

در عملیات برش فلزات، انتخاب مناسب سیال برش تأثیر مستقیمی بر نیروهای برش، دمای برش، سایش ابزار، تغییر شکل حرارتی قطعه کار و کیفیت کلی ماشینکاری دارد.
یک سیال برش فلز مناسب نه تنها عمر ابزار را افزایش میدهد، بلکه راندمان ماشینکاری و صافی سطح را نیز بهبود میبخشد و آن را به یک عنصر حیاتی در برنامهریزی و بهینهسازی فرآیند تبدیل میکند.
1.0وظایف اصلی سیالات برش فلز چیست؟
1.1خنک کننده:
در طول ماشینکاری، تغییر شکل پلاستیکی ماده و اصطکاک بین ابزار، قطعه کار و برادهها مقدار زیادی گرما تولید میکند. سیالات برش فلز این گرما را از طریق جریان مداوم از ناحیه برش خارج میکنند و باعث کاهش دمای برش، به حداقل رساندن سایش ابزار و محدود کردن تغییر شکل حرارتی قطعه کار میشوند. عملکرد خنککننده یک سیال برش عمدتاً به سیالیت، ظرفیت گرمایی ویژه، ضریب انتقال حرارت و گرمای نهان تبخیر آن بستگی دارد.
1.2روغن کاری:
سیالات برش، یک لایه روانکننده بین سطح براده ابزار، سطح جانبی و قطعه کار یا برادهها تشکیل میدهند و تماس مستقیم، اصطکاک و چسبندگی مواد را کاهش میدهند. این امر شرایط برش را بهبود میبخشد و کیفیت سطح را افزایش میدهد. برای اطمینان از روانکاری مؤثر، سیال باید قابلیت نفوذ خوب و استحکام لایه روغن کافی داشته باشد تا لایه روانکننده در دما، فشار و اصطکاک شدید پایدار بماند.
1.3تمیز کردن:
فرآیندهای ماشینکاری باعث ایجاد براده، ذرات فلزی و خردههای ریز میشوند. به ویژه در عملیات سنگزنی، دانههای ساینده به طور مداوم از چرخ جدا میشوند. سیالات برش فلز به زدودن این آلودگیها از سطوح ابزار و قطعه کار کمک میکنند و از چسبندگی براده، گرفتگی مسیرهای تخلیه براده یا خراشیدگی سطح نهایی جلوگیری میکنند. به همین دلیل، سیالات برش باید دارای ویژگیهای جریان خوبی باشند و با فشار و سرعت جریان کافی تأمین شوند.
1.4محافظت در برابر خوردگی:
سیالات برش فلز همچنین باید محافظت در برابر زنگزدگی و خوردگی را برای قطعه کار، ابزارهای برش و اجزای ماشین فراهم کنند. عملکرد ضد زنگ آنها به ترکیب سیال پایه و نوع و غلظت مهارکنندههای خوردگی مورد استفاده بستگی دارد.
2.0انواع رایج سیالات برش فلز
2.1محلولهای آبی:
محلولهای آبی از آب به عنوان جزء اصلی استفاده میکنند و اتلاف حرارت و عملکرد خنککنندگی عالی ارائه میدهند. با این حال، آب به تنهایی خواص روانکاری ضعیفی دارد و میتواند به راحتی باعث خوردگی شود. در کاربردهای عملی، مهارکنندههای زنگزدگی، سورفکتانتها و افزودنیهای روانکننده به آب اضافه میشوند تا راندمان خنککنندگی حفظ شود و در عین حال روانکاری اولیه و محافظت در برابر خوردگی را فراهم کنند.
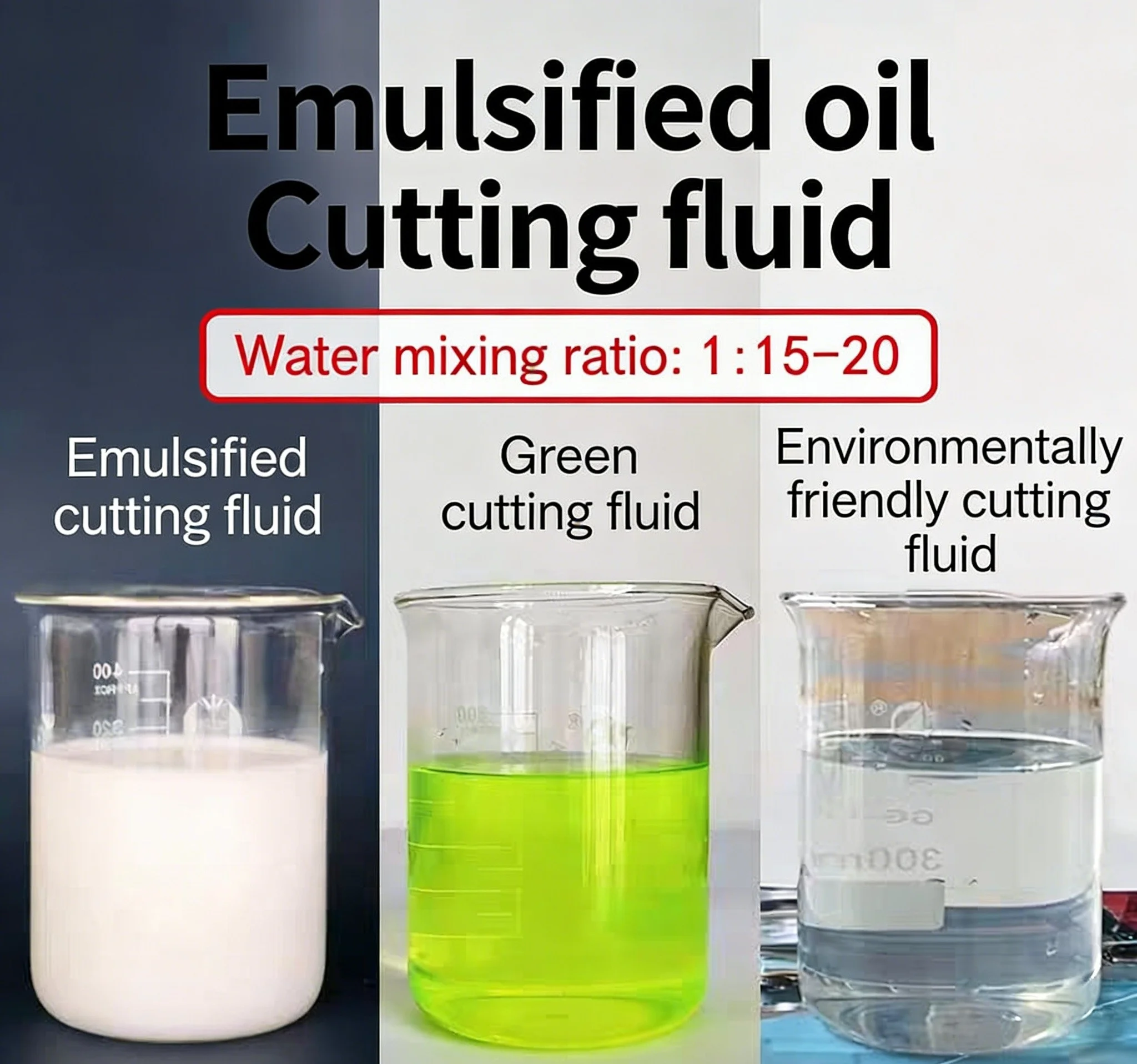
2.2امولسیونها:
امولسیونها با رقیق کردن روغنهای امولسیونشونده با آب تقریباً 95%-98% تولید میشوند که منجر به ظاهری شیری یا نیمهشفاف میشود. آنها عملکرد خنککنندگی خوبی دارند اما روانکاری و مقاومت در برابر خوردگی نسبتاً محدودی دارند. با ترکیب عوامل روانکننده، افزودنیهای فشار بالا و مهارکنندههای خوردگی، امولسیونها را میتوان به امولسیونهای EP یا امولسیونهای مقاوم در برابر زنگزدگی فرموله کرد تا شرایط ماشینکاری دشوارتری را برآورده کنند.
2.3روغنهای برش:
روغنهای برش عمدتاً بر پایه روغنهای معدنی هستند و برخی از فرمولاسیونها از روغنهای گیاهی، روغنهای حیوانی یا روغنهای پایه ترکیبی استفاده میکنند. روغنهای معدنی خالص روانکاری محدودی دارند، بنابراین معمولاً عوامل روغنی، افزودنیهای فشار بالا و مهارکنندههای خوردگی برای افزایش روانکاری و مقاومت در برابر سایش اضافه میشوند. روغنهای برش به ویژه برای عملیات ماشینکاری سنگین و کاربردهایی که شامل شرایط روانکاری مرزی هستند، مناسب هستند.
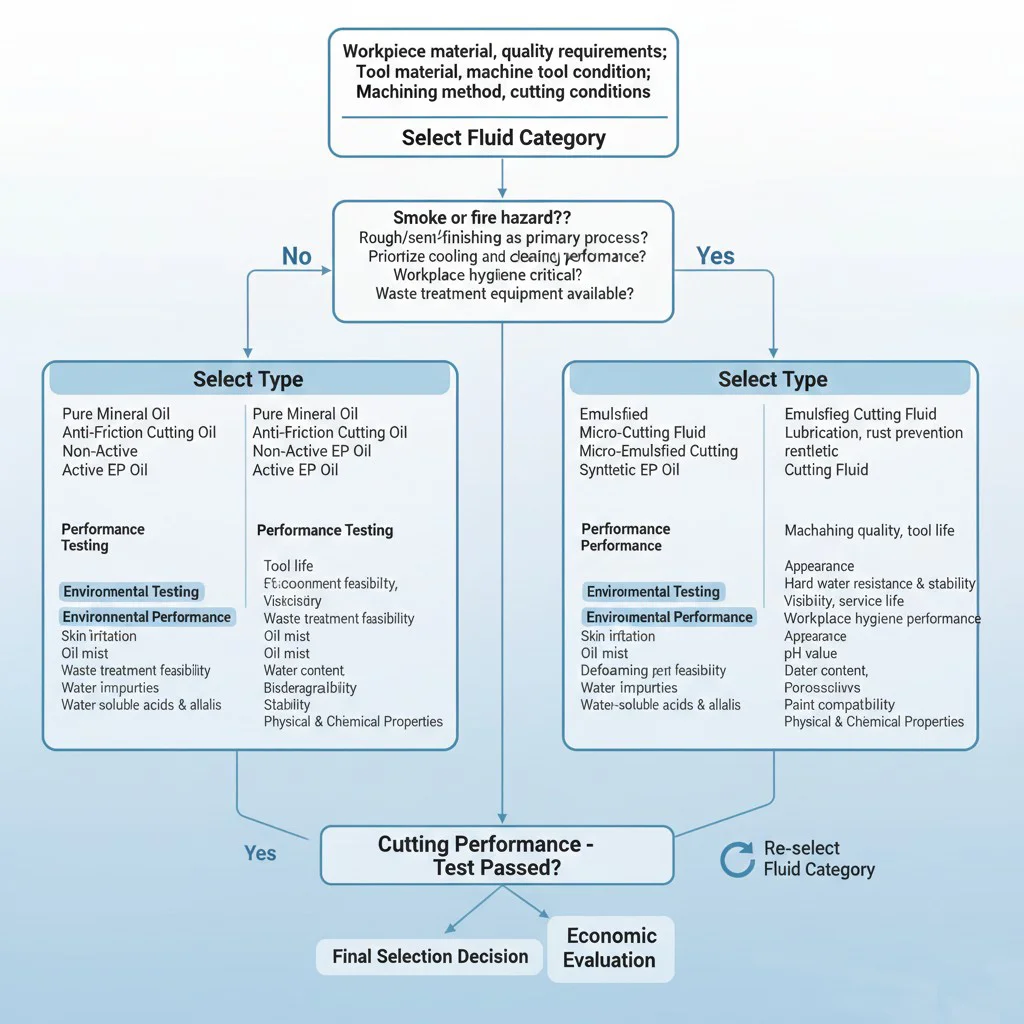
3.0اصول انتخاب سیالات برش فلز
3.1انتخاب بر اساس جنس قطعه کار:
هنگام ماشینکاری مواد شکلپذیر مانند فولاد، سیالات برش فلز عموماً مورد نیاز هستند. هنگام ماشینکاری مواد شکننده مانند چدن یا برنز، اغلب میتوان از برش خشک استفاده کرد. برای موادی که ماشینکاری آنها دشوار است مانند فولادهای با استحکام بالا و آلیاژهای با دمای بالا، روغنهای برش با فشار شدید یا امولسیونهای EP توصیه میشوند. هنگام ماشینکاری مس، آلومینیوم و آلیاژهای آلومینیوم، میتوان از امولسیونهای 10%–20% یا نفت سفید برای دستیابی به سطح نهایی بهتر استفاده کرد. هنگام ماشینکاری آلیاژهای منیزیم، باید از سیالات برش پایه آب برای جلوگیری از خطر احتراق اجتناب شود.


3.2انتخاب بر اساس جنس ابزار:
ابزارهای فولادی تندبر مقاومت حرارتی نسبتاً کمی دارند و باید با سیالات برشی استفاده شوند.
- ماشینکاری خشن: خنک سازی باید تمرکز اصلی باشد.
- ماشینکاری نهایی: روانکاری باید تمرکز اصلی باشد. ابزارهای کاربیدی مقاومت حرارتی بهتری دارند و اغلب میتوان بدون سیالات برش از آنها استفاده کرد.
- وقتی به سیالات برش نیاز باشد، محلولهای پایه آب یا امولسیونهای با غلظت کم ترجیح داده میشوند.
- برای جلوگیری از شوک حرارتی و ترک خوردگی احتمالی ابزار ناشی از گرمایش و سرمایش متناوب، باید سیالات برش به طور مداوم اعمال شوند.
3.3انتخاب بر اساس روش ماشینکاری:
عملیات با اصطکاک شدید، مانند سوراخکاری، برقوکاری، قلاویزکاری و بروشینگ، با استفاده از امولسیونها، امولسیونهای EP یا روغنهای برش EP به بهترین نحو انجام میشوند. ابزارهای با ارزش بالا با الزامات دقیق عمر مفید، مانند ابزارهای فرمدهی و ابزارهای برش دنده، با روغنهای برش EP بهتر سازگار میشوند. عملیات سنگزنی دمای بالا و ذرات ریز ایجاد میکند و نیاز بیشتری به خنککاری و تمیزکاری دارد. معمولاً از امولسیونها استفاده میشود.
3.4انتخاب بر اساس الزامات ماشینکاری:
ماشینکاری خشن شامل پارامترهای برش بالا و تولید گرمای قابل توجه است؛ خنککاری باید غالب باشد و امولسیونهای با غلظت کم 3%-5% توصیه میشوند. ماشینکاری نهایی دقت ابعادی و کیفیت سطح را در اولویت قرار میدهد؛ روانکاری مهمتر است و روغنهای برش EP یا امولسیونهای EP با غلظت بالا برای جلوگیری از تشکیل لبههای انباشته ترجیح داده میشوند.
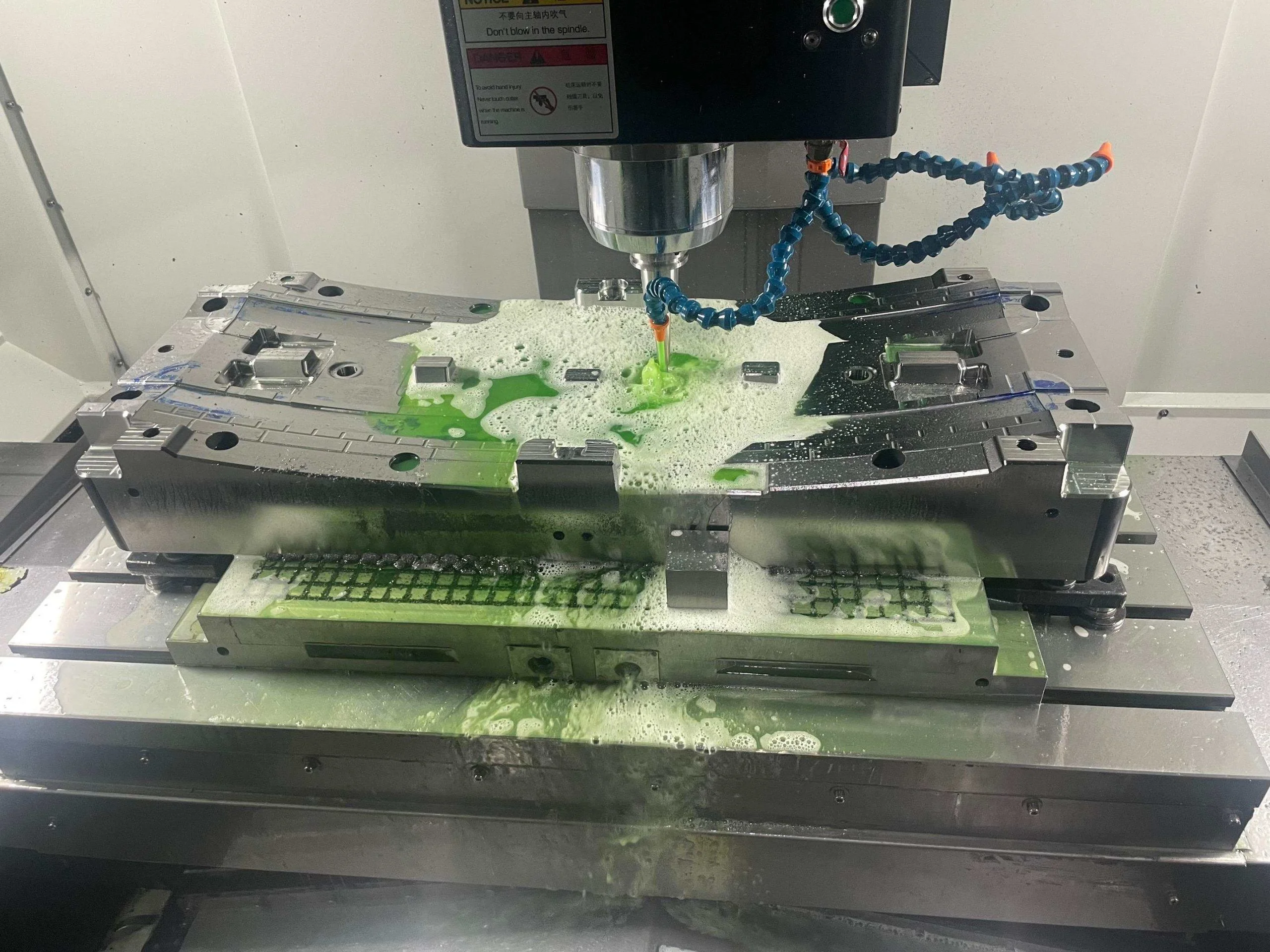
4.0روشهای اعمال سیالات برش فلز
در ماشینکاری عملی، سیالات برش فلز معمولاً با استفاده از روشهای زیر اعمال میشوند:
- خنکسازی سیلآسا
- خنکسازی با فشار بالا
- خنککننده مهآلود
روش کاربرد خاص باید بر اساس ساختار ابزار ماشین، فرآیند ماشینکاری و پارامترهای برش تعیین شود.
5.0سوالات متداول (FAQ)
آیا همیشه استفاده از سیالات برش فلز ضروری است؟
همه عملیات ماشینکاری به سیالات برش نیاز ندارند. هنگام ماشینکاری مواد شکلپذیر مانند فولاد، سیالات برش به کاهش دمای برش و سایش ابزار کمک میکنند. برای مواد شکننده مانند چدن و برنز، برش خشک اغلب امکانپذیر است. با این حال، برای ماشینکاری با دقت بالا یا موادی که ماشینکاری آنها دشوار است، استفاده صحیح از سیالات برش همچنان ضروری است.
چگونه باید سیالات برش فلز را بر اساس جنس قطعه کار انتخاب کرد؟
انتخاب باید بر اساس ویژگیهای ماشینکاری ماده باشد. فولادهای با استحکام بالا و آلیاژهای مقاوم در برابر دماهای بالا بهتر است با روغنهای برش EP یا امولسیونهای EP ماشینکاری شوند. آلومینیوم، مس و آلیاژهای آنها معمولاً از امولسیونهای با غلظت متوسط تا زیاد استفاده میکنند. هنگام ماشینکاری آلیاژهای منیزیم باید از سیالات برش پایه آب اجتناب شود.
سیالات برش فلز چگونه بر عمر ابزار تأثیر میگذارند؟
سیالات برشی که به درستی انتخاب شوند، دمای برش و اصطکاک را کاهش میدهند، سایش و چسبندگی را به حداقل میرسانند و عمر ابزار را به طور قابل توجهی افزایش میدهند. سیالات برشی نامناسب میتوانند سایش را تسریع کنند و حتی ممکن است باعث خرابی زودرس ابزار شوند.
تفاوت اصلی بین روغنهای برش و امولسیونها چیست؟
روغنهای برش در درجه اول روانکاری را انجام میدهند و برای شرایط روانکاری تحت بار زیاد و مرزی مناسب هستند. امولسیونها بر عملکرد خنککنندگی تأکید دارند و برای عملیات برش و سنگزنی با سرعت بالا مناسبتر هستند. انتخاب نهایی باید بر اساس شرایط خاص ماشینکاری باشد.
آیا غلظت بالاتر سیال برش همیشه بهتر است؟
خیر. اگر غلظت خیلی کم باشد، روانکاری و محافظت در برابر خوردگی ممکن است ناکافی باشد. اگر غلظت خیلی زیاد باشد، هزینهها افزایش مییابد، عملکرد خنککننده ممکن است کاهش یابد و تأثیر زیستمحیطی ممکن است بدتر شود. باید محدوده غلظت مناسبی با توجه به فرآیند ماشینکاری و الزامات فنی انتخاب شود.