

Lors des opérations de coupe des métaux, le choix approprié du fluide de coupe a un impact direct sur les forces de coupe, la température de coupe, l'usure de l'outil, la déformation thermique de la pièce et la qualité globale de l'usinage.
Un fluide de coupe approprié permet non seulement de prolonger la durée de vie des outils, mais aussi d'améliorer l'efficacité d'usinage et la finition de surface, ce qui en fait un élément essentiel de la planification et de l'optimisation des processus.
1.0Quelles sont les principales fonctions des fluides de coupe des métaux ?
1.1Refroidissement:
Lors de l'usinage, la déformation plastique du matériau et le frottement entre l'outil, la pièce et les copeaux génèrent une importante quantité de chaleur. Les fluides de coupe évacuent cette chaleur de la zone de coupe par un flux continu, réduisant ainsi les températures de coupe, minimisant l'usure de l'outil et limitant la déformation thermique de la pièce. Les performances de refroidissement d'un fluide de coupe dépendent principalement de sa fluidité, de sa capacité thermique massique, de son coefficient de transfert thermique et de sa chaleur latente de vaporisation.
1.2Lubrification:
Les fluides de coupe forment un film lubrifiant entre la face de coupe, la face de dépouille et la pièce à usiner ou les copeaux, réduisant ainsi le contact direct, le frottement et l'adhérence des matériaux. Ceci améliore les conditions de coupe et la qualité de surface. Pour garantir une lubrification efficace, le fluide doit présenter un bon pouvoir de pénétration et une résistance du film d'huile suffisante pour que celui-ci reste stable sous haute température, haute pression et frottement intense.
1.3Nettoyage:
Les procédés d'usinage génèrent des copeaux, des particules métalliques et des débris fins. Lors des opérations de rectification notamment, les grains abrasifs se détachent continuellement de la meule. Les fluides de coupe permettent d'évacuer ces contaminants des surfaces de l'outil et de la pièce, évitant ainsi l'adhérence des copeaux, l'obstruction des conduits d'évacuation et le rayage de la surface finie. C'est pourquoi les fluides de coupe doivent présenter de bonnes caractéristiques d'écoulement et être utilisés à une pression et un débit adéquats.
1.4Protection contre la corrosion :
Les fluides de coupe des métaux doivent également protéger la pièce, les outils de coupe et les composants de la machine contre la rouille et la corrosion. Leur efficacité antirouille dépend de la composition du fluide de base ainsi que du type et de la concentration des inhibiteurs de corrosion utilisés.
2.0Types courants de fluides de coupe des métaux
2.1Solutions aqueuses :
Les solutions aqueuses utilisent l'eau comme composant principal et offrent d'excellentes performances de dissipation thermique et de refroidissement. Cependant, l'eau pure possède de faibles propriétés lubrifiantes et peut facilement provoquer de la corrosion. En pratique, des inhibiteurs de rouille, des tensioactifs et des additifs lubrifiants sont ajoutés à l'eau afin de maintenir l'efficacité du refroidissement tout en assurant une lubrification de base et une protection contre la corrosion.
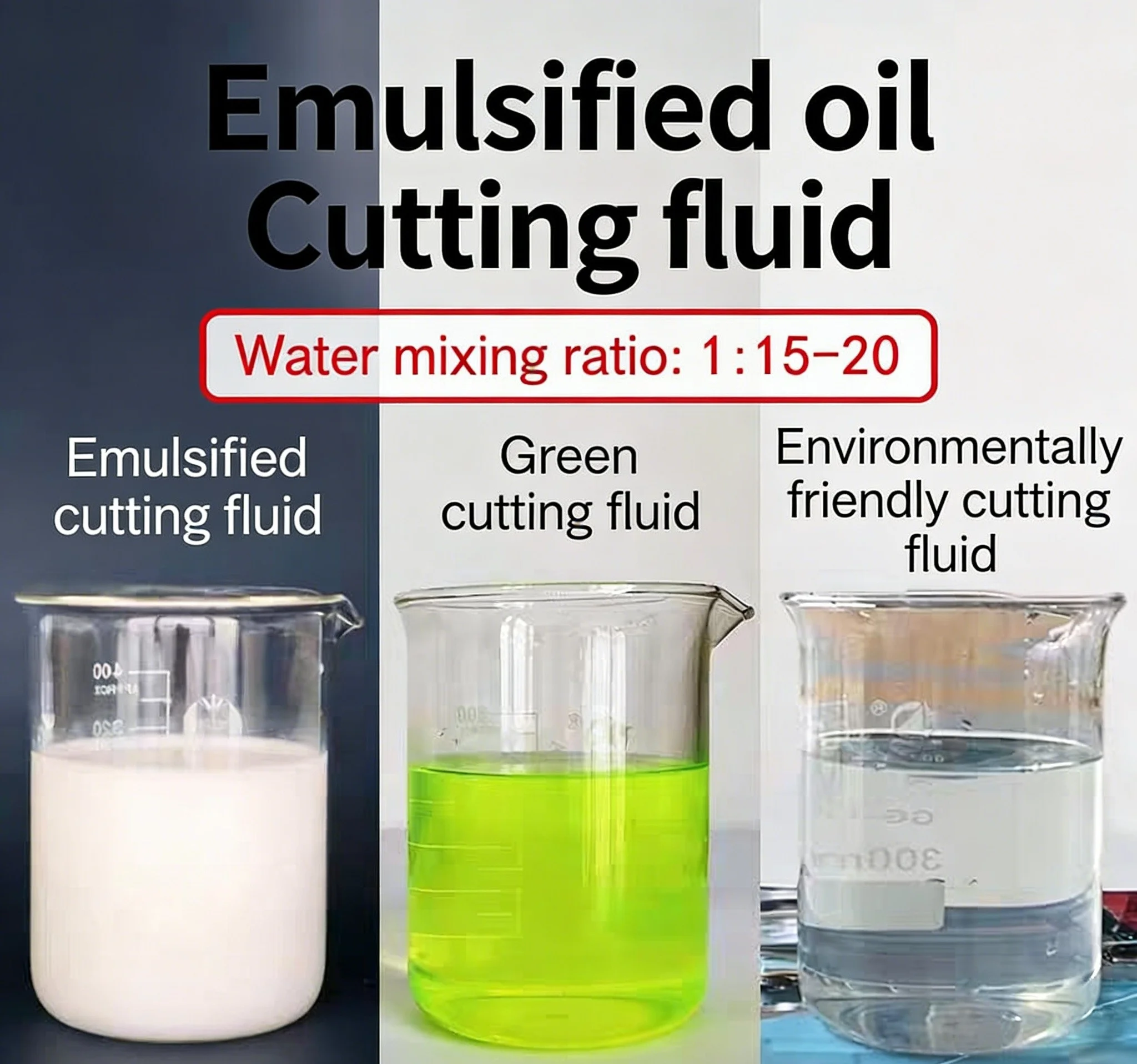
2.2Émulsions :
Les émulsions sont obtenues par dilution d'huiles émulsifiables avec environ 95 % à 98 % d'eau, ce qui leur confère un aspect laiteux ou semi-transparent. Elles offrent de bonnes performances de refroidissement, mais une lubrification et une résistance à la corrosion relativement limitées. L'incorporation d'agents lubrifiants, d'additifs extrême pression et d'inhibiteurs de corrosion permet de formuler des émulsions EP ou des émulsions antirouille afin de répondre à des conditions d'usinage plus exigeantes.
2.3Huiles de coupe :
Les huiles de coupe sont principalement composées d'huiles minérales, certaines formulations utilisant des huiles végétales, animales ou des mélanges. Les huiles minérales pures offrent un pouvoir lubrifiant limité ; c'est pourquoi des agents lubrifiants, des additifs extrême pression et des inhibiteurs de corrosion sont généralement ajoutés pour améliorer la lubrification et la résistance à l'usure. Les huiles de coupe sont particulièrement adaptées aux opérations d'usinage intensives et aux applications en régime de lubrification limite.
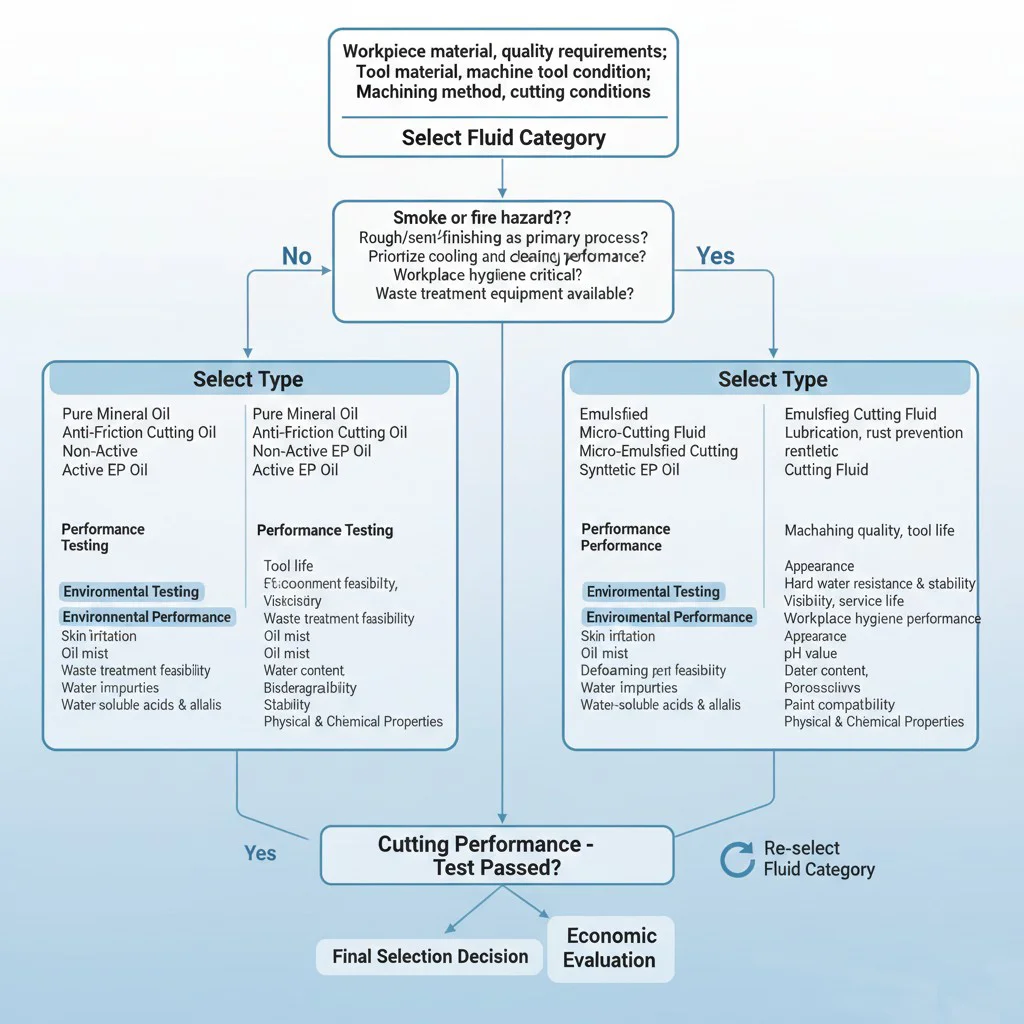
3.0Principes de sélection des fluides de coupe des métaux
3.1Sélection basée sur le matériau de la pièce :
Pour l'usinage de matériaux ductiles comme l'acier, l'utilisation de fluides de coupe est généralement nécessaire. Pour l'usinage de matériaux fragiles comme la fonte ou le bronze, la coupe à sec est souvent possible. Pour les matériaux difficiles à usiner, tels que les aciers à haute résistance et les alliages haute température, l'utilisation d'huiles de coupe extrême pression ou d'émulsions EP est recommandée. Lors de l'usinage du cuivre, de l'aluminium et des alliages d'aluminium, l'utilisation d'émulsions 10%–20% ou de kérosène permet d'obtenir un meilleur état de surface. Enfin, lors de l'usinage des alliages de magnésium, l'utilisation de fluides de coupe à base d'eau est à proscrire afin de prévenir tout risque de combustion.


3.2Sélection basée sur le matériau de l'outil :
Les outils en acier rapide ont une résistance à la chaleur relativement faible et doivent être utilisés avec des fluides de coupe.
- Ébauche : le refroidissement doit être la priorité absolue.
- Usinage de finition : la lubrification doit être la priorité absolue. Les outils en carbure présentent une meilleure résistance à la chaleur et peuvent souvent être utilisés sans fluides de coupe.
- Lorsque des fluides de coupe sont nécessaires, on privilégie les solutions aqueuses ou les émulsions à faible concentration.
- Les fluides de coupe doivent être appliqués en continu afin d'éviter les chocs thermiques et les risques de fissuration de l'outil causés par l'alternance de chauffage et de refroidissement.
3.3Sélection basée sur la méthode d'usinage :
Les opérations à fort frottement, telles que le perçage, l'alésage, le taraudage et le brochage, sont optimales avec des émulsions, des émulsions EP ou des huiles de coupe EP. Les outils de grande valeur soumis à des exigences strictes en matière de durée de vie, comme les outils de formage et les outils de taillage d'engrenages, sont mieux adaptés aux huiles de coupe EP. Les opérations de rectification génèrent des températures élevées et des particules fines, ce qui impose des exigences accrues en matière de refroidissement et de nettoyage ; on utilise généralement des émulsions.
3.4Sélection basée sur les exigences d'usinage :
L'ébauche nécessite des paramètres de coupe élevés et génère une chaleur importante ; le refroidissement doit être prédominant et des émulsions à faible concentration de 3%–5% sont recommandées. La finition privilégie la précision dimensionnelle et la qualité de surface ; la lubrification est primordiale et les huiles de coupe EP ou les émulsions EP à haute concentration sont préférables pour limiter la formation d'arêtes rapportées.
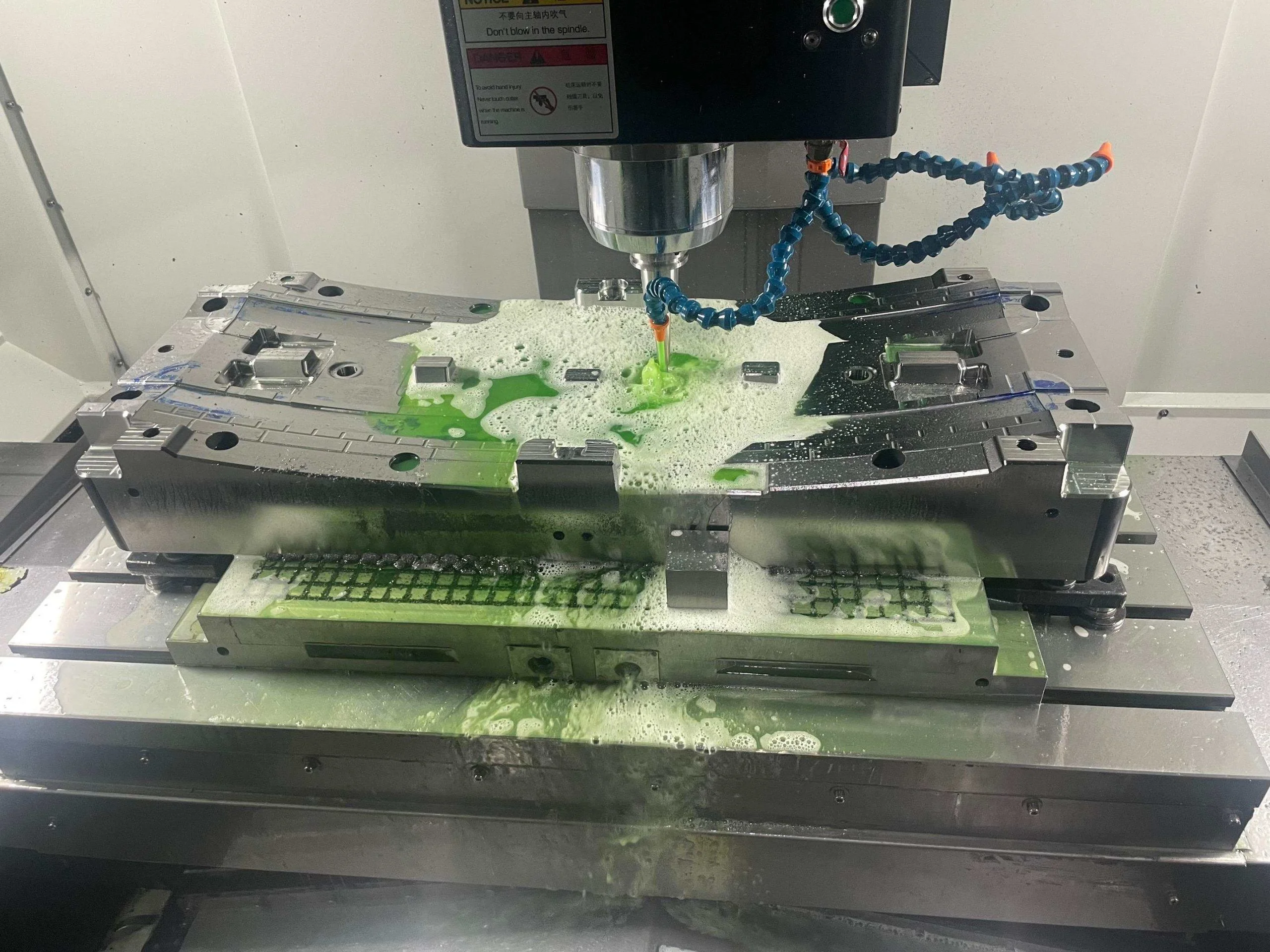
4.0Méthodes d'application des fluides de coupe des métaux
En usinage pratique, les fluides de coupe des métaux sont généralement appliqués selon les méthodes suivantes :
- Refroidissement par inondation
- Refroidissement haute pression
- Refroidissement par brumisation
La méthode d'application spécifique doit être déterminée en fonction de la structure de la machine-outil, du processus d'usinage et des paramètres de coupe.
5.0Foire aux questions (FAQ)
Est-il toujours nécessaire d'utiliser des fluides de coupe pour les métaux ?
Toutes les opérations d'usinage ne nécessitent pas de fluides de coupe. Lors de l'usinage de matériaux ductiles comme l'acier, les fluides de coupe contribuent à réduire la température de coupe et l'usure de l'outil. Pour les matériaux fragiles comme la fonte et le bronze, la coupe à sec est souvent possible. Cependant, pour l'usinage de haute précision ou les matériaux difficiles à usiner, l'utilisation appropriée des fluides de coupe demeure essentielle.
Comment choisir les fluides de coupe des métaux en fonction du matériau de la pièce à usiner ?
Le choix du fluide de coupe doit se fonder sur les caractéristiques d'usinage du matériau. Les aciers à haute résistance et les alliages haute température s'usinent de préférence avec des huiles ou des émulsions EP. L'aluminium, le cuivre et leurs alliages nécessitent généralement des émulsions à concentration moyenne à élevée. L'utilisation de fluides de coupe à base d'eau est à proscrire pour l'usinage des alliages de magnésium.
Comment les fluides de coupe des métaux affectent-ils la durée de vie des outils ?
Des fluides de coupe correctement choisis réduisent la température de coupe et le frottement, minimisent l'usure et l'adhérence, et prolongent considérablement la durée de vie de l'outil. Des fluides de coupe inadaptés peuvent accélérer l'usure et même provoquer une défaillance prématurée de l'outil.
Quelle est la principale différence entre les huiles de coupe et les émulsions ?
Les huiles de coupe assurent principalement la lubrification et conviennent aux conditions de forte charge et de lubrification limite. Les émulsions privilégient le refroidissement et sont plus adaptées aux opérations de coupe et de rectification à grande vitesse. Le choix final doit être déterminé en fonction des conditions d'usinage spécifiques.
Une concentration plus élevée de fluide de coupe est-elle toujours préférable ?
Non. Une concentration trop faible peut rendre la lubrification et la protection anticorrosion insuffisantes. À l'inverse, une concentration trop élevée entraîne une augmentation des coûts, une réduction potentielle des performances de refroidissement et une aggravation de l'impact environnemental. Il convient donc de choisir une plage de concentration appropriée en fonction du procédé d'usinage et des exigences techniques.