय, दहन के जोखिम से बचने के लिए जल आधारित कटिंग तरल पदार्थों से बचना चाहिए।


3.2उपकरण की सामग्री के आधार पर चयन:
उच्च गति वाले स्टील के औजारों में अपेक्षाकृत कम ताप प्रतिरोध होता है और इन्हें काटने वाले तरल पदार्थों के साथ ही प्रयोग किया जाना चाहिए।
- रफ मशीनिंग: शीतलन पर प्राथमिक ध्यान केंद्रित किया जाना चाहिए।
- अंतिम मशीनिंग: स्नेहन पर प्राथमिक ध्यान देना चाहिए। कार्बाइड उपकरण बेहतर ताप प्रतिरोध क्षमता रखते हैं और अक्सर इन्हें कटिंग फ्लूइड के बिना भी इस्तेमाल किया जा सकता है।
- जब कटिंग फ्लूइड की आवश्यकता होती है, तो पानी आधारित घोल या कम सांद्रता वाले इमल्शन को प्राथमिकता दी जाती है।
- थर्मल शॉक और बार-बार गर्म और ठंडा होने से होने वाली टूल क्रैकिंग की संभावना से बचने के लिए कटिंग फ्लूइड्स को लगातार लगाया जाना चाहिए।
3.3मशीनिंग विधि के आधार पर चयन:
ड्रिलिंग, रीमिंग, टैपिंग और ब्रोचिंग जैसी अत्यधिक घर्षण वाली प्रक्रियाओं के लिए इमल्शन, ईपी इमल्शन या ईपी कटिंग ऑयल का उपयोग करना सर्वोत्तम होता है। फॉर्म टूल्स और गियर कटिंग टूल्स जैसे उच्च मूल्य वाले उपकरण, जिनकी सेवा अवधि की आवश्यकताएं सख्त होती हैं, ईपी कटिंग ऑयल के साथ बेहतर मेल खाते हैं। ग्राइंडिंग प्रक्रियाओं में उच्च तापमान और महीन कण उत्पन्न होते हैं, जिससे शीतलन और सफाई की अधिक आवश्यकता होती है; ऐसे में आमतौर पर इमल्शन का उपयोग किया जाता है।
3.4मशीनिंग संबंधी आवश्यकताओं के आधार पर चयन:
रफ मशीनिंग में उच्च कटिंग पैरामीटर और काफी मात्रा में ऊष्मा उत्पन्न होती है; शीतलन को प्राथमिकता दी जानी चाहिए, और 3%–5% के कम सांद्रता वाले इमल्शन की अनुशंसा की जाती है। फिनिश मशीनिंग में आयामी सटीकता और सतह की गुणवत्ता को प्राथमिकता दी जाती है; स्नेहन अधिक महत्वपूर्ण है, और बिल्ट-अप एज निर्माण को रोकने के लिए EP कटिंग ऑयल या उच्च सांद्रता वाले EP इमल्शन को प्राथमिकता दी जाती है।
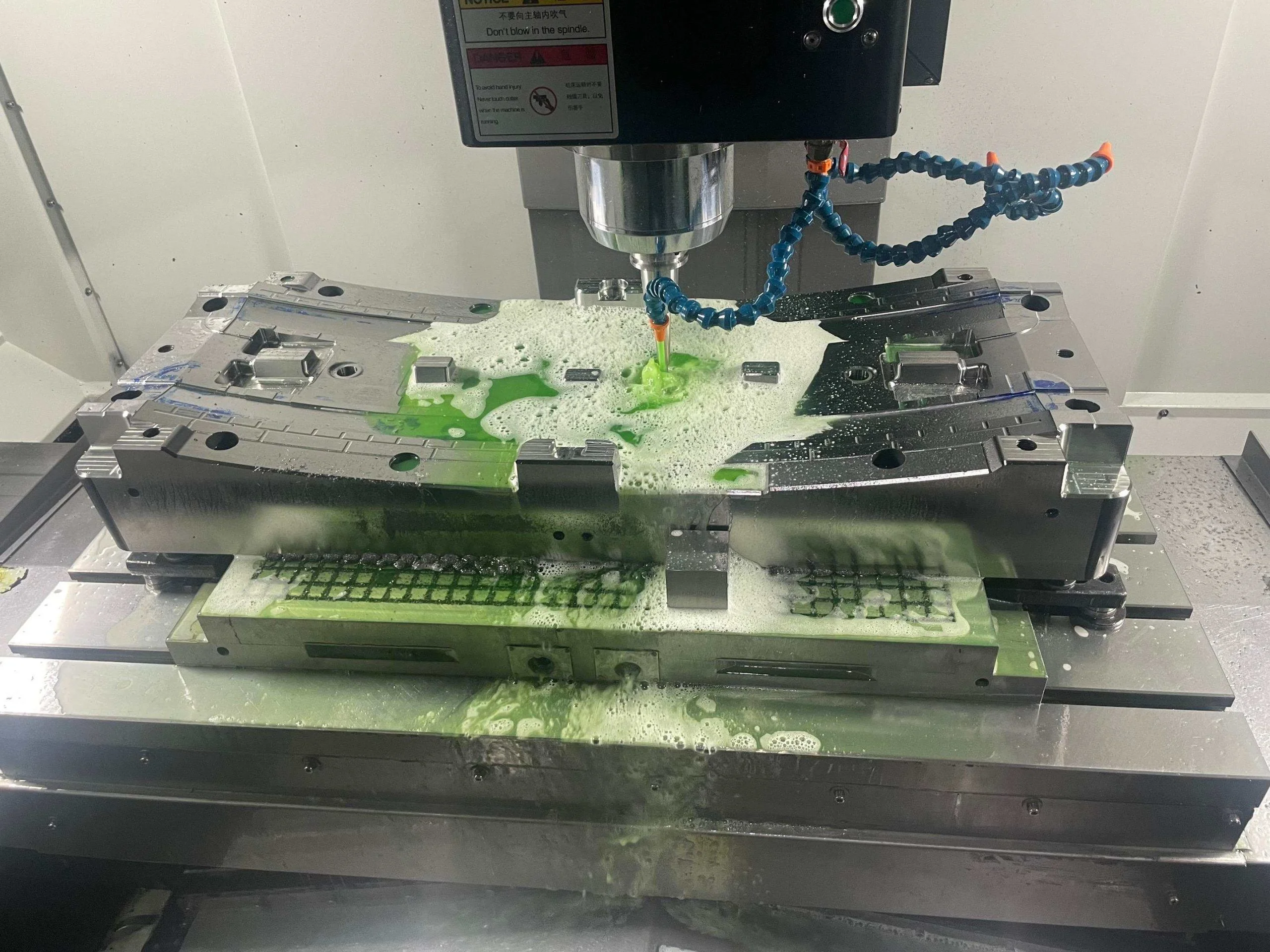
4.0धातु काटने वाले तरल पदार्थों को लगाने की विधियाँ
व्यवहारिक मशीनिंग में, धातु काटने वाले तरल पदार्थों को आमतौर पर निम्नलिखित विधियों का उपयोग करके लगाया जाता है:
- बाढ़ शीतलन
- उच्च दाब शीतलन
- धुंध शीतलन
मशीन टूल की संरचना, मशीनिंग प्रक्रिया और कटिंग मापदंडों के आधार पर विशिष्ट अनुप्रयोग विधि का निर्धारण किया जाना चाहिए।
5.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
क्या धातु काटने के लिए हमेशा तरल पदार्थों का उपयोग करना आवश्यक है?
सभी मशीनिंग कार्यों के लिए कटिंग फ्लूइड की आवश्यकता नहीं होती है। स्टील जैसे लचीले पदार्थों की मशीनिंग करते समय, कटिंग फ्लूइड कटिंग तापमान और टूल घिसाव को कम करने में मदद करते हैं। कच्चा लोहा और कांस्य जैसे भंगुर पदार्थों के लिए, अक्सर ड्राई कटिंग संभव होती है। हालांकि, उच्च परिशुद्धता वाली मशीनिंग या मशीनिंग में मुश्किल पदार्थों के लिए, कटिंग फ्लूइड का सही उपयोग आवश्यक रहता है।
वर्कपीस की सामग्री के आधार पर मेटल कटिंग फ्लूइड का चयन कैसे किया जाना चाहिए?
सामग्री की मशीनिंग विशेषताओं के आधार पर चयन किया जाना चाहिए। उच्च-शक्ति वाले स्टील और उच्च-तापमान मिश्र धातुओं की मशीनिंग के लिए ईपी कटिंग ऑयल या ईपी इमल्शन सबसे उपयुक्त होते हैं। एल्युमीनियम, तांबा और उनके मिश्र धातुओं के लिए आमतौर पर मध्यम से उच्च सांद्रता वाले इमल्शन का उपयोग किया जाता है। मैग्नीशियम मिश्र धातुओं की मशीनिंग करते समय जल-आधारित कटिंग फ्लूइड का उपयोग नहीं करना चाहिए।
धातु काटने वाले तरल पदार्थ उपकरण के जीवनकाल को कैसे प्रभावित करते हैं?
सही ढंग से चुने गए कटिंग फ्लूइड काटने के तापमान और घर्षण को कम करते हैं, घिसाव और चिपकाव को न्यूनतम करते हैं, और उपकरण के जीवनकाल को काफी हद तक बढ़ाते हैं। अनुपयुक्त कटिंग फ्लूइड घिसाव को तेज कर सकते हैं और यहां तक कि उपकरण की समय से पहले विफलता का कारण भी बन सकते हैं।
कटिंग ऑयल और इमल्शन के बीच मुख्य अंतर क्या है?
कटिंग ऑयल मुख्य रूप से स्नेहन प्रदान करते हैं और उच्च भार तथा सीमावर्ती स्नेहन स्थितियों के लिए उपयुक्त होते हैं। इमल्शन शीतलन क्षमता पर ज़ोर देते हैं और उच्च गति वाली कटिंग और ग्राइंडिंग प्रक्रियाओं के लिए अधिक उपयुक्त होते हैं। अंतिम चुनाव विशिष्ट मशीनिंग स्थितियों पर आधारित होना चाहिए।
क्या कटिंग फ्लूइड की अधिक सांद्रता हमेशा बेहतर होती है?
नहीं। यदि सांद्रता बहुत कम है, तो स्नेहन और संक्षारण से सुरक्षा अपर्याप्त हो सकती है। यदि सांद्रता बहुत अधिक है, तो लागत बढ़ जाती है, शीतलन क्षमता कम हो सकती है और पर्यावरणीय प्रभाव बिगड़ सकता है। मशीनिंग प्रक्रिया और तकनीकी आवश्यकताओं के अनुसार उपयुक्त सांद्रता सीमा का चयन किया जाना चाहिए।