

En las operaciones de corte de metales, la selección adecuada del fluido de corte tiene un impacto directo en las fuerzas de corte, la temperatura de corte, el desgaste de la herramienta, la deformación térmica de la pieza de trabajo y la calidad general del mecanizado.
Un fluido de corte de metal apropiado no solo extiende la vida útil de la herramienta, sino que también mejora la eficiencia del mecanizado y el acabado de la superficie, lo que lo convierte en un elemento crítico en la planificación y optimización del proceso.
1.0¿Cuáles son las principales funciones de los fluidos de corte de metales?
1.1Enfriamiento:
Durante el mecanizado, la deformación plástica del material y la fricción entre la herramienta, la pieza y las virutas generan una gran cantidad de calor. Los fluidos de corte de metal eliminan este calor de la zona de corte mediante un flujo continuo, lo que reduce las temperaturas de corte, minimiza el desgaste de la herramienta y limita la deformación térmica de la pieza. El rendimiento de refrigeración de un fluido de corte depende principalmente de su fluidez, capacidad calorífica específica, coeficiente de transferencia de calor y calor latente de vaporización.
1.2Lubricación:
Los fluidos de corte forman una película lubricante entre la cara de ataque y la cara de flanco de la herramienta y la pieza o viruta, reduciendo el contacto directo, la fricción y la adhesión del material. Esto mejora las condiciones de corte y la calidad de la superficie. Para garantizar una lubricación eficaz, el fluido debe tener una buena capacidad de penetración y una película de aceite lo suficientemente resistente como para que permanezca estable a altas temperaturas, altas presiones y fricción intensa.
1.3Limpieza:
Los procesos de mecanizado generan virutas, partículas metálicas y residuos finos. En particular, en las operaciones de rectificado, los granos abrasivos se desprenden continuamente de la muela. Los fluidos de corte ayudan a eliminar estos contaminantes de las superficies de la herramienta y la pieza, evitando la adhesión de virutas, la obstrucción de las vías de evacuación de virutas o el rayado de la superficie acabada. Por esta razón, los fluidos de corte deben tener buenas características de flujo y suministrarse a la presión y caudal adecuados.
1.4Protección contra la corrosión:
Los fluidos de corte de metales también deben proporcionar protección contra la oxidación y la corrosión a la pieza de trabajo, las herramientas de corte y los componentes de la máquina. Su rendimiento antioxidante depende de la composición del fluido base y del tipo y la concentración de inhibidores de corrosión utilizados.
2.0Tipos comunes de fluidos para corte de metales
2.1Soluciones acuosas:
Las soluciones acuosas utilizan agua como componente principal y ofrecen una excelente disipación del calor y un excelente rendimiento de refrigeración. Sin embargo, el agua sola tiene malas propiedades lubricantes y puede causar corrosión fácilmente. En aplicaciones prácticas, se añaden inhibidores de óxido, surfactantes y aditivos lubricantes al agua para mantener la eficiencia de refrigeración, a la vez que se proporciona lubricación básica y protección contra la corrosión.
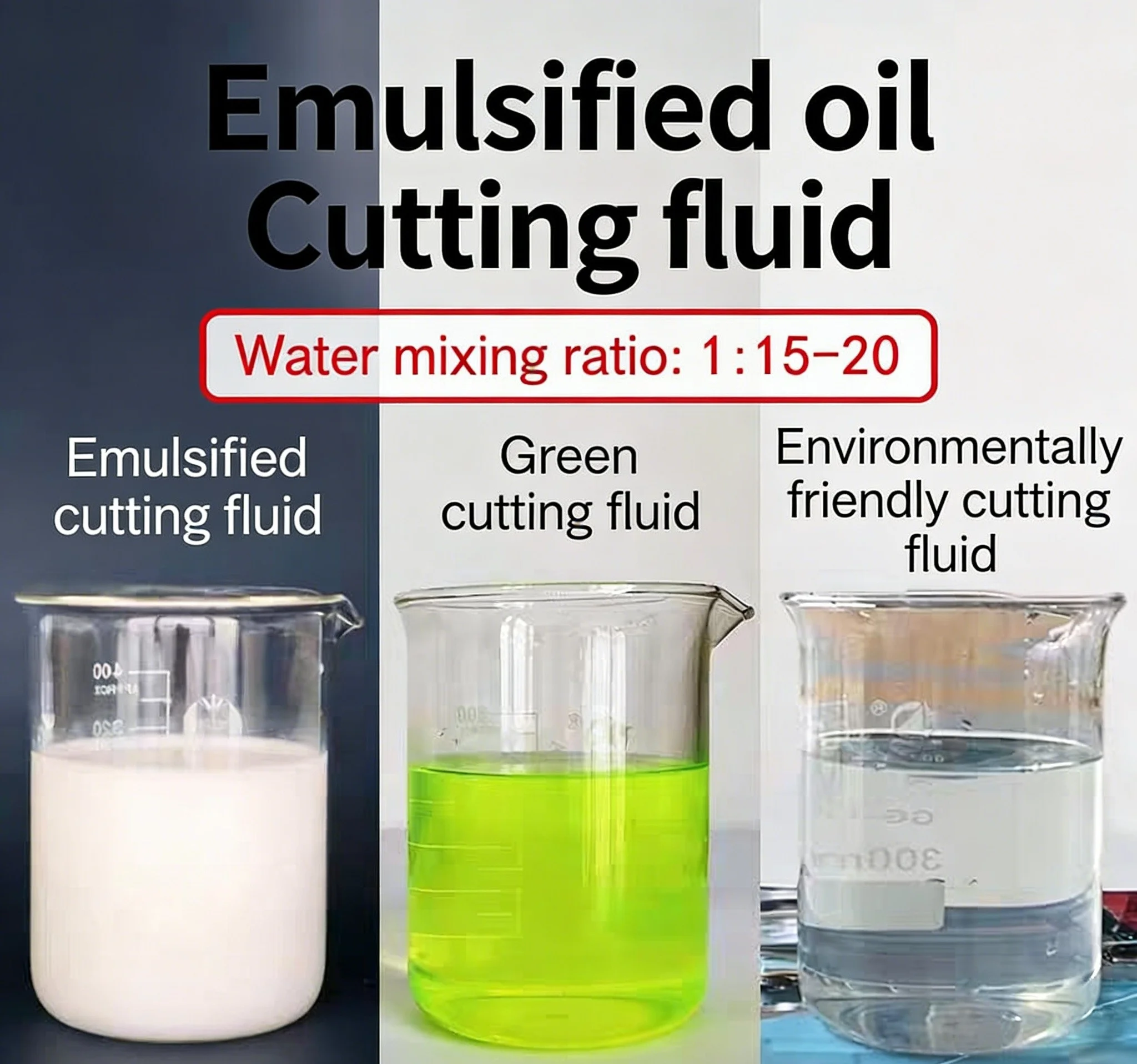
2.2Emulsiones:
Las emulsiones se producen diluyendo aceites emulsionables con agua con una concentración aproximada de 95%–98%, lo que da como resultado una apariencia lechosa o semitransparente. Ofrecen un buen rendimiento de refrigeración, pero una lubricación y resistencia a la corrosión relativamente limitadas. Mediante la incorporación de agentes lubricantes, aditivos de extrema presión e inhibidores de corrosión, las emulsiones pueden formularse en emulsiones EP o resistentes a la corrosión para cumplir con las condiciones de mecanizado más exigentes.
2.3Aceites de corte:
Los aceites de corte se basan principalmente en aceites minerales, y algunas formulaciones utilizan aceites vegetales, aceites animales o mezclas de aceites base. Los aceites minerales puros ofrecen una lubricidad limitada, por lo que se suelen añadir agentes oleosos, aditivos de extrema presión e inhibidores de corrosión para mejorar la lubricación y la resistencia al desgaste. Los aceites de corte son especialmente adecuados para operaciones de mecanizado de alta resistencia y aplicaciones que requieren lubricación límite.
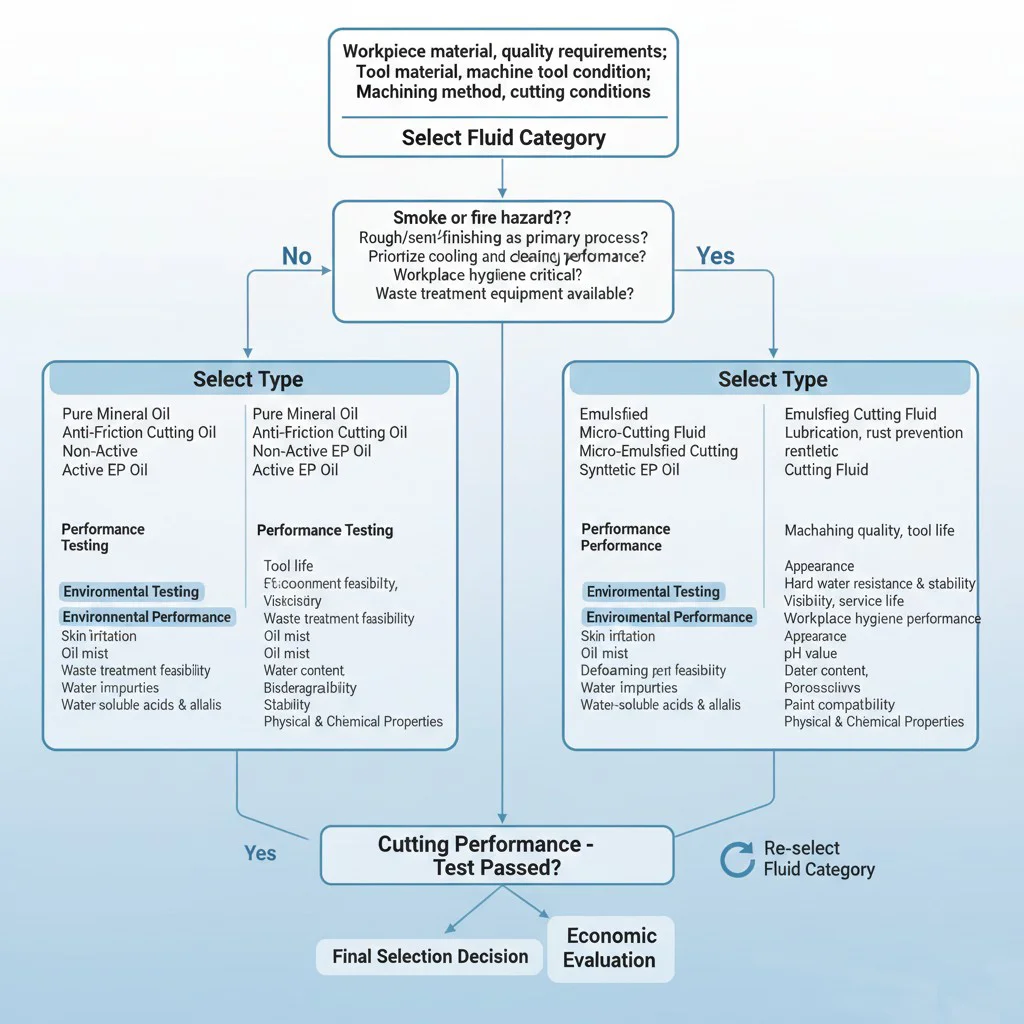
3.0Principios para la selección de fluidos de corte de metales
3.1Selección basada en el material de la pieza de trabajo:
Al mecanizar materiales dúctiles como el acero, generalmente se requieren fluidos de corte de metal. Al mecanizar materiales frágiles como hierro fundido o bronce, a menudo se puede utilizar el corte en seco. Para materiales difíciles de mecanizar, como aceros de alta resistencia y aleaciones de alta temperatura, se recomiendan aceites de corte de extrema presión o emulsiones EP. Al mecanizar cobre, aluminio y aleaciones de aluminio, se pueden utilizar emulsiones 10%–20% o queroseno para lograr un mejor acabado superficial. Al mecanizar aleaciones de magnesio, se deben evitar los fluidos de corte a base de agua para prevenir el riesgo de combustión.


3.2Selección basada en el material de la herramienta:
Las herramientas de acero de alta velocidad tienen una resistencia al calor relativamente baja y deben utilizarse con fluidos de corte.
- Mecanizado de desbaste: el enfriamiento debe ser el enfoque principal.
- Mecanizado de acabado: la lubricación debe ser el foco principal. Las herramientas de carburo tienen mejor resistencia al calor y, a menudo, se pueden utilizar sin fluidos de corte.
- Cuando se requieren fluidos de corte, se prefieren soluciones a base de agua o emulsiones de baja concentración.
- Los fluidos de corte deben aplicarse de forma continua para evitar el choque térmico y el posible agrietamiento de la herramienta causados por el calentamiento y enfriamiento alternos.
3.3Selección basada en el método de mecanizado:
Las operaciones con fricción severa, como taladrado, escariado, roscado y brochado, se realizan mejor utilizando emulsiones, emulsiones EP o aceites de corte EP. Las herramientas de alto valor con estrictos requisitos de vida útil, como herramientas de conformado y herramientas de corte de engranajes, se adaptan mejor a los aceites de corte EP. Las operaciones de rectificado generan altas temperaturas y residuos finos, lo que exige mayores exigencias en materia de refrigeración y limpieza; normalmente se utilizan emulsiones.
3.4Selección basada en requisitos de mecanizado:
El mecanizado en bruto implica parámetros de corte altos y una importante generación de calor; el enfriamiento debe predominar y se recomiendan emulsiones de baja concentración de 3%–5%. El mecanizado de acabado prioriza la precisión dimensional y la calidad de la superficie; la lubricación es más importante y se prefieren los aceites de corte EP o las emulsiones EP de alta concentración para suprimir la formación de filos acumulados.
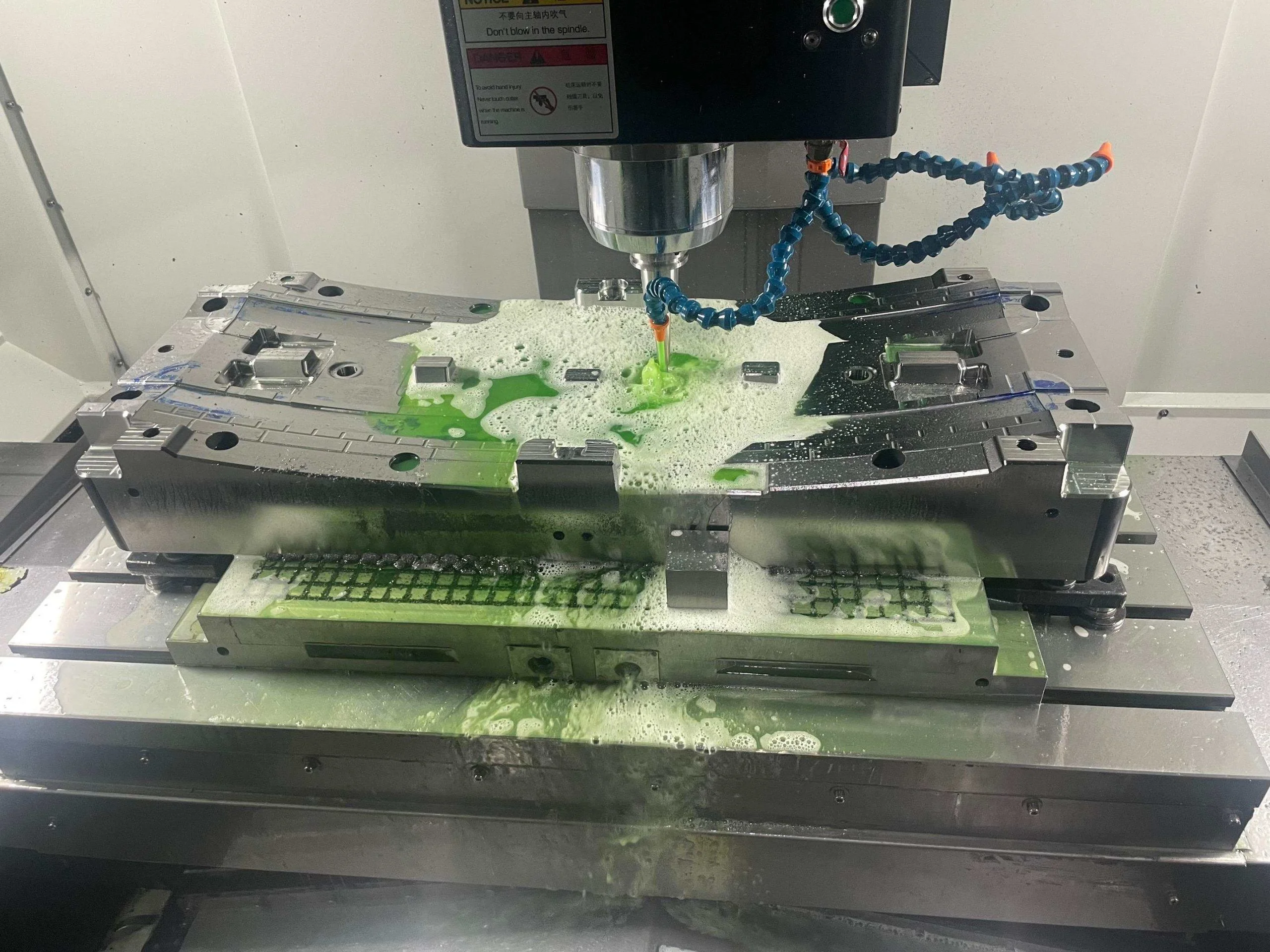
4.0Métodos de aplicación de fluidos de corte de metales
En el mecanizado práctico, los fluidos de corte de metales se aplican comúnmente utilizando los siguientes métodos:
- Enfriamiento por inundación
- Refrigeración de alta presión
- Enfriamiento por niebla
El método de aplicación específico debe determinarse en función de la estructura de la máquina herramienta, el proceso de mecanizado y los parámetros de corte.
5.0Preguntas frecuentes (FAQ)
¿Es siempre necesario utilizar fluidos de corte de metales?
No todas las operaciones de mecanizado requieren fluidos de corte. Al mecanizar materiales dúctiles como el acero, los fluidos de corte ayudan a reducir la temperatura de corte y el desgaste de la herramienta. Para materiales frágiles como la fundición y el bronce, el corte en seco suele ser viable. Sin embargo, para el mecanizado de alta precisión o materiales difíciles de mecanizar, el uso adecuado de fluidos de corte sigue siendo esencial.
¿Cómo se deben seleccionar los fluidos de corte de metal en función del material de la pieza de trabajo?
La selección debe basarse en las características de mecanizado del material. Los aceros de alta resistencia y las aleaciones resistentes a altas temperaturas se mecanizan mejor con aceites de corte EP o emulsiones EP. El aluminio, el cobre y sus aleaciones suelen utilizar emulsiones de concentración media a alta. Se deben evitar los fluidos de corte a base de agua al mecanizar aleaciones de magnesio.
¿Cómo afectan los fluidos de corte de metales la vida útil de la herramienta?
Los fluidos de corte seleccionados correctamente reducen la temperatura de corte y la fricción, minimizan el desgaste y la adherencia, y prolongan significativamente la vida útil de la herramienta. Los fluidos de corte inadecuados pueden acelerar el desgaste e incluso causar fallas prematuras de la herramienta.
¿Cuál es la principal diferencia entre los aceites de corte y las emulsiones?
Los aceites de corte proporcionan principalmente lubricación y son adecuados para condiciones de alta carga y lubricación límite. Las emulsiones priorizan la refrigeración y son más adecuadas para operaciones de corte y rectificado a alta velocidad. La elección final debe basarse en las condiciones específicas del mecanizado.
¿Es siempre mejor una mayor concentración de fluido de corte?
No. Si la concentración es demasiado baja, la lubricación y la protección contra la corrosión podrían ser insuficientes. Si la concentración es demasiado alta, los costos podrían aumentar, el rendimiento de refrigeración podría reducirse y el impacto ambiental podría empeorar. Se debe seleccionar un rango de concentración adecuado según el proceso de mecanizado y los requisitos técnicos.