

Bei der Metallbearbeitung hat die richtige Wahl des Kühlschmierstoffs einen direkten Einfluss auf die Schnittkräfte, die Schnitttemperatur, den Werkzeugverschleiß, die thermische Verformung des Werkstücks und die Gesamtqualität der Bearbeitung.
Ein geeignetes Kühlschmierstoff verlängert nicht nur die Werkzeugstandzeit, sondern verbessert auch die Bearbeitungseffizienz und die Oberflächengüte und ist somit ein entscheidender Faktor bei der Prozessplanung und -optimierung.
1.0Was sind die Hauptfunktionen von Kühlschmierstoffen für die Metallbearbeitung?
1.1Kühlung:
Bei der Zerspanung entstehen durch plastische Verformung des Materials und Reibung zwischen Werkzeug, Werkstück und Spänen große Wärmemengen. Kühlschmierstoffe führen diese Wärme durch kontinuierlichen Fluss aus der Schnittzone ab, senken so die Schnitttemperaturen, minimieren den Werkzeugverschleiß und begrenzen die thermische Verformung des Werkstücks. Die Kühlleistung eines Kühlschmierstoffs hängt im Wesentlichen von seiner Fließfähigkeit, spezifischen Wärmekapazität, seinem Wärmeübergangskoeffizienten und seiner Verdampfungswärme ab.
1.2Schmierung:
Kühlschmierstoffe bilden einen Schmierfilm zwischen Werkzeugspanfläche, Freifläche und Werkstück bzw. Spänen. Dadurch werden direkter Kontakt, Reibung und Materialanhaftung reduziert. Dies verbessert die Schnittbedingungen und erhöht die Oberflächenqualität. Für eine effektive Schmierung muss der Kühlschmierstoff ein gutes Kriechvermögen und eine ausreichende Schmierfilmstärke aufweisen, damit der Schmierfilm auch unter hohen Temperaturen, hohem Druck und starker Reibung stabil bleibt.
1.3Reinigung:
Bei Bearbeitungsprozessen entstehen Späne, Metallpartikel und feiner Schmutz. Insbesondere beim Schleifen lösen sich kontinuierlich Schleifkörner von der Schleifscheibe. Kühlschmierstoffe helfen, diese Verunreinigungen von Werkzeug und Werkstück zu entfernen und so das Anhaften von Spänen, das Verstopfen der Späneabfuhrwege und Kratzer auf der Oberfläche zu verhindern. Daher müssen Kühlschmierstoffe gute Fließeigenschaften aufweisen und mit ausreichendem Druck und Durchfluss zugeführt werden.
1.4Korrosionsschutz:
Kühlschmierstoffe sollten Werkstück, Schneidwerkzeuge und Maschinenteile vor Rost und Korrosion schützen. Ihre Korrosionsschutzwirkung hängt von der Zusammensetzung des Basisschmierstoffs sowie von Art und Konzentration der verwendeten Korrosionsinhibitoren ab.
2.0Gängige Arten von Metallschneidflüssigkeiten
2.1Wässrige Lösungen:
Wässrige Lösungen nutzen Wasser als Hauptbestandteil und bieten eine ausgezeichnete Wärmeableitung und Kühlleistung. Reines Wasser besitzt jedoch schlechte Schmiereigenschaften und kann leicht Korrosion verursachen. In der Praxis werden dem Wasser daher Rostschutzmittel, Tenside und Schmierstoffadditive zugesetzt, um die Kühlleistung zu erhalten und gleichzeitig eine grundlegende Schmierung und einen Korrosionsschutz zu gewährleisten.
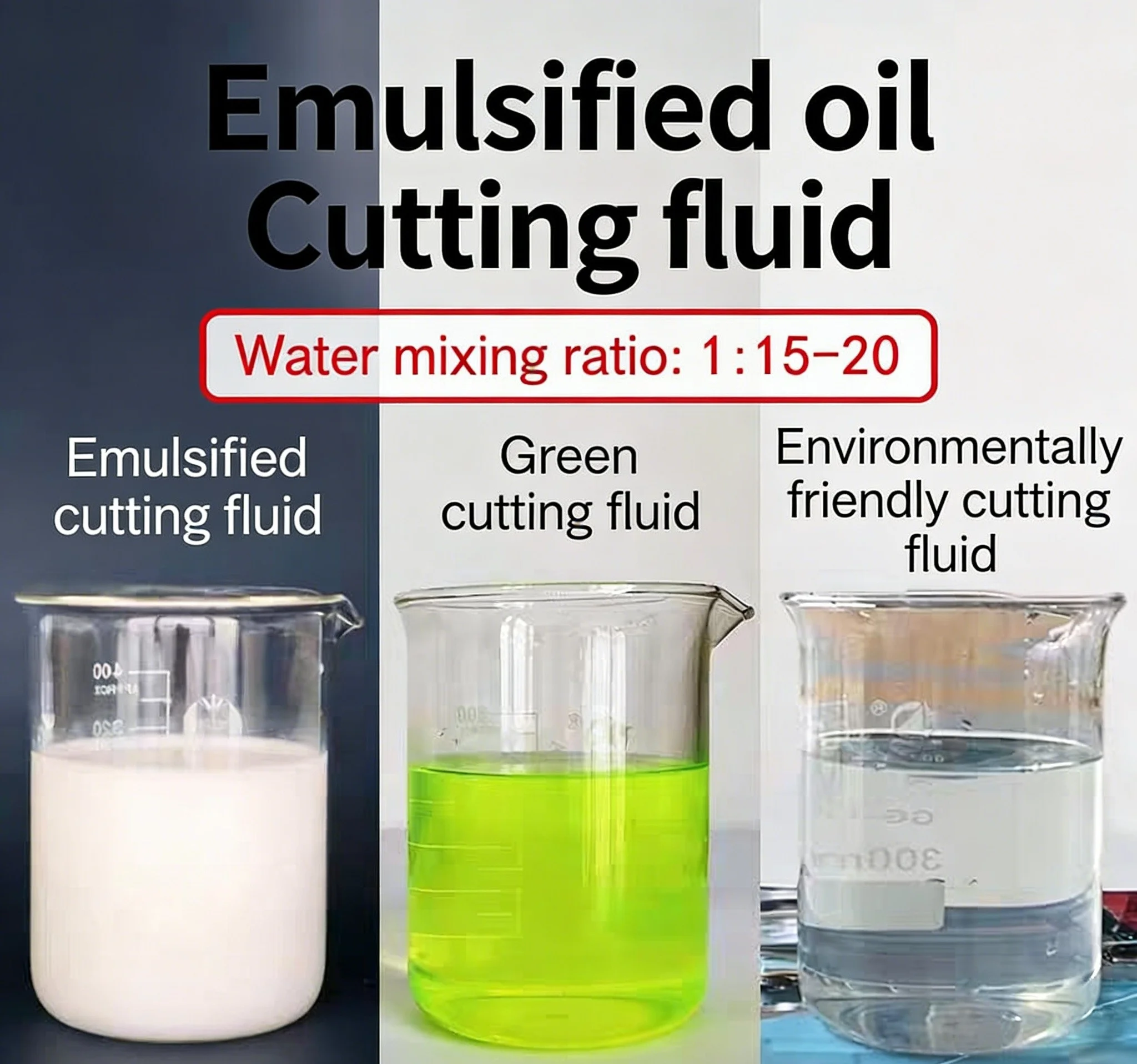
2.2Emulsionen:
Emulsionen werden durch Verdünnen emulgierbarer Öle mit ca. 951–981 TP3T Wasser hergestellt und weisen ein milchiges oder halbtransparentes Aussehen auf. Sie bieten eine gute Kühlleistung, jedoch nur eine relativ begrenzte Schmierung und Korrosionsbeständigkeit. Durch die Zugabe von Schmiermitteln, Hochdruckzusätzen und Korrosionsinhibitoren lassen sich Emulsionen zu EP-Emulsionen oder rostbeständigen Emulsionen formulieren, um anspruchsvolleren Bearbeitungsbedingungen gerecht zu werden.
2.3Schneidöle:
Schneidöle basieren hauptsächlich auf Mineralölen, wobei einige Formulierungen auch Pflanzenöle, tierische Öle oder Mischungen von Grundölen enthalten. Reine Mineralöle bieten nur eine begrenzte Schmierfähigkeit, daher werden üblicherweise Schmiermittel, Hochdruckadditive und Korrosionsinhibitoren zugesetzt, um die Schmierung und Verschleißfestigkeit zu verbessern. Schneidöle eignen sich besonders für die Schwerzerspanung und Anwendungen mit Grenzschmierung.
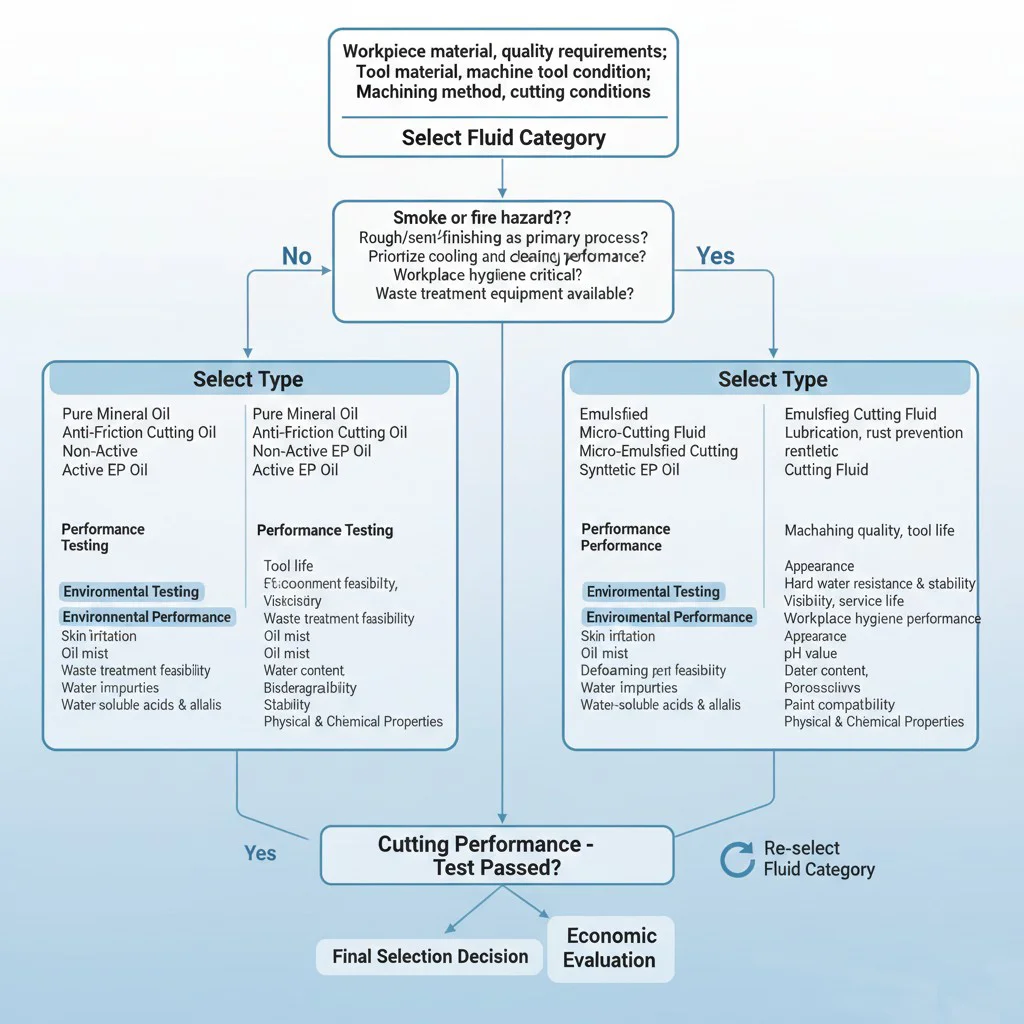
3.0Grundsätze für die Auswahl von Kühlschmierstoffen für die Metallbearbeitung
3.1Auswahl basierend auf dem Werkstückmaterial:
Bei der Bearbeitung duktiler Werkstoffe wie Stahl sind in der Regel Kühlschmierstoffe erforderlich. Bei der Bearbeitung spröder Werkstoffe wie Gusseisen oder Bronze kann häufig Trockenbearbeitung angewendet werden. Für schwer zerspanbare Werkstoffe wie hochfeste Stähle und Hochtemperaturlegierungen werden Hochdruck-Schneidöle oder EP-Emulsionen empfohlen. Bei der Bearbeitung von Kupfer, Aluminium und Aluminiumlegierungen können 10%- bis 20%-Emulsionen oder Kerosin verwendet werden, um eine bessere Oberflächengüte zu erzielen. Bei der Bearbeitung von Magnesiumlegierungen sollten wasserbasierte Kühlschmierstoffe vermieden werden, um die Verbrennungsgefahr zu minimieren.


3.2Auswahl basierend auf dem Werkzeugmaterial:
Werkzeuge aus Schnellarbeitsstahl weisen eine relativ geringe Hitzebeständigkeit auf und sollten daher mit Kühlschmierstoffen verwendet werden.
- Grobbearbeitung: Die Kühlung sollte im Vordergrund stehen.
- Bei der Feinbearbeitung sollte der Schwerpunkt auf der Schmierung liegen. Hartmetallwerkzeuge weisen eine bessere Hitzebeständigkeit auf und können oft ohne Kühlschmierstoffe eingesetzt werden.
- Wenn Kühlschmierstoffe benötigt werden, sind wasserbasierte Lösungen oder niedrigkonzentrierte Emulsionen vorzuziehen.
- Kühlschmierstoffe sollten kontinuierlich zugeführt werden, um einen Thermoschock und mögliche Werkzeugrisse durch abwechselndes Erhitzen und Abkühlen zu vermeiden.
3.3Auswahl nach Bearbeitungsverfahren:
Bearbeitungsvorgänge mit hoher Reibung, wie Bohren, Reiben, Gewindeschneiden und Räumen, werden am besten mit Emulsionen, EP-Emulsionen oder EP-Schneidölen durchgeführt. Hochwertige Werkzeuge mit strengen Anforderungen an die Standzeit, wie z. B. Formwerkzeuge und Verzahnungswerkzeuge, eignen sich besser für EP-Schneidöle. Schleifprozesse erzeugen hohe Temperaturen und feine Partikel, was höhere Anforderungen an Kühlung und Reinigung stellt; hier kommen typischerweise Emulsionen zum Einsatz.
3.4Auswahl basierend auf den Bearbeitungsanforderungen:
Die Schruppbearbeitung erfordert hohe Schnittparameter und erzeugt erhebliche Wärme; Kühlung sollte daher im Vordergrund stehen, und niedrigkonzentrierte Emulsionen von 3% bis 5% werden empfohlen. Bei der Schlichtbearbeitung stehen Maßgenauigkeit und Oberflächenqualität im Vordergrund; Schmierung ist hier wichtiger, und EP-Schneidöle oder hochkonzentrierte EP-Emulsionen werden bevorzugt, um die Bildung von Aufbauschneiden zu verhindern.
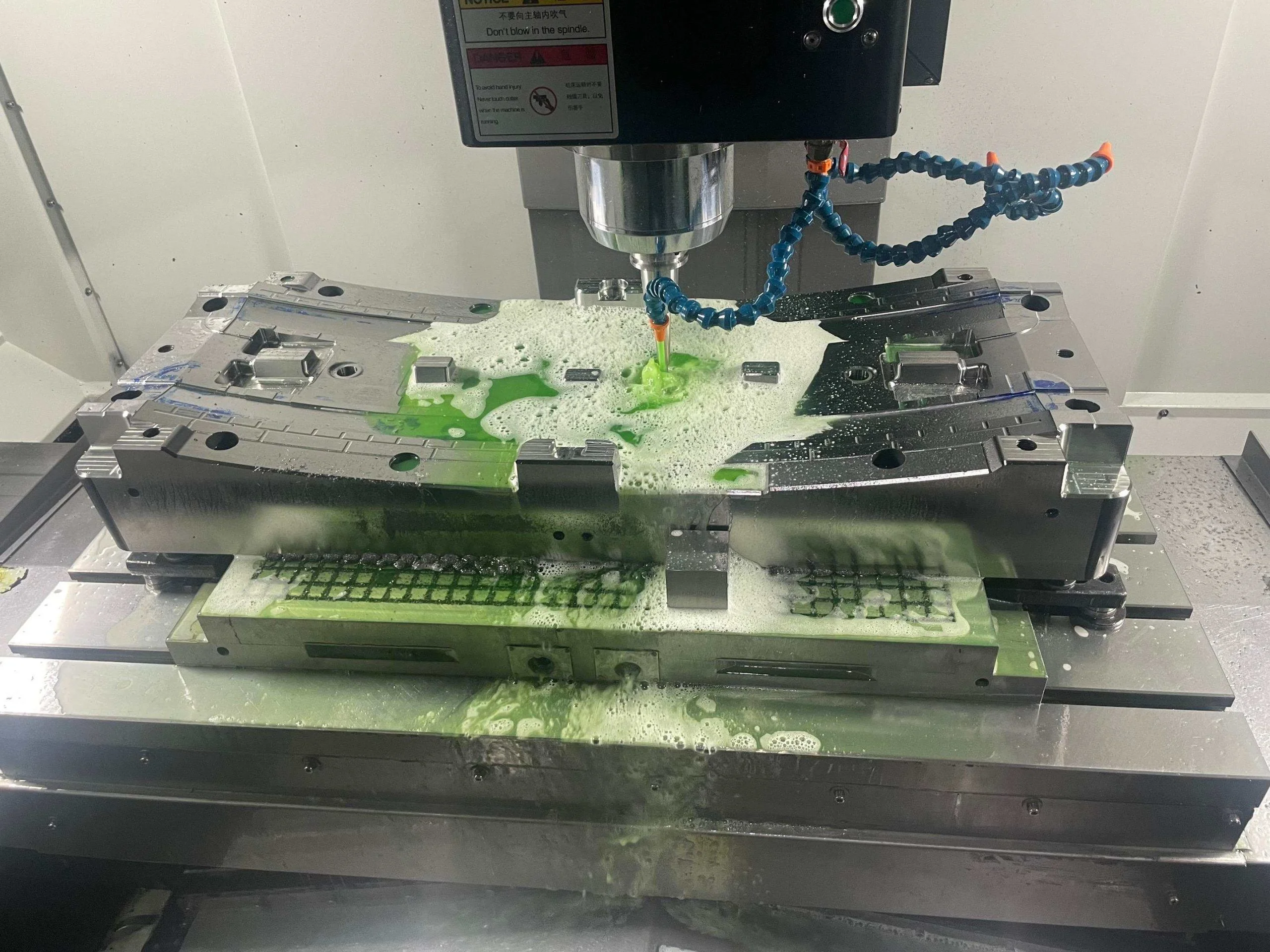
4.0Methoden zum Auftragen von Metallschneidflüssigkeiten
In der praktischen Zerspanung werden Kühlschmierstoffe üblicherweise mit folgenden Methoden angewendet:
- Flutkühlung
- Hochdruckkühlung
- Nebelkühlung
Die konkrete Anwendungsmethode sollte anhand der Werkzeugmaschinenstruktur, des Bearbeitungsprozesses und der Schnittparameter bestimmt werden.
5.0Häufig gestellte Fragen (FAQ)
Ist die Verwendung von Kühlschmierstoffen für Metalle immer notwendig?
Nicht alle Bearbeitungsvorgänge erfordern Kühlschmierstoffe. Bei der Bearbeitung duktiler Werkstoffe wie Stahl tragen Kühlschmierstoffe dazu bei, die Schnitttemperatur und den Werkzeugverschleiß zu reduzieren. Bei spröden Werkstoffen wie Gusseisen und Bronze ist Trockenbearbeitung oft möglich. Für die hochpräzise Bearbeitung oder schwer zerspanbare Werkstoffe ist der sachgemäße Einsatz von Kühlschmierstoffen jedoch unerlässlich.
Wie sollten Kühlschmierstoffe für die Metallbearbeitung je nach Werkstückmaterial ausgewählt werden?
Die Auswahl des Schneidöls sollte sich nach den Bearbeitungseigenschaften des Werkstoffs richten. Hochfeste Stähle und Hochtemperaturlegierungen lassen sich am besten mit EP-Schneidölen oder EP-Emulsionen bearbeiten. Aluminium, Kupfer und deren Legierungen verwenden typischerweise Emulsionen mittlerer bis hoher Konzentration. Bei der Bearbeitung von Magnesiumlegierungen sollten wasserbasierte Schneidflüssigkeiten vermieden werden.
Wie beeinflussen Kühlschmierstoffe die Werkzeugstandzeit?
Geeignete Kühlschmierstoffe reduzieren die Schnitttemperatur und die Reibung, minimieren Verschleiß und Anhaftungen und verlängern die Werkzeugstandzeit deutlich. Ungeeignete Kühlschmierstoffe können den Verschleiß beschleunigen und sogar zu vorzeitigem Werkzeugausfall führen.
Worin besteht der Hauptunterschied zwischen Schneidölen und Emulsionen?
Schneidöle dienen primär der Schmierung und eignen sich für hohe Belastungen und Grenzschmierung. Emulsionen hingegen legen Wert auf Kühlleistung und sind besser für Hochgeschwindigkeits-Schneid- und Schleifprozesse geeignet. Die endgültige Wahl sollte auf den jeweiligen Bearbeitungsbedingungen basieren.
Ist eine höhere Kühlschmierstoffkonzentration immer besser?
Nein. Bei zu geringer Konzentration sind Schmierung und Korrosionsschutz möglicherweise unzureichend. Bei zu hoher Konzentration steigen die Kosten, die Kühlleistung kann sich verringern und die Umweltbelastung kann sich verschärfen. Der geeignete Konzentrationsbereich sollte entsprechend dem Bearbeitungsprozess und den technischen Anforderungen gewählt werden.