
- 1.0Einleitung: Die Bedeutung der Maschinensicherheit
- 2.0Was ist ISO 13849?
- 3.0Erläuterung der Kernkonzepte
- 4.0Wie wird das Performance Level (PL) bestimmt?
- 5.0Vergleich zwischen ISO 13849-1 und IEC 62061
- 6.0Wichtige Neuerungen in ISO 13849-1:2023
- 7.0Implementierungsempfehlungen und Best Practices
- 8.0Wichtige Kontroversen und Kritikpunkte an ISO 13849-1:2023
- 9.0Ressource – EN ISO 13849 (PDF) Norm zur funktionalen Sicherheit von Maschinensteuerungen
1.0Einleitung: Die Bedeutung der Maschinensicherheit
In der industriellen Automatisierung ist die Maschinensicherheit entscheidend für den Schutz von Menschenleben, die Gewährleistung der Systemstabilität und die Einhaltung gesetzlicher Anforderungen. Die ISO 13849 bietet globale Leitlinien für die Entwicklung und Überprüfung sicherheitsrelevanter Teile von Steuerungssystemen (SRP/CS) und bildet eine wichtige technische Grundlage für die Sicherheit in der mechanischen Fertigung.
2.0Was ist ISO 13849?
ISO 13849 ist eine Norm für funktionale Sicherheit, die sich auf die Gestaltung sicherheitsrelevanter Teile von Maschinensteuerungen konzentriert. Sie besteht aus zwei Teilen:
- ISO 13849-1:2023, Teil 1: Allgemeine Gestaltungsprinzipien, Sicherheitsanforderungen und Anleitung zur Integration von SRP/CS.
- ISO 13849-2, Teil 2: Validierung, der Methoden zum Analysieren oder Testen von Sicherheitsfunktionen und zum Bestätigen des erreichten Performance Levels (PL) bereitstellt.
ISO 13849 ist eine risikobasierte Norm. Sie definiert, welche Sicherheitsfunktionen auf Grundlage einer Risikobewertung erforderlich sind, und legt die Leistungsstufen fest, die diese erreichen müssen, um das Risiko auf ein akzeptables Niveau zu reduzieren. Diese Norm gilt für eine breite Palette von Maschinen, darunter Abkantpressen, Stanzmaschinen, Abwickelhaspeln, Zuführlinien, Spritzgussmaschinen, Verpackungsanlagen und Schneidemaschinen.
2.1Was ist neu in ISO 13849-1:2023
Die Überarbeitung von 2023 verbessert sowohl Struktur als auch Übersichtlichkeit und macht die Umsetzung intuitiver. Zu den wichtigsten Änderungen gehören:
- Terminologie-Update: Ersetzt SRP/CS Der Begriff „Subsystem“ wird im gesamten Standard aus Gründen der Konsistenz und Klarheit verwendet.
- Verbesserte Definitionen der Sicherheitsfunktionen: Verdeutlicht die Struktur und den Inhalt von Sicherheitsfunktionen und Sicherheitsanforderungsspezifikationen (SRS).
- Erweiterte Anleitung für Kategorie 2: Bietet ausführlichere Anleitungen zur Architektur und Fehlerbehandlung für Systeme der Kategorie 2.
- Integrierter Validierungsprozess: Kombiniert Design und Validierung in einem Standard durch die Einbeziehung von Verfahren, die zuvor in ISO 13849-2 enthalten waren.
- Stärkerer Fokus auf Zuverlässigkeitsfaktoren: Erhöhter Schwerpunkt auf Common Cause Failure (CCF), Softwarezuverlässigkeit und EMV-Immunität.
- Erweiterte Anhänge mit Praxisbeispielen: Fügt praxisnahe Anleitungen hinzu, einschließlich Softwarevalidierung (Anhang N) und EMV-Gegenmaßnahmen (Anhang L).
3.0Erläuterung der Kernkonzepte
SRP/CS: Sicherheitsrelevante Teile von Steuerungen
Leistungsstufe (PL): Sicherheitsleistungsstufen von PL a bis PL e
Erforderliches Leistungsniveau (PLr): Der erforderliche PL, ermittelt durch Risikobewertung
Schlüsselparameter:
- Kategorie(Klassifizierung der Systemarchitektur)
- MTTFd(Mittlere Zeit bis zu einem gefährlichen Ausfall)
- DCavg(Durchschnittliche Diagnoseabdeckung)
- CCF(Common Cause Failure-Resistenz)
- Software-Sicherheitsanforderungen
4.0Wie wird das Performance Level (PL) bestimmt?
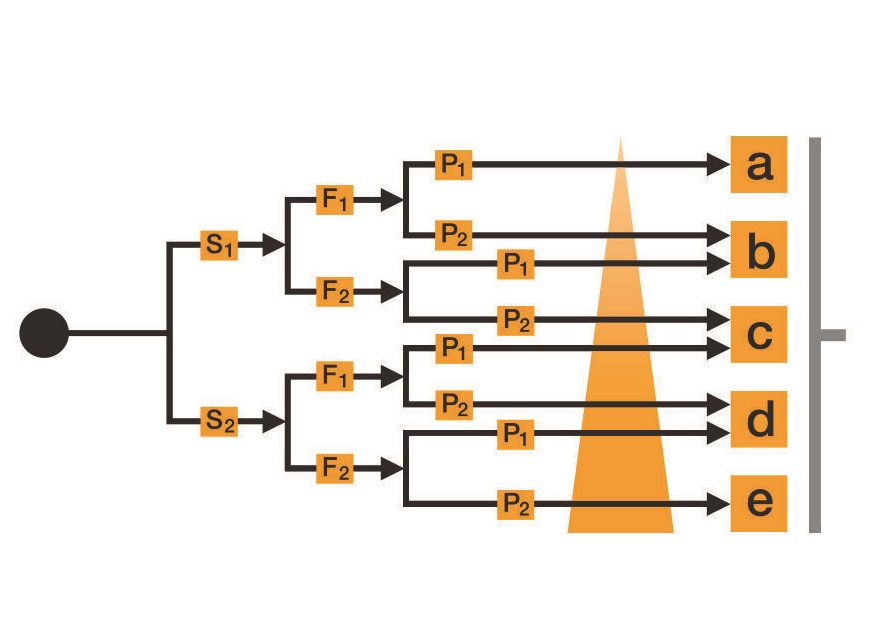
4.1Graphenbasierte Risikobewertung (gemäß EN ISO 13849-1)
Die Risiken werden bewertet in EN ISO 13849-1 anhand eines Risikographen. Die Bewertung erfolgt anhand der folgenden drei Kriterien:
- Schwere der Verletzung (S)
- Häufigkeit und/oder Gefährdungsaussetzung (F)
- Möglichkeit der Gefahrenvermeidung oder Schadensbegrenzung (P)
Das Ergebnis dieser Bewertung ist die erforderliches Performance Level (PLr) für jede einzelne Sicherheitsfunktion, die die identifizierten Risiken minimieren soll.
- PL a entspricht einem niedrig Risikograd,
- PL e entspricht einem hoch Risikostufe.
4.2Risikoparameter
S – Schwere der Verletzung
- S1 = Leichte (normalerweise reversible Verletzung)
- S2 = Schwerwiegend (normalerweise irreversible Verletzung oder Tod)
F – Häufigkeit und/oder Gefährdungsaussetzung
- F1 = Selten bis weniger häufig und/oder die Belichtungszeit ist kurz
- F2 = Häufig bis kontinuierlich und/oder lange Belichtungszeit
P – Möglichkeit der Gefahrenvermeidung oder Schadensbegrenzung
- Platz 1 = Unter bestimmten Bedingungen möglich
- Platz 2 = Kaum möglich
4.3Einflussfaktoren auf den Parameter P (Vermeidungsmöglichkeit)
Die Möglichkeit, die Gefahr zu vermeiden oder zu begrenzen (P) wird von den folgenden fünf Faktoren beeinflusst:
- Der Geschwindigkeit bei dem die Gefahr entsteht (zB schnell oder langsam)
- Physikalische Möglichkeiten zur Vermeidung der Gefahr (zB durch Flucht)
- Praktische Sicherheitserfahrung in Bezug auf den Prozess oder Vorgang
- Ob die Operation durchgeführt wird von Experten oder Laien
- Ob die Operation durchgeführt wird mit oder ohne Aufsicht
| Bestimmung des Parameters P – Faktoren | A | B | C |
| Maschine wird verwendet von | Spezialist | Laie | |
| Geschwindigkeit des Maschinenteils, der ein gefährliches Ereignis verursachen kann | Ereignis bei niedriger oder sehr niedriger Geschwindigkeit | Veranstaltung mit mittlerer Geschwindigkeit | Veranstaltung im Hochgeschwindigkeitstempo |
| Physikalische Möglichkeit, die Gefahr zu vermeiden | In mindestens 50 % der Fälle möglich | In weniger als 50 % der Fälle möglich | Unmöglich |
| Möglichkeit der Erkennung/Wahrnehmung der Gefahr | In mindestens 50 % der Fälle möglich | Nur in weniger als 50 % der Fälle möglich | Unmöglich |
| Komplexität der Operationen | Geringe Komplexität oder keine Interaktion | Mittlere bis hohe Komplexität |
Wenn „C“ oder „B“ mindestens dreimal ausgewählt ist: P2
Wenn „C“ nicht ausgewählt ist UND „B“ zweimal ausgewählt ist: P1 oder P2, abhängig von der jeweiligen Situation
Wenn „C“ nicht ausgewählt ist UND „B“ Null ist oder einmal ausgewählt wurde: P1
Beispiel: Analysieren Sie für eine Sicherheitsverriegelungsfunktion einer Stanz- oder Verpackungsmaschine das Funktionsprinzip, ermitteln Sie den erforderlichen PLr (z. B. PL d) und stellen Sie durch Eingaben wie MTTFd und DCavg sicher, dass das System dieses Niveau erreicht.
5.0Vergleich zwischen ISO 13849-1 und IEC 62061
| Aspekt | ISO 13849-1 | IEC 62061 |
| Ansatz | Kategorien + Leistungsstufen (PL) | SIL (Sicherheitsintegritätslevel) |
| Anwendbar auf | Maschinen | Komplexe automatisierte Systeme |
| Komplexität | Relativ einfach | Nützlich für eine eingehende Systemanalyse |
| Integration | Struktur, Zeitpunkt, Diagnoseabdeckung | Wahrscheinlichkeit einer erfolgreichen Funktion, Reaktionszeit |
6.0Wichtige Neuerungen in ISO 13849-1:2023
Klarere Definitionen, Ersetzen von „SRP/CS“ durch die Terminologie „Subsystem“
Verstärkte Standardisierung der Sicherheitsanforderungen
Optimierte Definition für Kategorie 2, mit stärkerem Schwerpunkt auf CCF
Verbesserte Anleitung zur Softwaresicherheit (Kapitel 7)
Integration einiger Validierungsinhalte aus ISO 13849-2 in Teil 1
Erweiterte Anhänge: CCF (Anhang F), EMV (Anhang L), Sicherheitsanforderungen (SRS, Anhang M), Beispiele für Softwarevalidierung (Anhang N)
7.0Implementierungsempfehlungen und Best Practices
Bei automatisierten Maschinen mit hoher Taktfrequenz wie Abwicklern, Abkantpressen, Zuführgeräten und Laserschneidanlagen empfiehlt es sich, die Grundsätze der ISO 13849 bereits in der Konstruktionsphase zu berücksichtigen, um die Sicherheit des Personals und die Einhaltung gesetzlicher Vorschriften zu gewährleisten:
Berücksichtigen Sie Sicherheitsfunktionen bereits in der ersten Entwurfsphase des Steuerungssystems
Vermeiden Sie eine übermäßige Abhängigkeit von Einzelpunkt-Controllern und sorgen Sie für eine starke Hardware-/Software-Zusammenarbeit.
Führen Sie eine umfassende und konsistente technische Dokumentation, um die Konformität nachzuweisen
Nutzen Sie praktische Tools wie SISTEMA für statische Berechnungen
8.0Wichtige Kontroversen und Kritikpunkte an ISO 13849-1:2023
Obwohl die Überarbeitung von 2023 Struktur und Anwendbarkeit verbessert, bleiben einige Bedenken der Branche bestehen:
- Mögliche Sicherheitseinbußen durch nicht erprobte technische Methoden
- Designanforderungen für sicherheitsbezogene eingebettete Software (SRESW), die über den Geltungsbereich hinausgehen; diese gehören zu IEC 61508-3:2010
- Standard-SPS ohne Redundanz und Diagnosefunktionen für hohe PL (PL c und höher)
- „Keine Daten“ PL-Bewertungsansatz ohne wissenschaftliche Grundlage
- Die EMI-Immunitätsbewertungsmethoden in Anhang L (Route C) können keine ausreichende Robustheit gewährleisten
- Unvollständiger Standardübergang führt zu Implementierungsverwirrung
9.0Ressource – EN ISO 13849 (PDF) Norm zur funktionalen Sicherheit von Maschinensteuerungen
Offizieller Standard-Download ISO 13849-1:2023 (EN ISO-Version)
Offizieller Standard-Download ISO 13849-1:2012 (EN ISO-Version)
VDMA 66413 VDMA Einheitsblatt Standard-Download
Verweise
https://www.pilz.com/en-US/support/law-standards-norms/functional-safety/en-iso-13849-1
https://www.iso.org/standard/73481.html
https://knowledge.bsigroup.com/products/safety-of-machinery-safety-related-parts-of-control-systems-general-principles-for-design-5