

想象一下发射时从火箭尾部喷出的熊熊火焰——这种力量背后的关键部件之一是由耐热合金制成的锥形喷嘴。
即使在汽车排气系统中,不同直径管道之间的平滑过渡也常常依赖于一个基本特征:锥形管。

1.0锥形管简介

几何特征和关键设计因素
锥形管按结构可分为:
- 同心锥形管:两端的中心线对齐。
- 偏心锥形管:两端中心线偏移。
关键设计参数包括:
- 直径范围:大端直径(D)和小端直径(d)
- 长度和角度:管长(L)和锥角(A)
- 壁厚分布:恒定或逐渐变化
- 横截面形状:主要为圆形,但也可以是椭圆形或过渡形(例如,方形到圆形)
设计考虑:保持同心度、管理壁厚分布、避免应力集中、确保足够的接头强度(尤其是在焊接部分)。
锥度规格
锥度是一项核心设计特征,对功能有直接影响:
- 线性锥度:T = (D₁ – D₂) / L(单位:mm/m)
-
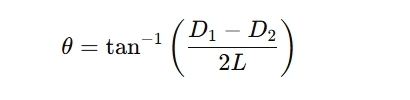
锥度:由半锥角θ/2定义(见图)

角度锥度 - 锥度比:例如 1:10(每 10 个单位的长度改变 1 个单位的直径)
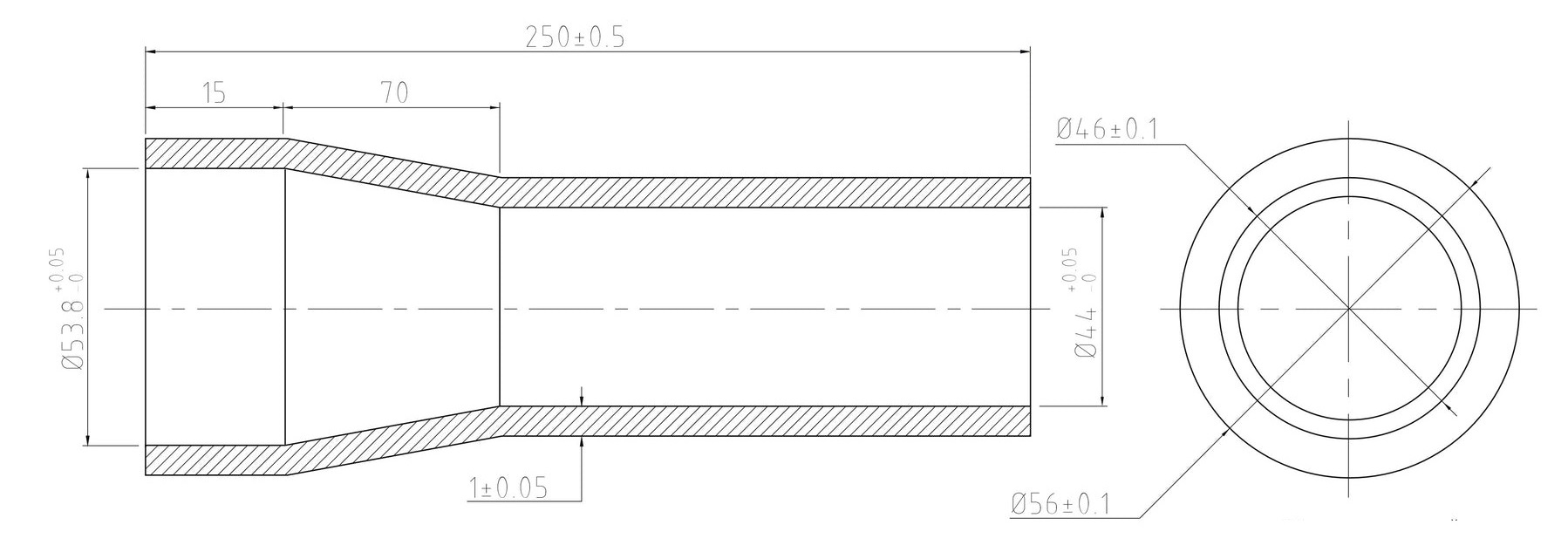
形状变化
| 类型 | 特征 | 典型应用 |
| 圆锥形管 | 最常见;支持对称流 | 管道连接、火箭喷嘴 |
| 矩形锥形管 | 易于集成;空间效率高 | 暖通空调管道、照明桁架 |
| 定制形状锥形管 | 专用复杂截面 | 空气动力学部件 |
2.0什么是管锥度?
管材锥化是指管材的内径或外径沿轴向逐渐增大或减小的结构特征,通常形成锥形过渡。这种成型工艺使其在连接、过渡、装饰或功能性方面具有广泛的应用。
一个 锥形管 具有逐渐变化的横截面,改善了流体动力学,提高了连接精度,并具有结构和美学优势。
2.1锥度的基本过程
管材锥形化的核心原理是施加轴向力(物理或机械力)沿锥形模具或成型工具重塑管材。
- 在大多数情况下,管材锥度加工是通过冷成型工艺进行的。
- 模具、挤压头或旋转锤施加受控的摩擦力和压力,以逐渐减小或扩大管径。
- 一旦形成锥形部分,剩余部分就会保持恒定的直径,从而形成“瓶颈”结构。




2.2常见的管材缩径方法
| 方法 | 工作原理 | 主要特点 |
| 旋锻 | 通过模具对管端进行高速径向锤击 | 冷成型,适合长锥度,表面光滑,精度高 |
| 锥形拉伸 | 通过锥形模具拉管,逐渐减小直径 | 非常适合小锥角、薄壁管、高精度 |
| 辊压成型 | 通过多个滚轮组逐渐改变直径 | 中长管连续生产,效率高 |
| 液压成形 | 内部液压迫使管子抵住锥形模具 | 形状均匀,尺寸控制出色,适用于复杂轮廓 |
| 压锥 | 使用锥形模具直接轴向压制 | 设置简单,适合短长度和小批量生产 |
| 数控管端成型 | 伺服控制推压或压缩,精度可编程 | 自动化程度高,结果一致,适合大规模生产 |
2.3典型成型示例:旋锻
在旋转锻造中,将直径较大的管坯插入锻造机:
- 管子被夹入固定装置中。
- 模具围绕管子高速旋转。
- 每分钟约 3000 次径向敲击逐渐减小管径。
- 后成型操作可能包括修整、扩口或热处理。
2.4适用材料
管材锥形加工可适用于多种金属,包括:
- 不锈钢
- 碳钢
- 铝合金
- 铜/黄铜
- 钛合金
- 其他:镍合金、双相不锈钢等。
不同材料对每种方法的适用性各不相同。选择时应考虑抗拉强度、延展性、壁厚和其他材料特性。
概括
- 管材锥度加工是管端成型的关键技术。
- 兼容各种金属和生产要求。
- 影响产品性能、外观、装配精度。
- 工艺选择应基于材料、尺寸、生产量和锥度几何形状。
3.0锥形管制造工艺及设备选型
锥形管或圆锥形管的制造涉及一系列成型方法和专用设备。
3.1管端旋锻机
用于径向减小管端直径,形成用于连接或插入的锥形轮廓。
主要特点:
- 冷成型,无屑工艺,效率高
- 适用于大批量生产中的小直径至中等直径
- 可选扩口或端部成型延伸件
3.2管端锥度机
专为在管材上成型标准或定制锥形端而设计。常见应用包括连接锥度、喇叭口和过渡段。
工作原理:
- 使用伺服驱动或液压模具系统对管端同时施加径向和轴向力
- 锥角、锥长和壁厚变化可预编程
- 支持同心和偏心锥形几何形状
主要特点:
- 比锻压更适合较长的锥角
- 可加工厚壁或硬质合金管
- 提供更平滑、更精确的锥度,非常适合密封接口或焊前准备
3.3旋压成型
非常适合成型中小直径的锥形管,尤其适用于壁厚较大或壁厚变化较大的管。通常使用数控旋压机进行。
流程步骤:
- 预热毛坯(如果需要)
- 将圆盘或短管安装到旋转主轴上
- 成型辊沿轴向和径向施加力,使材料沿着锥形模具成型
- 后续工序可能包括修整或热处理
优点:
成型质量高、结构无缝、厚度控制精确、表面光洁度优良
3.4板材轧制+焊接工艺
常用于生产大口径锥形管,特别是直径超过DN600的管道。
流程步骤:
- 板材切割和边缘准备
- 使用三辊或四辊卷板机进行锥形卷制
- 缝焊(内部和外部)
- 热处理和尺寸校正
特征:
尺寸灵活,适应性强;需要高质量焊接以确保完整性
3.5模压成型
适用于标准化锥形管的批量生产。该工艺使用液压机上的锥形模具进行热成型或冷成型。
3.6锥形管成型机(数控锥形系统)
专为生产锥形管而设计的可编程控制专用 CNC 机器。
主要特点:
- 可编程锥角和推力路径调整
- 兼容碳钢、不锈钢、铝合金等
- 自动化程度高,支持定制化批量生产
4.0锥形管的常用材料及性能要求
| 材料类型 | 典型的锥形管产品 | 应用领域/用例 | 关键绩效要求 |
| 碳钢 | – 碳钢锥形结构管(如Q235) – 无缝锥形输送管(A106) – API 5L锥形减径管 |
建筑结构、石油和天然气运输、液压系统 | 强度高、性价比高、焊接性、耐压性、耐磨性好 |
| 不锈钢 | – 304锥形装饰管 – 316L卫生锥形输送管 – 不锈钢锥形医用管 |
食品、饮料、化工、制药、医疗、室内设计 | 优异的耐腐蚀性、卫生性、镜面抛光效果 |
| 铝合金 | – 铝制锥形灯杆 – 铝制家具腿 – 锥形自行车车架管 |
家具、运输设备、户外结构、建筑 | 重量轻、耐腐蚀、外观漂亮、易于成型 |
| 钛合金 | – 钛锥形导管 – 航空航天锥形连接管 |
医疗植入物、航空航天、国防 | 强度高、耐腐蚀性优良、生物相容性、耐热性 |
| 镍合金 | – 哈氏合金锥形管 – 因科镍锥形耐腐蚀管 |
石油化工、高温气体、海洋环境 | 高温稳定性、抗氧化和氯化物腐蚀,适用于恶劣环境 |
| 铜/黄铜 | – 铜锥形接头 – 黄铜锥形喷嘴 |
管道、燃气输送、装饰配件 | 优良的导热性、高成型性、装饰性表面质量 |
| 复合材料 | – 碳纤维锥形管 – 玻璃纤维锥形管 |
高端运动器材、航空航天、天线结构 | 超轻、高强度、耐疲劳,但材料成本较高 |
5.0锥形管的典型应用领域



家具和装饰行业
- 锥形铝制桌腿管
- 不锈钢锥形沙发腿管(304级)
- 粉末涂层锥形家具管(黑色饰面)
- 空心锥形椅腿管
- 锥形吊灯装饰管



汽车和摩托车行业
- 排气扩散器锥形管
- 涡轮过渡锥管
- 锥形消声器管过渡段
- 锥形散热器过渡软管接头
工业和机械结构
- 锥形结构异径管(碳钢)
- 锥形不锈钢工艺管
- 锥形API螺纹管
- 液压锥形管端连接
市政和建筑设施
- 锥形路灯杆管
- 锥形旗杆管
- 锥形广告牌支撑管
- 公园锥形栏杆柱管
锅炉和热力系统
- 锅炉烟道锥形过渡管
- 锥形燃烧器喷嘴
- 热交换器锥形入口管
- 锥形热风导管


石化和流体系统
- 316L锥形耐腐蚀化工管
- 用于热分布的哈氏合金锥形管
- 锥形流量控制管
- 液体/气体锥形分配喷嘴

航空航天和高端结构
- 碳纤维锥形桅杆管
- 锥形机身连接管
- 飞机锥形喷嘴管
- 用于卫星结构的锥形桁架管
6.0锥形管设计快速参考
| 类别 | 物品 | 单位/描述 |
| 几何参数 | 大端外径(D1) | 毫米/英寸 |
| 小端外径(D2) | 毫米/英寸 | |
| 管长(L) | 毫米/英寸 | |
| 锥度比 | (D1 − D2) ÷ L | |
| 锥角(θ) | θ = arctan((D1 − D2) ÷ 2L) | |
| 壁厚(t) | 毫米(常数或变量) | |
| 制造方法 | 型锻 | 适用于小角度的长锥体;冷成型 |
| 冲压/成型机 | 非常适合短管或大批量生产 | |
| 锥度拉伸 | 精度高;适用于薄壁、小直径管 | |
| 液压成形 | 均匀成型;适用于复杂几何形状 | |
| 数控端部成型 | 精密控制;适合一致的批量生产 | |
| 材料选项 | 不锈钢(SUS 304/316) | 耐腐蚀;适用于医疗、食品和结构用途 |
| 铝合金(6061/5052) | 重量轻;适用于家具和运输 | |
| 碳钢(Q235、1018) | 成本效益高;非常适合结构应用 | |
| 铜/黄铜 | 优异的延展性;适用于装饰或导电部件 | |
| 设计考虑 | 壁厚(t常数) | 影响强度和可制造性 |
| 表面处理 | 抛光、电镀、涂层、防腐处理 | |
| 管端成型 | 根据需要扩口、缩口、扩张 | |
| 典型应用 | — | 汽车排气管、家具腿、医用导管、自行车车架、照明支架 |
6.1锥度计算的快速公式
线性锥度比
1. 锥度比 = (D1 − D2) ÷ L
锥角(度)
2. θ = arctan((D1 − D2) ÷ 2L)
6.2例子
| 物品 | 价值 |
| D1(大端) | 60毫米 |
| D2(小端) | 30毫米 |
| L(长度) | 300毫米 |
| 锥度比 | (60 − 30) ÷ 300 = 0.1 |
| 锥角θ | arctan(30 ÷ 600) ≈ 2.86° |
7.0锥形管发展的未来趋势
随着工业设备不断向大型化、多功能化发展,对非标过渡管的要求也越来越高。未来的关键发展方向包括:
推广高强度钢及复合材料锥形管
自动锥度机和数控成型技术的进步
模块化设计,方便集成到标准化系统中
锥形管作为过渡和结构优化的关键部件,其设计制造技术日趋成熟,未来有望在能源、环保、装备制造等领域发挥更大作用。
参考
https://academic.oup.com/treephys/article-abstract/22/13/891/1663763
https://www.tandfonline.com/doi/abs/10.1080/03052150310001639281
https://pdfs.semanticscholar.org/c6c4/2705d501918cbdb488e290fe79100c3ef3c9.pdf




