
- 1.0Introducción: La importancia de la seguridad de la maquinaria
- 2.0¿Qué es la norma ISO 13849?
- 3.0Conceptos básicos explicados
- 4.0¿Cómo se determina el nivel de rendimiento (PL)?
- 5.0Comparación entre ISO 13849-1 e IEC 62061
- 6.0Revisiones clave de la norma ISO 13849-1:2023
- 7.0Recomendaciones de implementación y mejores prácticas
- 8.0Principales controversias y críticas a la norma ISO 13849-1:2023
- 9.0Recurso: EN ISO 13849 (PDF) Norma de seguridad funcional para el control de maquinaria
1.0Introducción: La importancia de la seguridad de la maquinaria
En la automatización industrial, la seguridad de la maquinaria es vital para proteger vidas, garantizar la estabilidad del sistema y cumplir con los requisitos legales. La norma ISO 13849 ofrece una guía global para el diseño y la verificación de componentes de seguridad de los sistemas de control (SRP/CS), lo que constituye una base técnica clave para la seguridad en la fabricación mecánica.
2.0¿Qué es la norma ISO 13849?
La norma ISO 13849 es una norma de seguridad funcional centrada en el diseño de componentes de seguridad de los sistemas de control de maquinaria. Consta de dos partes:
- ISO 13849-1:2023Parte 1: Principios generales de diseño, requisitos de seguridad y orientación para la integración de SRP/CS.
- ISO 13849-2Parte 2: Validación, que proporciona métodos para analizar o probar funciones de seguridad y confirmar el Nivel de Desempeño (PL) alcanzado.
La norma ISO 13849 es una norma basada en el riesgo. Define qué funciones de seguridad son necesarias según la evaluación de riesgos y especifica los niveles de rendimiento que deben alcanzar para reducir el riesgo a niveles aceptables. Esta norma se aplica a una amplia gama de maquinaria, incluyendo prensas plegadoras, máquinas de estampación, desenrolladores, líneas de alimentación, máquinas de moldeo por inyección, equipos de envasado y máquinas de corte.
2.1Novedades de la norma ISO 13849-1:2023
La revisión de 2023 mejora la estructura y la claridad, facilitando la implementación. Los cambios clave incluyen:
- Actualización de terminología: Reemplaza SRP/CS con el término “subsistema” a lo largo de la norma para lograr coherencia y claridad.
- Definiciones de funciones de seguridad mejoradas: Aclara la estructura y el contenido de las funciones de seguridad y las Especificaciones de Requisitos de Seguridad (SRS).
- Orientación mejorada de la categoría 2: Proporciona orientación más detallada sobre la arquitectura y el manejo de fallas para sistemas de categoría 2.
- Proceso de validación integrado: Combina el diseño y la validación en un solo estándar incorporando procedimientos que anteriormente estaban en ISO 13849-2.
- Mayor enfoque en los factores de confiabilidad: Aumenta el énfasis en fallas de causa común (CCF), confiabilidad del software e inmunidad EMC.
- Anexos ampliados con ejemplos prácticos: Agrega orientación del mundo real, incluida la validación de software (Anexo N) y contramedidas EMC (Anexo L).
3.0Conceptos básicos explicados
SRP/CS:Partes de los sistemas de control relacionadas con la seguridad
Nivel de rendimiento (PL):Niveles de desempeño de seguridad que van desde PL a hasta PL e
Nivel de rendimiento requerido (PLr):El PL requerido, determinado mediante evaluación de riesgos
Parámetros clave:
- Categoría(clasificación de la arquitectura del sistema)
- MTTFd(Tiempo medio hasta un fallo peligroso)
- DCavg(Cobertura diagnóstica promedio)
- CCF(Resistencia a fallos de causa común)
- Requisito de seguridad del software
4.0¿Cómo se determina el nivel de rendimiento (PL)?
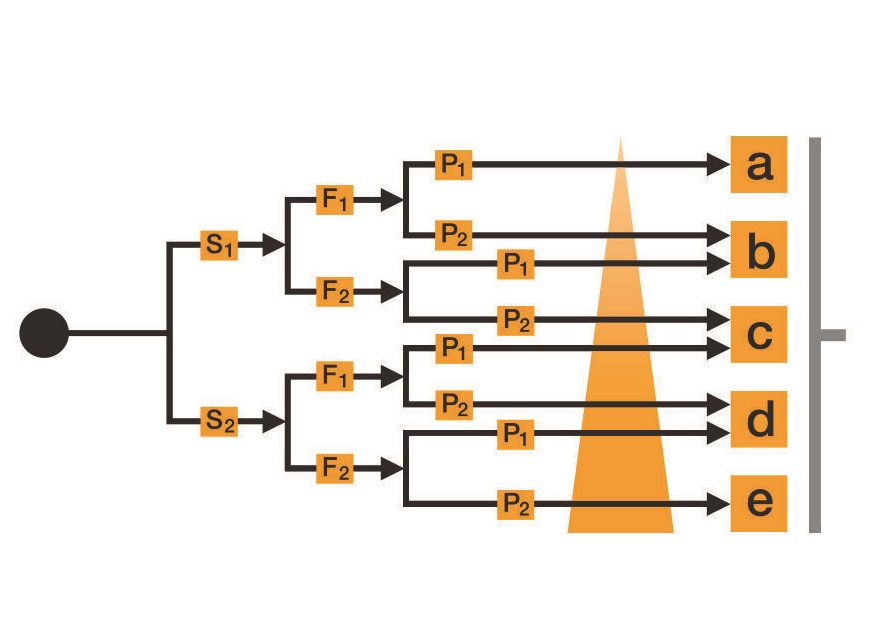
4.1Evaluación de riesgos basada en gráficos (según EN ISO 13849-1)
Los riesgos se evalúan en EN ISO 13849-1 Utilizando un gráfico de riesgos. La evaluación se basa en los tres criterios siguientes:
- Gravedad de la lesión (S)
- Frecuencia y/o Exposición al Peligro (F)
- Posibilidad de evitar el peligro o limitar el daño (P)
El resultado de esta evaluación es el Nivel de rendimiento requerido (PLr) para cada función de seguridad individual, cuyo objetivo es minimizar los riesgos identificados.
- PL a corresponde a una bajo nivel de riesgo,
- PL e corresponde a una alto nivel de riesgo.
4.2Parámetros de riesgo
S – Gravedad de la lesión
- S1 = Leve (lesión normalmente reversible)
- S2 = Grave (normalmente lesión irreversible o muerte)
F – Frecuencia y/o Exposición al Peligro
- F1 = Rara vez o con menor frecuencia y/o el tiempo de exposición es corto
- F2 = Frecuente a continuo y/o el tiempo de exposición es largo
P – Posibilidad de evitar el peligro o limitar el daño
- P1 = Posible bajo condiciones específicas
- P2 = Apenas posible
4.3Factores que influyen en el parámetro P (posibilidad de evitación)
La posibilidad de evitar o limitar el peligro (PAG) está influenciada por los cinco factores siguientes:
- El velocidad en el que surge el peligro (por ejemplo, rápidamente o lentamente)
- Posibilidades físicas para evitar el peligro (por ejemplo, escapando)
- Experiencia práctica en seguridad Relativo al proceso u operación
- Si la operación se lleva a cabo por expertos o no profesionales
- Si se realiza la operación con o sin supervisión
| Determinación del parámetro P – Factores | A | B | do |
| La máquina es utilizada por | Especialista | Persona común | |
| Velocidad de la parte de la máquina que puede provocar un evento peligroso | Evento a baja o muy baja velocidad | Evento a velocidad media | Evento a alta velocidad |
| Posibilidad física de evitar el peligro | Posible en al menos el 50 % de los casos | Posible en menos del 50 % de los casos | Imposible |
| Posibilidad de reconocer/detectar el peligro | Posible en al menos el 50 % de los casos | Sólo es posible en menos del 50 % de los casos | Imposible |
| Complejidad de las operaciones | Baja complejidad o ninguna interacción | Complejidad media a alta |
Si se selecciona “C” O se selecciona “B” al menos tres veces: P2
Si no se selecciona “C” Y se selecciona “B” dos veces: P1 o P2, según la situación específica
Si no se selecciona “C” Y “B” es cero o se selecciona una vez: P1
Ejemplo: Para una función de enclavamiento de seguridad en una máquina de estampado o embalaje, analice el principio de funcionamiento, identifique el PLr requerido (por ejemplo, PL d) y asegúrese de que el sistema alcance este nivel a través de entradas como MTTFd y DCavg.
5.0Comparación entre ISO 13849-1 e IEC 62061
| Aspecto | ISO 13849-1 | IEC 62061 |
| Acercarse | Categorías + Niveles de rendimiento (PL) | SIL (Nivel de integridad de seguridad) |
| Aplicable a | Maquinaria | Sistemas automatizados complejos |
| Complejidad | Relativamente simple | Útil para el análisis profundo del sistema. |
| Integración | Estructura, cronograma y cobertura diagnóstica | Probabilidad de funcionamiento exitoso, tiempo de respuesta |
6.0Revisiones clave de la norma ISO 13849-1:2023
Definiciones más claras, reemplazando “SRP/CS” por la terminología de “subsistema”
Mayor estandarización de los requisitos de seguridad
Definición optimizada para Categoría 2, con mayor énfasis en CCF
Guía mejorada de seguridad del software (Capítulo 7)
Integración de algunos contenidos de validación de la norma ISO 13849-2 en la Parte 1
Anexos ampliados: CCF (Anexo F), EMC (Anexo L), Especificación de requisitos de seguridad (SRS, Anexo M), ejemplos de validación de software (Anexo N)
7.0Recomendaciones de implementación y mejores prácticas
Para maquinaria automatizada de alto ciclo, como desbobinadoras, prensas plegadoras, dispositivos de alimentación y equipos de corte por láser, se recomienda incorporar los principios ISO 13849 en la etapa de diseño para garantizar la seguridad del personal y el cumplimiento normativo:
Considere las funciones de seguridad desde la fase inicial de diseño del sistema de control
Evite depender excesivamente de controladores de un solo punto; garantice una sólida cooperación entre hardware y software
Mantener una documentación técnica exhaustiva y consistente para demostrar el cumplimiento
Utilice herramientas prácticas como SISTEMA para el análisis de seguridad estructural
8.0Principales controversias y críticas a la norma ISO 13849-1:2023
Si bien la revisión de 2023 mejora la estructura y la aplicabilidad, persisten varias preocupaciones en la industria:
- Posibles reducciones de seguridad debido a métodos técnicos no probados
- Requisitos de diseño para software integrado relacionado con la seguridad (SRESW) que exceden el alcance; estos pertenecen a IEC 61508-3:2010
- PLC estándar que carecen de redundancia y capacidades de diagnóstico para PL alto (PL c y superior)
- Enfoque de evaluación de PL “sin datos” que carece de base científica
- Los métodos de evaluación de inmunidad EMI del Anexo L (Ruta C) pueden garantizar de forma insuficiente la robustez
- Transición estándar incompleta que provoca confusión en la implementación
9.0Recurso: EN ISO 13849 (PDF) Norma de seguridad funcional para el control de maquinaria
Descargar la norma oficial ISO 13849-1:2023 (versión EN ISO)
Descargar la norma oficial ISO 13849-1:2012 (versión EN ISO)
Descarga del estándar de especificación VDMA 66413
Referencias
https://www.pilz.com/en-US/support/law-standards-norms/functional-safety/en-iso-13849-1
https://www.iso.org/standard/73481.html
https://knowledge.bsigroup.com/products/safety-of-machinery-safety-related-parts-of-control-systems-general-principles-for-design-5