
在机械制造领域,机械加工无处不在。然而,工程师们在实际生产中很快就会意识到:“可加工”并不意味着“容易加工”。
即使使用同一台机床和相同的切削参数,仅仅改变材料就能导致切削力、刀具寿命和表面质量的完全不同。这种差异取决于材料的可加工性。
从工程实践的角度,本文系统地介绍了金属可加工性的概念、常用评价方法、主要影响因素以及在实际生产环境中经过验证的改进策略。
1.0为什么加工性能值得认真研究?
机械加工仍然是现代制造业中最广泛使用的金属成形方法之一。然而,不同的材料在切削过程中表现出截然不同的特性。
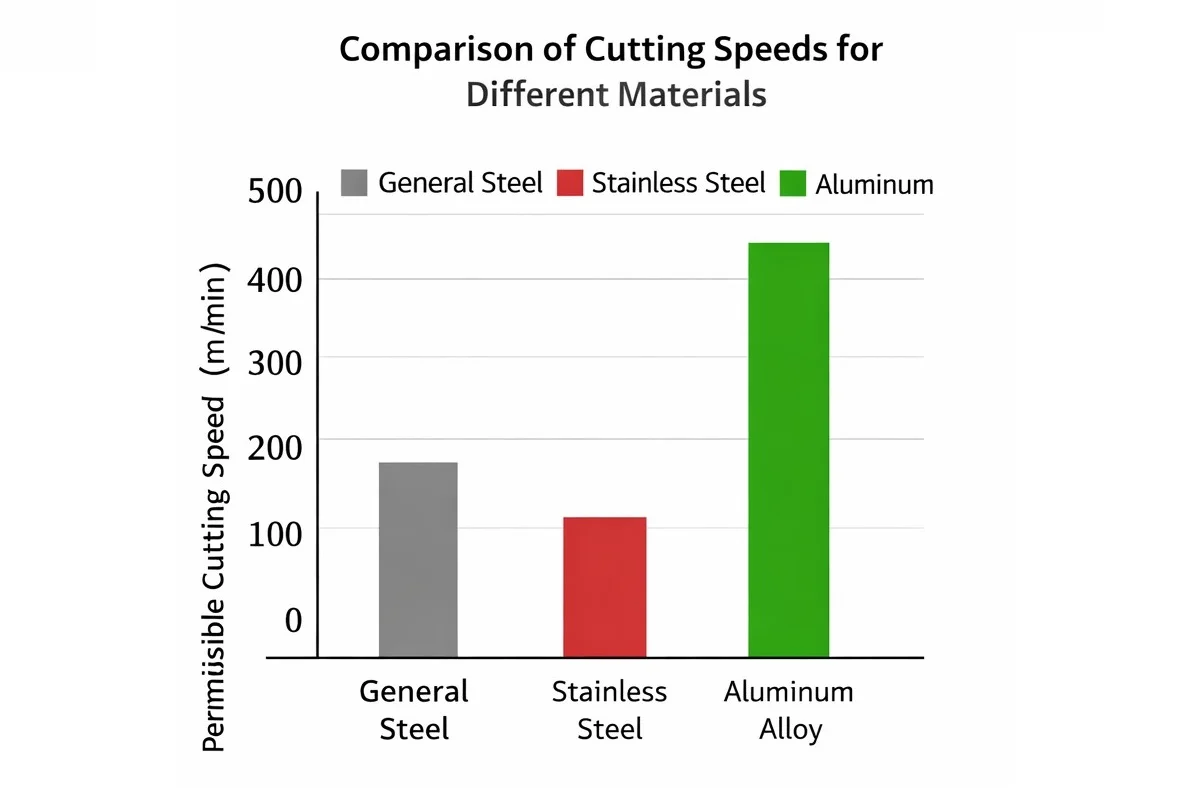
1.1例如,切割性能差异:
- 铝合金、铜合金:切削轻、切削力小、效率高;
- 合金钢、不锈钢、钛合金、镍基高温合金:切削力大、热量集中、刀具磨损快,常常伴有刃口崩裂和振动问题。
1.2对可加工性理解不足的后果:
- 工具寿命显著缩短;
- 加工效率持续偏低;
- 表面质量不稳定;
- 反复试验以优化工艺参数。
因此,了解可加工性的本质并应用有针对性的策略,对于提高效率、控制成本和确保稳定的加工性能至关重要。
2.0金属材料的可加工性如何?
金属材料的可加工性是指在规定的切削条件和刀具寿命要求下,加工该材料所面临的困难程度。
从工程角度来看,一种材料具有 “良好的加工性能” 通常表现为:
- 在相同的刀具寿命条件下,允许更高的切削速度;
- 切削力和切削温度降低,刀具磨损减缓;
- 表面质量稳定,碎屑容易破碎,可以以可控的方式排出。
相反,如果一种材料导致刀具寿命短、切削阻力大、表面光洁度差或切屑控制困难,则通常认为该材料的加工性能差。
需要强调的是,可加工性是一个 相对概念而不是对某种材料是“好”还是“坏”的固有判断。

3.0如何评估可加工性?
3.1通用工程评估指标
在实际工程应用中,可加工性通常通过多种指标的组合进行评估,包括:
- 工具寿命;
- 允许的切割速度;
- 切削力;
- 切割温度;
- 加工表面质量;
- 芯片形态。
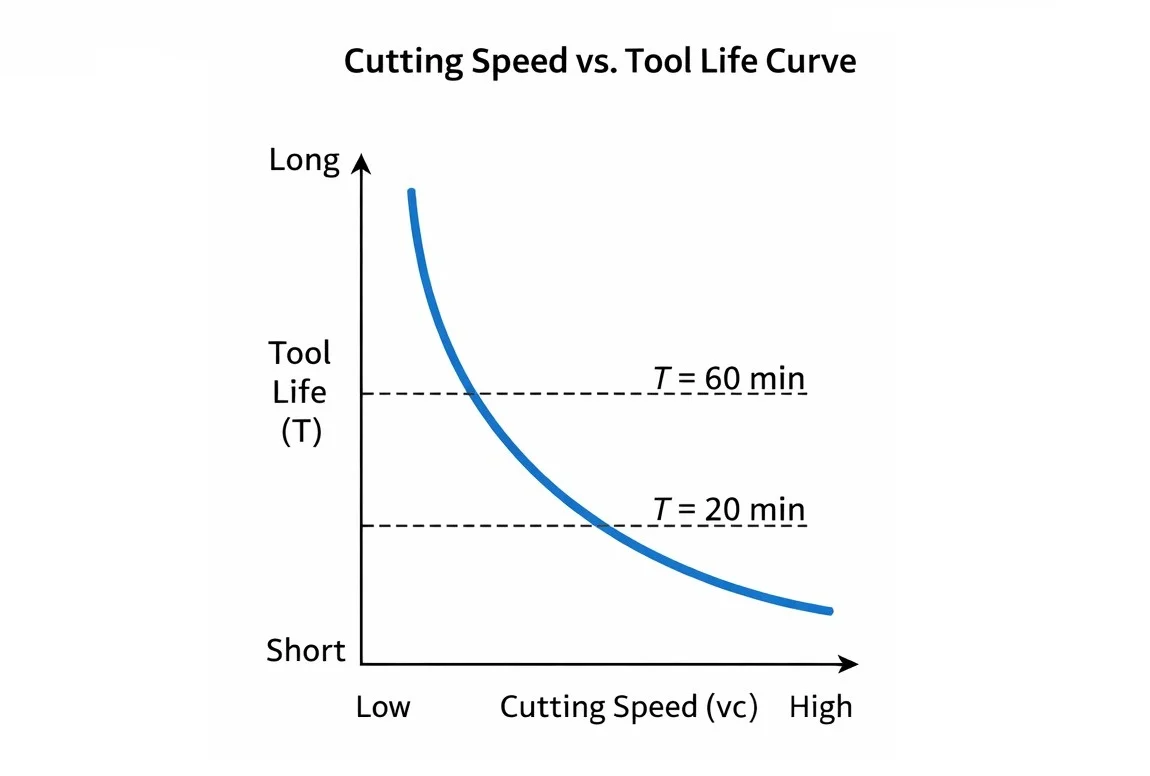
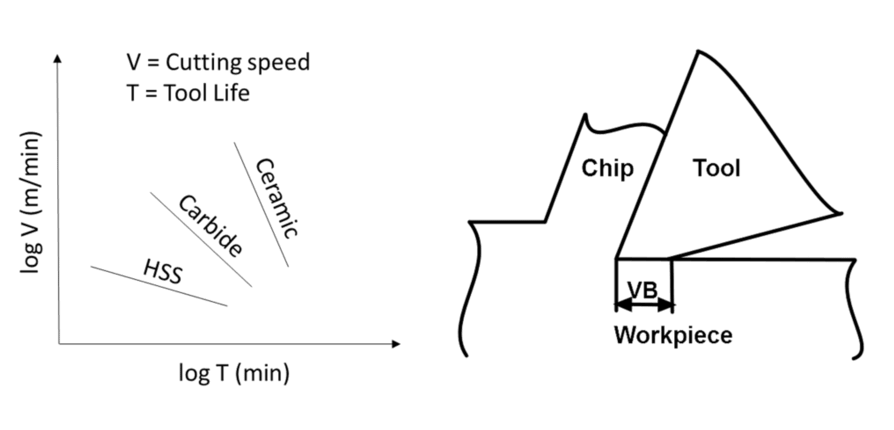
其中, 在特定刀具寿命下允许的切削速度 是最常用且与工程最相关的定量指标:
- 一般金属材料:以刀具寿命 T = 60 分钟时的切削速度 (vc₆₀) 为参考;
- 难加工材料:通常采用刀具寿命 T = 20 分钟时的切削速度 (vc₂₀)。
3.2相对可加工性指数 Kr
为了便于比较不同材料,相对可加工性指数Kr在工程实践中被广泛应用:Kr = 材料在 T = 60 分钟时的切削速度 / AISI 1045 钢在 T = 60 分钟时的切削速度
这里,AISI 1045 钢(170–229 HBS)作为参考材料。
- Kr > 1:可加工性优于 1045 钢;
- Kr < 1:可加工性比 1045 钢差。
该指标对于工程应用中的材料选择和初步工艺规划特别有用。
4.0不同材料的可加工性分类(工程视角)
根据相对可加工性指数Kr,工程实践中通常将材料分为多个等级,从“易于加工”到“极难加工”。这种分类方法被广泛用于在材料选择和工艺规划过程中快速评估加工难度。
一条被广泛接受的规则如下:随着材料强度、塑性或高温性能的提高,其可加工性往往会显著降低。
这就解释了为什么钛合金和镍基高温合金具有优异的机械和热性能,但却极难加工。
5.0哪些材料特性决定了其可加工性?
5.1硬度和强度
随着硬度和强度的增加,切削过程中的剪切阻力也相应增加,从而导致更高的切削力和切削温度,以及更快的刀具磨损。
工程经验表明,硬度适中且微观结构均匀的材料更有利于稳定加工。
5.2可塑性和韧性
- 过度塑性:切削过程中发生严重的塑性变形,扩大刀具与切屑的接触面积,增加摩擦力,促进积屑瘤的形成;
- 韧性过强:切削能耗增加,切屑断裂变得困难。
这两种情况都会显著降低加工性能。
5.3热导率
导热性能良好的材料能够有效地将切削热量通过切屑和工件散发出去,从而降低切削区温度,减轻刀具的热磨损。
导热性差的材料,例如钛合金,往往会将热量集中在切削刃附近,从而加速刀具失效。
5.4弹性模量
- 弹性模量过高:材料去除过程中切削阻力较大;
- 弹性模量过低:切削后弹性恢复明显,导致侧面与加工表面之间的摩擦力增大。
这两种情况都不利于加工稳定性。

6.0如何在工程实践中提高可加工性?
6.1通过热处理提高可加工性
适当的热处理可以通过改变微观结构显著提高加工性能:
- 低碳钢:正火处理以细化晶粒并降低过大的塑性;
- 高碳钢:球化退火以降低硬度并改善断屑性能;
- 铸铁:加工前进行退火处理,以消除内部应力并降低表面硬度。
6.2通过化学成分优化提高可加工性
在大规模生产中,通常通过合金设计来提高材料的加工性能:
- 在钢材中添加硫、磷、铅或钙可以降低切削阻力并提高切屑断裂性;
- 优化有色金属合金成分可以细化晶粒结构,提高加工稳定性。
6.3针对典型难加工材料的加工优化策略
高强度和超高强度材料
对于这些材料,切削力通常比 AISI 1045 钢高 20%–30%,切削温度升高,刀具磨损加快。
工程策略包括:
- 选择具有优异耐热性和耐磨性的切削刀具材料;
- 减小前角或采用负前角,并增大刀尖圆弧半径以提高刃口强度;
- 尽可能在退火或正火状态下进行粗加工;
- 合理控制切削速度,而不是过分追求高速。
高塑性、低硬度材料
此类材料容易发生粘附、冷焊和积屑瘤形成,导致表面质量不稳定。
有效措施包括:
- 使用锋利的切削刃以减少切削变形;
- 适度提高切削速度,避免形成积屑瘤区;
- 采用合适的进给速度来提高断屑能力。
7.0结论:可加工性是一个系统级工程问题
金属的可加工性并非由单一因素决定,而是由材料特性、切削刀具特性和加工参数的综合影响决定。
在工程实践中:
- 在材料层面:可通过热处理和化学成分优化来提高可加工性;
- 在工艺层面:对于难以加工的材料,需要对刀具和切削参数进行系统优化。
只有了解材料难以加工的原因,才能制定真正有效的加工策略,实现效率、质量和成本的平衡优化。
8.0常见问题解答:关于金属可加工性的常见问题
8.1问题1:可加工性是否等同于材料硬度?
不。硬度只是影响加工性能的因素之一,并不是决定性指标。
在实际机械加工中,工件材料的塑性、韧性、导热性、弹性模量以及与刀具之间的摩擦和化学亲和力都会对切削行为产生显著影响。例如,钛合金的硬度并不特别高,但由于其导热性差和化学反应活性高,仍然被认为是难加工材料。
8.2Q2:为什么钛合金通常被认为是难以加工的材料?
钛合金加工性能差的主要原因是以下因素:
- 导热系数低:切削产生的热量难以散发,导致刀尖局部温度过高;
- 化学活性高:极易粘附于刀具材料,导致粘附磨损和扩散磨损;
- 明显的弹性恢复:刀具侧面摩擦力增大。
这些因素共同作用,使得钛合金容易出现刀具快速磨损、刃口崩裂和加工条件不稳定等问题。
8.3Q3:不锈钢的加工难度总是比碳钢高吗?
不一定。不锈钢的可加工性与其微观结构类型密切相关:
- 奥氏体不锈钢:塑性高,加工硬化严重,导致加工性能差;
- 某些马氏体不锈钢:在适当的热处理条件下,其可加工性可以接近或略低于中碳钢;
- 易切削不锈钢:含硫钢种在自动化和高生产率加工中表现良好。
因此,不应将不锈钢视为一种普遍难以加工的材料。
8.4Q4:当加工性能差时,降低切削速度是唯一的解决方法吗?
不。仅仅降低切割速度通常只能缓解症状,而无法解决根本原因。
更有效的方法包括:
- 选择更合适的切削刀具材料;
- 优化刀具几何形状:前角、切削刃强度和刀尖圆弧半径;
- 调整切割参数组合;
- 必要时改变工件的热处理条件。
在许多情况下,适当提高切削速度实际上可以帮助减少积屑瘤的形成并改善表面光洁度。
8.5Q5:热处理对可加工性的影响有多大?
影响显著。通过正火、退火或球化退火,热处理可以:
- 改变材料微观结构;
- 降低切削力;
- 改善芯片断裂性能;
- 显著延长刀具寿命。
参考
https://www.3erp.com/blog/what-is-machinability-and-how-is-it-measured/
https://elitemoldtech.com/what-is-machinability/ https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/understanding-machinability