

简介:管端成型的重要性
在现代制造业中,连接可靠性和结构完整性对于系统安全性和性能至关重要。管端成型在确保这两点方面发挥着关键作用。
与许多人更熟悉的弯管或卷管工艺不同,管端成型侧重于塑造管端的几何形状 开放式结局其目的不仅限于改善连接,还包括密封、防泄漏、对准和结构加固。
无处不在的应用: 从车辆的刹车管到办公室的铜制冷管 暖通空调系统 系统,甚至医疗设备中的供气管线,管端成型存在于无数的工业和日常场景中。
1.0什么是管端成型?
管端成型是一种金属加工工艺,旨在重塑管端,以实现连接、密封、固位或功能集成等功能。该工艺利用机械力或液压作用使管端开口发生局部塑性变形,从而改变其直径、横截面轮廓或管端形状。
与弯管不同,管端成型不会改变管子的走线,而是专注于开口端的精密成型。该技术广泛应用于汽车排气系统、液压管路、暖通空调管道、家具结构以及航空航天燃油管路等行业。
主要特点:
- 加工区域: 严格限制在管的末端部分
- 流程类型: 塑性变形技术(冷成型或热成型)
- 材料兼容性: 适用于低碳钢、不锈钢、铜、铝、钛合金,甚至 PP 和 PVC 等热塑性塑料
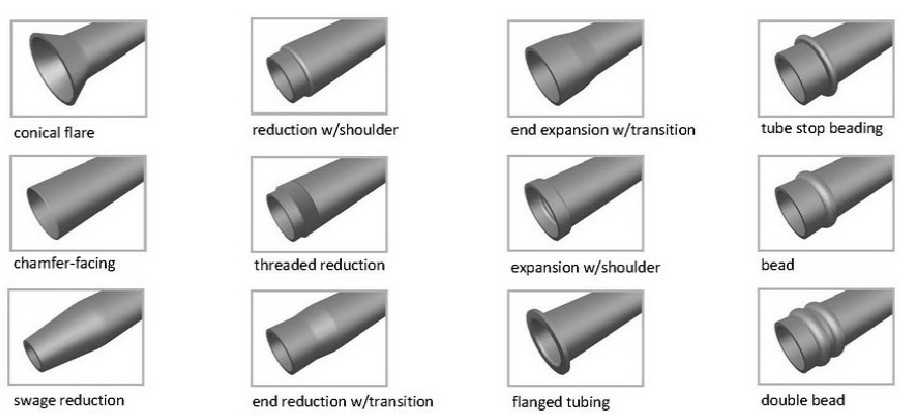
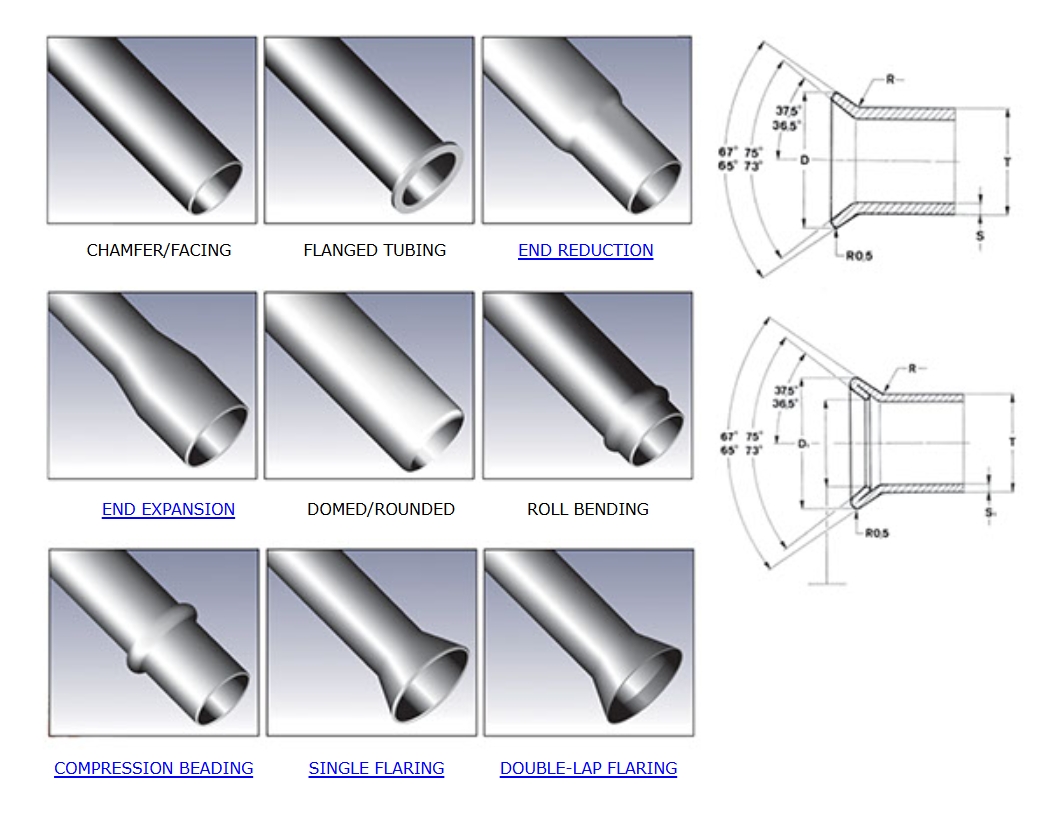
2.0管端成型类型及结构分类
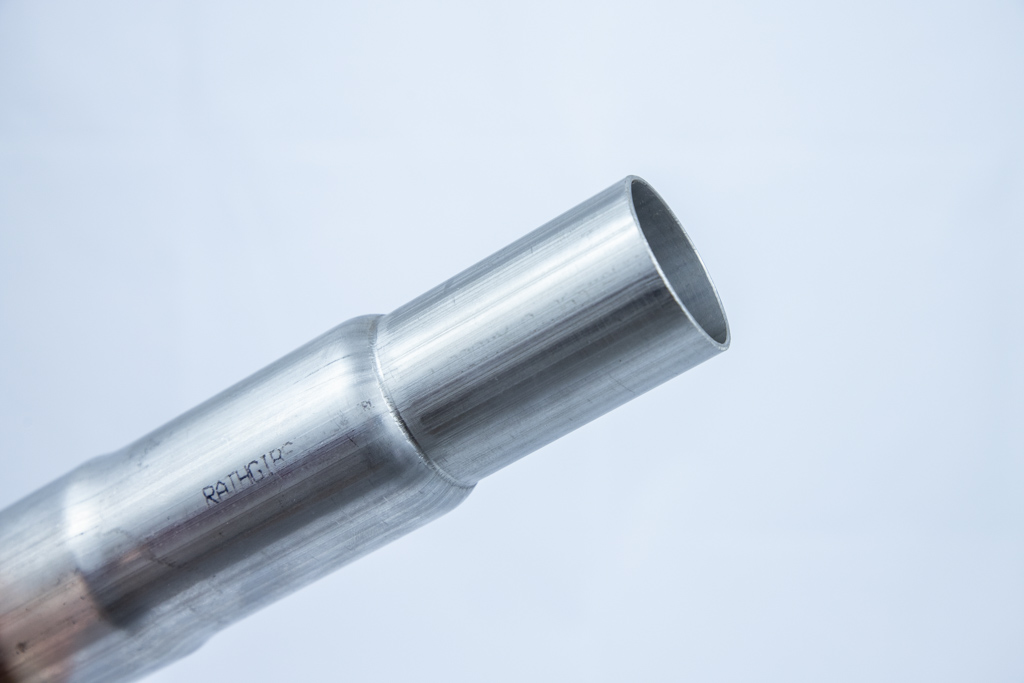
2.1减少:
用于插入配合、结构止动或螺纹连接。
常用设备: 管端缩径机、管缩颈机
- 肩部复位: 减速后会形成一个台阶,可用于嵌套或作为机械停止。
- 平滑减少: 没有明确肩部的锥形过渡,适用于滑动配合连接。
- 螺纹缩减: 减小的末端经过机械加工,形成用于配合连接的外螺纹。

2.2扩口和扩张:
设计用于创建密封接头、连接配件或实现形状转换。
常用设备: 管端扩口机、胀管机、旋转端成型机
- 标准喇叭口: 典型的 37° 或 45° 喇叭口几何形状,广泛用于液压和高压流体系统。
- 肩部喇叭裤: 喇叭口结构包括一个肩部,用于增加关节稳定性。
- 钟形口 (20°/37°/45°): 锥形喇叭口用于与 Marmon 或 SAE 配件连接。
- 偏移光斑: 喇叭口偏离中心形成,常见于燃料漏斗等不规则部件中。
- 球形耀斑: 管子的末端形成圆顶形状,可以进行球式插座连接。
2.3串珠:
主要用于软管固定、防滑或密封加固。
常用设备: 管状卷边机、旋转卷边成型机
- 单珠: 管端附近的圆形脊用于软管密封和固定。
- 双珠: 两个平行的脊线可增强抗压性和密封完整性。
- 倒珠: 珠子向内形成于管壁内,通常用于定位 O 形圈或密封件。
- 诺玛球/马蒙珠: 专为汽车排气系统中的快速密封连接而设计。

2.4翻边:
用于创建焊接、螺栓连接或机械组件的接口。
常用设备: 管端翻边机、管扩口成型机
- 90°法兰: 管端以直角向外翻边,非常适合焊接或夹具连接。
- 锥形法兰: 法兰角度在 20° 至 45° 之间,通常用于与异形配件配合。
2.5其他末端功能:
支持连接、结构加固或特定的功能要求。
常用设备: 旋转端成型机、管端面加工和 倒角机
- 倒角端: 管子的边缘经过倒角处理,以去除毛刺并方便插入。
- 滚花: 外管表面有精细的纹理图案,可提高抓地力或软管保持力。
- 线程: 管端加工有外螺纹,用于与配件或阀门连接。
- 槽口和凹口: 用于定位、焊接或与定制部件配合的部分切口或凹槽。
- 面对的末端: 管端精确制成方形,以确保密封或焊接的平整度。
- 密封或停止功能: 用于阻断流体或控制插入深度的环状或珠状结构。









3.0芯管端部成型方法详细概述
3.1扩口:
工艺原理: 使用锥形模具或心轴将管端径向扩张,形成指定角度的喇叭形结构,从而提高密封完整性或配件兼容性。
流程步骤:
① 管夹紧 → ② 插入心轴或锥体 → ③ 材料沿工具膨胀 → ④ 达到最终的扩口角度
常用技术:
邮票喇叭口: 适用于标准化火炬(例如汽车燃油管路);效率高,适合批量生产
旋转扩口: 用于不规则或广角喇叭口(例如 HVAC、球窝接头密封);更精确的成型
关键参数:
典型的喇叭口角度:37°(SAE)、45°(JIS)、90°(高压密封)
壁厚减薄率应在15%以内;对于航天级零件,壁厚减薄率应≤10%
3.2减少/锻造:
工艺原理: 使用模具对管端进行径向压缩,减小外径,同时略微增加壁厚。冷成型壁厚增加≤8%,热成型壁厚增加可达15%。
典型应用:
多级嵌套: 常见于家具扶手、伸缩管
喷嘴形状: 用于简化喷嘴入口处的流动;典型的锥角为 12°–15°
3.3翻边:
外部法兰: 管端向外弯曲形成法兰面,用于螺栓连接或密封组装。法兰高度通常为管壁厚度的1.2至2倍。
内部法兰: 末端向内卷起,形成用于安装O形圈的凹槽。凹槽深度必须与O形圈直径精确匹配(建议公差在±0.05毫米以内)。
3.4开槽:
工艺原理: 滚轮施加压力在管壁上形成对称凹槽,通常用于夹式接头或密封件放置。
行业标准:
NFPA 1963(消防水带接头):槽深1.2±0.1毫米,宽度2.0±0.2毫米
三辊机器的精度达到±0.05毫米;优于单辊系统(±0.15毫米)
设计说明:
最小坡口根部半径应≥0.3×壁厚,以避免应力集中和开裂
3.5辅助成形技术
端部弯曲: 管端略微弯曲 15°–30°,通常用于排气布线或间隙调整。
压平与闭合: 管端用模具压平并密封;常用于家具支腿或展示架结构。压平长度应至少为管径的3倍,以确保足够的强度。
倒角和去毛刺: 管端应倒角,以防止密封损坏或应力积聚。建议角度:45°;深度:0.2-0.5 毫米。
3.6管端成型和管弯曲之间的主要区别
定义视角:
管端成型: 专注于通过局部塑性变形来改变管材开口端的几何形状。该工艺会重塑管材的直径、横截面积或末端特征,以实现连接、密封、定位或集成等功能。
管弯曲: 改变管道的整体路径或形状,使其产生曲线或角度偏转。其主要目的是改变管道的走向,以适应安装或空间布局的要求。
成型面积:
管端成型: 仅作用于管材的局部末端,通常距离开口几毫米到几厘米。成型过程受到严格控制,以形成功能性末端特征。
管材弯曲: 应用于管段长度上的任意截面,改变其空间方向。它通常涉及较长的管段,并影响管段的整个布线。
目的和功能差异:
管端成型: 旨在提高管端连接性能。常见目标包括:
- 扩口 用于插入和密封
- 减少 用于配合和停止
- 翻边 用于螺栓或焊接连接
- 开槽 用于放置夹具
这些特性增强了密封性、防漏性、对准性和结构加固性。
管弯曲: 用于改变管道路径,使其适应安装环境。它有助于避免阻塞,并支持复杂的空间配置。
4.0什么是管端成型机?
管端成型机是一种用于对管材开口端进行压缩、扩口、缩径、翻边、倒角、滚压和封口等成型操作的设备。其主要目标是提高管端的密封性能、连接可靠性和结构强度。
常见成型方法
| 成型方法 | 描述 |
| 扩口 | 将管端扩展成钟形,以便于插入和密封。 |
| 减少 | 缩小管端直径,以便与较小的部件配合。 |
| 串珠 | 在管端形成凸起的法兰或卷边,以增强强度或容纳密封圈。 |
| 倒角 | 去除毛刺,使管边缘光滑,便于组装。 |
| 结束语 | 密封管端,通常用于排气系统或流体容器。 |
| 开槽 | 为机械接头或密封目的创建周向凹槽或波纹。 |
主要结构部件
- 机架和床身: 支持整个系统并确保运行稳定性。
- 成型模具: 根据具体工艺定制,确定最终的管形。
- 液压或伺服系统: 提供精确的成型或夹紧力。
- 夹紧单元: 在成型过程中将管固定到位以防止位移。
- 控制系统(PLC或触摸屏): 可实现可编程控制和参数设置。
分类方法
按驱动机制
- 液压管端成型机:
提供高推力;适用于成型厚壁钢或不锈钢等高阻力材料。可进行扩口、缩径、压条和开槽等复杂操作。常用于汽车排气和工业管道系统。 - 气动管端成型机:
结构简单,响应速度快;非常适合快速加工小直径、薄壁管材。常用于轻量化部件和实验室管材。 - 伺服电动管端成型机:
成型精度高,控制灵敏,能耗低。支持高重复性,适用于自动化生产线和精密制造。


按工作站数量
- 单站机器:
紧凑设计,适用于扩口、缩口或收口等单一成型工艺。适用于小批量作业或模块化生产步骤。 - 双工位机器:
可连续进行两种工序(例如,缩径+卷边、扩口+开槽)。兼顾紧凑布局和生产效率。 - 多工位机器:
一次设置即可支持三个或更多连续成型步骤(例如,缩径 + 扩口 + 开槽 + 闭合)。提高自动化程度和产量,非常适合大批量复杂零件的生产。
按自动化程度
- 手动机器:低成本 结构简单。需要手动装载和操作。适用于原型设计、维修工作或临时实验室使用。
- 半自动机器: 芯材成型过程已实现自动化;仍需手动装卸。在中低产量下,实现了成本与效率的平衡。
- 全自动机器: 配备自动送料、定位和换模系统。可独立运行,也可集成到自动化生产线,实现无人值守的连续加工,是大批量生产的理想选择。
5.0管端成型 – 常见问题 (FAQ)
管端成型和管弯曲有什么区别?
管端成型侧重于在不改变整体路径的情况下塑造管子的开口端。而管弯曲则改变了管子的形状和走向。
管端成型的常见类型有哪些?
典型类型包括缩径、扩口、扩张、卷边、翻边以及倒角、滚花和螺纹等附加特征。
扩口时使用的标准扩口角度是多少?
常见的喇叭口角度包括37°(SAE标准)、45°(JIS标准)和90°(用于高压密封)。每种角度都适用于不同的密封和连接目的。
还原过程的典型应用有哪些?
缩径主要用于滑动配合连接、多级嵌套和管嘴成型。缩径会减小管端直径,通常会略微增加管壁厚度。
扩口和翻边有什么区别?
扩口是指将管端向外弯曲,形成连接面,通常用于焊接或螺栓连接。法兰是一种更标准的扩口形状,设计用于结构化的密封和安装。
开槽的主要目的是什么?
开槽在管壁上形成凹槽,用于固定夹具或定位密封圈,提高接头的安全性和密封性能。
参考
gjsteel.com/capabilities/tube-end-forming
proto1mfg.com/2021/07/27/tube-end-forming-types-of-tube-end-forming
www.rs-traut.de/en/products/tube-forming




