

在机械制造领域,加工工艺系统是实现精密零件生产的核心框架。以下章节将通过一系列结构化的解释,阐述其基本原理和运行逻辑。
1.0什么是加工工艺系统?
加工工艺系统,通常简称为工艺系统,是由车床、铣床、磨床等各种机床,以及切削刀具、夹具和工件组成的切削系统。其主要功能是将原材料或毛坯加工成具有特定形状、尺寸和质量要求的机械零件。工艺系统能否满足加工需求并达到所需的表面成形效果,不仅取决于合适的几何参数和工艺参数,还取决于各部件的固有特性以及它们相互作用形成的整体系统性能。

2.0机械零件的加工表面是如何形成的?
无论机械零件看起来多么复杂,其表面最终都是由基本表面类型的组合而成。机械加工的本质就是通过特定的切削方法生成所需的功能表面。
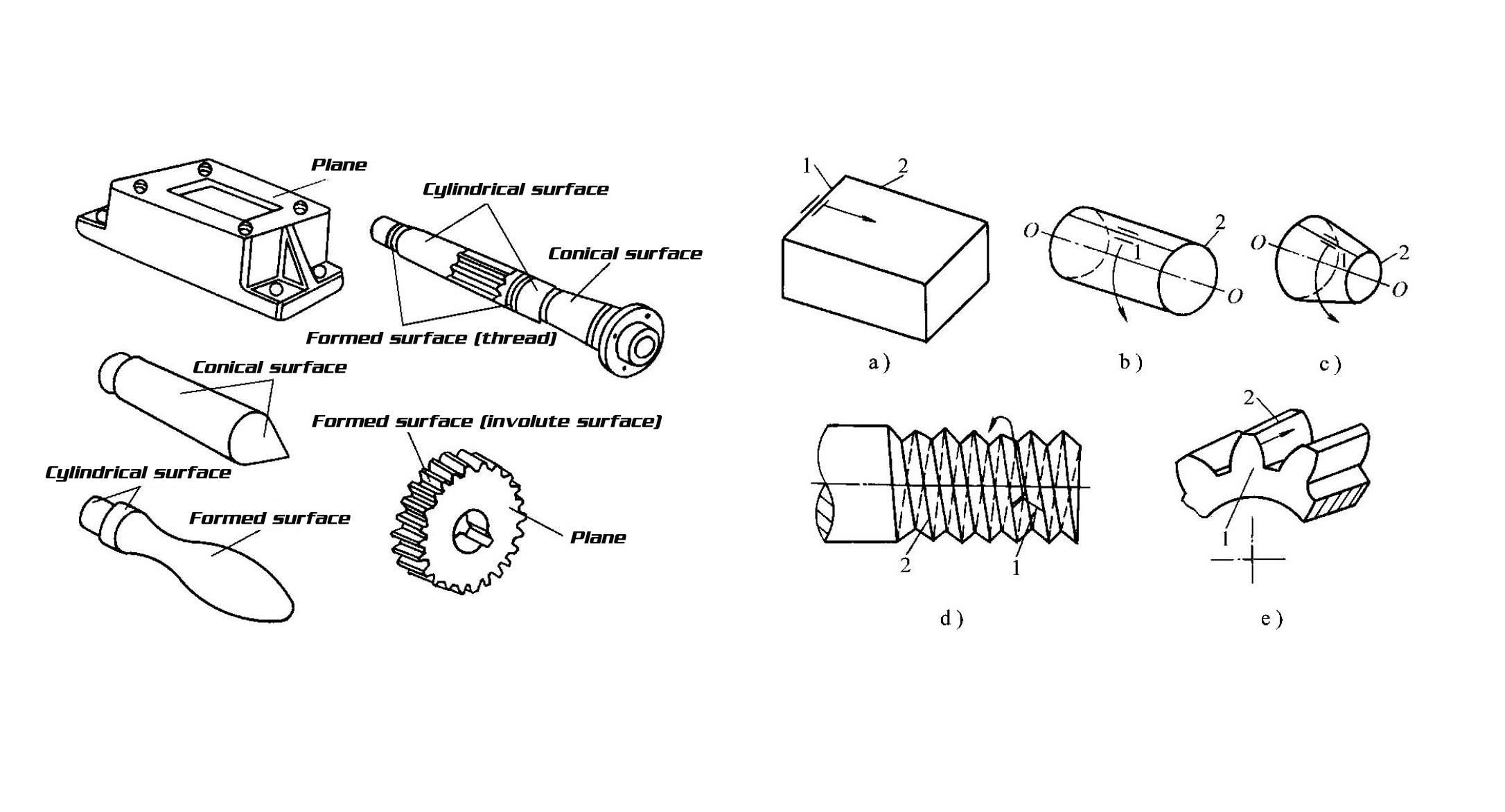
2.1常见工件表面类型
- 飞机
- 圆柱面
- 锥面
- 成形表面(例如螺纹表面和渐开线齿轮齿面)
- 特殊曲面(例如球面、环面和双曲面)
2.2工件表面是如何生成的?
大多数标准机械表面都可以通过一条母线沿另一条准线的运动形成。母线和准线统称为生成线,是定义表面的基本要素。在传统车床、数控铣床及类似设备上进行加工时,工件和刀具的相对运动和协调运动会产生这两条线,从而形成所需的表面几何形状。
3.0工件表面上的线条是由什么产生的?形成这些线条的方法是什么?
生成线是指构成工件表面的母线和准线。要加工出一个表面,首先必须通过特定方法生成这两条生成线。目前,生成线的形成方法大致可分为四大类。
成型方法:切削刃直接复制 Generatrix。 这 成形方法的特点是线接触,刀具切削刃与工件表面线接触,且切削刃的形状与表面的一条母线完全吻合。例如:在刨床上加工曲面时,刀具切削刃的轮廓与工件表面的母线相对应,该母线由刀具几何形状直接形成。
轨迹法:工具尖端运动生成生成 线。 这 轨迹法涉及近似点接触,其中生成线由刀尖的运动轨迹产生。例如:
- 在龙门刨床上刨削平面:刀具的直线运动形成一条直线母线
- 在数控铣床上加工曲面:刀具沿曲线路径的运动形成一条曲线准线
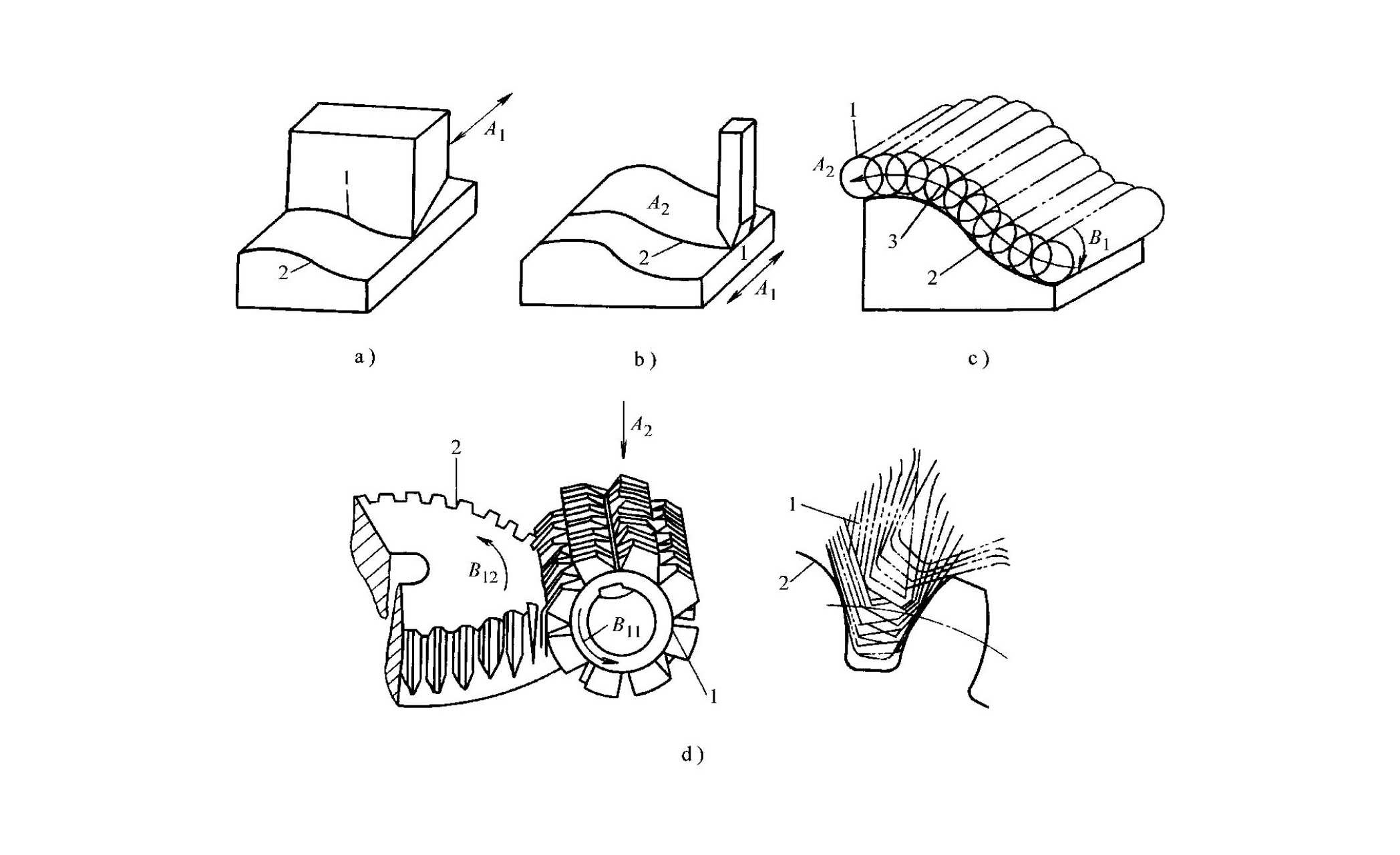
切线法:旋转刀具路径的包络线形成 线。 在 切线加工法使用旋转工具,例如铣刀或砂轮。工具在旋转的同时沿预定路径运动,切削刃的运动轨迹包络着曲面的生成线。例如:
- 立式铣床上的平面铣削:刀具旋转和中心路径运动的结合使切削点轨迹包络所需的生成线。
- 在外圆磨床上磨削圆柱面:砂轮的旋转与轴向进给相结合,通过切向作用产生磨削线。
生成方法:滚动运动产生渐开线 生成式加工方法依赖于刀具与工件之间的生成式切削运动。切削刃与成形表面呈点接触,刀具相对于工件做生成式滚动运动。切削刃位置随时间变化的包络线构成生成线。例如:
- 在滚齿机上进行圆柱齿轮滚齿加工:滚刀和工件同步旋转做生成运动,滚刀切削刃的包络线形成齿轮齿面的渐开线母线。
- 在齿轮成形机上进行的齿轮成形也属于成形方法。
4.0工件加工需要哪些动作?
为了获得满足设计要求的工件表面,必须对刀具和工件施加特定的运动,从而利用上述方法形成成形线。这些运动可分为表面成形运动和切削运动。表面成形运动是从几何角度定义的,而切削运动是从金属切削的实际角度定义的。
4.1什么是表面形成运动?
表面成形运动是指产生工件表面成形线所需的运动。其类型和数量取决于被加工表面的形状、加工方法和刀具结构。
| 动态类型 | 定义 | 例子 |
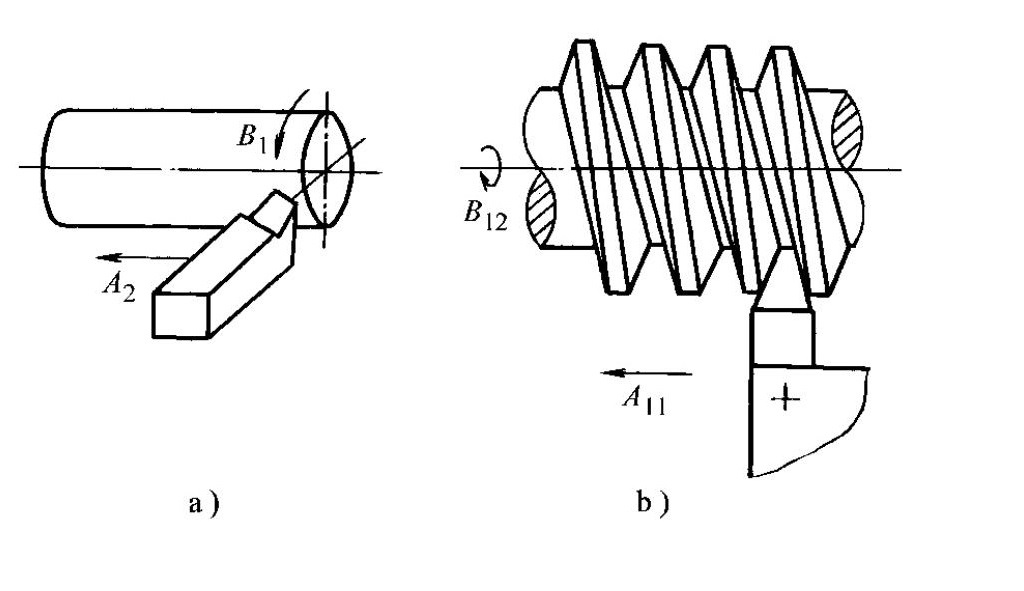
| 简单运动 | 通过单次旋转或直线运动实现的成形运动 | 在传统车床上车削外圆柱体:工件的旋转和刀具的纵向线性进给 |
| 复合运动 | 由两个或多个旋转运动和直线运动在严格定义的相对关系下组合而成的运动。 | 1. 车床上的螺纹车削:工件旋转与刀具直线进给的结合。2. 滚齿加工:滚刀与工件之间的往复运动。 |
5.0什么是切削运动?它是如何分类的?
在金属切削中,刀具与工件之间去除多余材料的相对运动称为切削运动。在实际加工中,表面成形运动表现为切削运动。根据其功能,切削运动可分为主运动和进给运动。
| 动态类型 | 核心特征 | 示例 |
| 主运动:材料去除的核心运动 | – 机床提供的主要运动 – 目的:产生相对运动以去除切削层 – 特点:切削速度最高,功率消耗最大,每次操作仅需一个主要运动 | – 旋转运动:传统车床上车削过程中工件的旋转;立式铣床上铣削过程中刀具的旋转。– 直线运动:刨床上刨削过程中刀具的往复直线运动。 |
| 进给运动:连续切削的辅助运动 | – 由机床提供的附加运动 – 用途:与主运动配合,实现连续或间歇切削 – 特点:功耗低,数量可为一个、多个或无 | – 连续运动:传统车床外车削过程中车刀的纵向运动 – 间歇运动:刨床刨削过程中工件的横向运动 – 多运动:外圆磨削过程中砂轮的横向进给 – 无运动:拉削 |
6.0什么是复合切削运动?
当主运动和进给运动同时发生时,它们的合力称为复合切削运动。
- 切削刃上选定点相对于工件的瞬时运动方向称为复合切削方向。
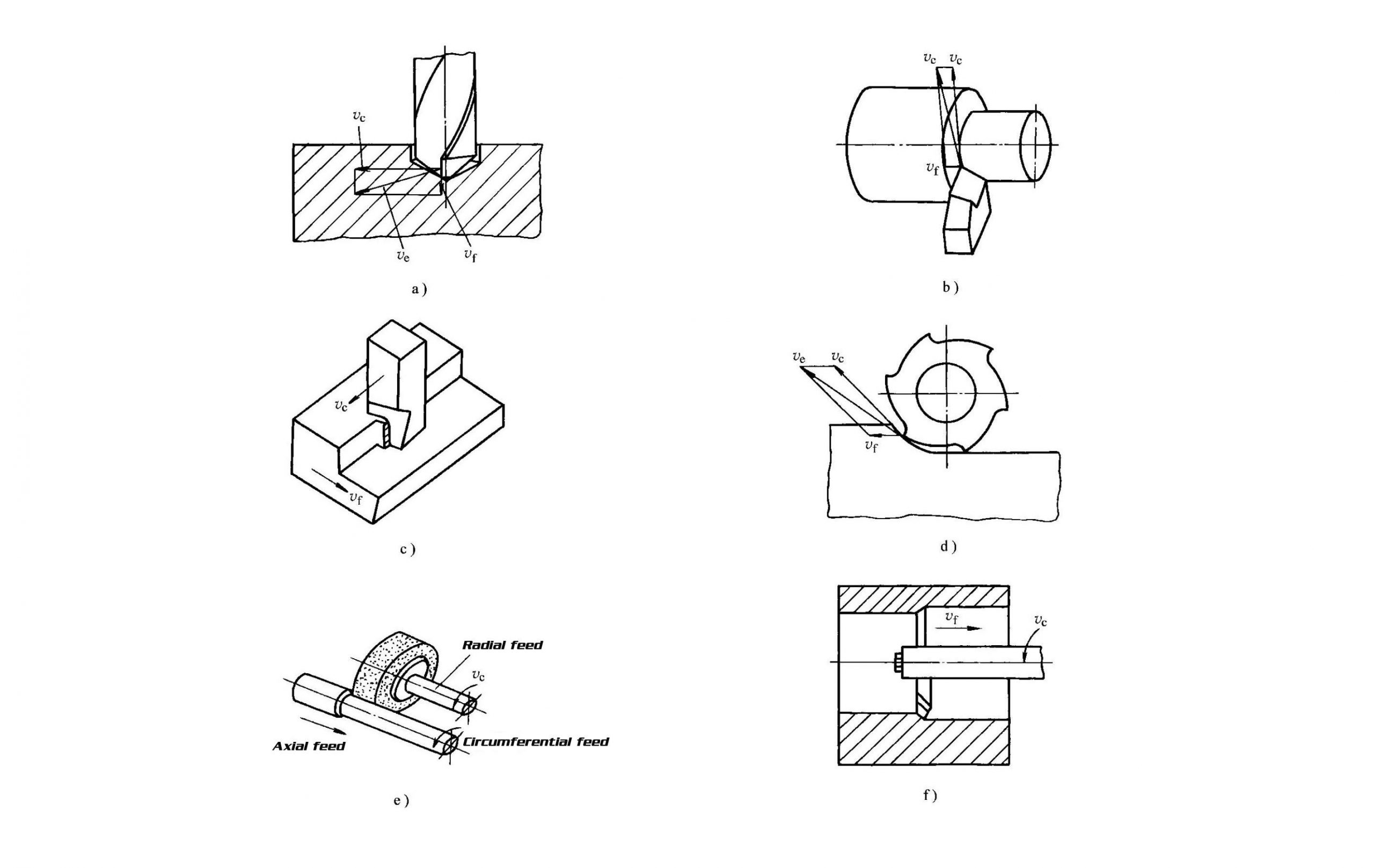
- 该点的速度定义为主运动速度和进给运动速度的矢量和,称为复合切削速度(表示为:ve = vc + vf)。
复合切削运动示例:
- 传统车床的外车削:工件旋转(主运动,vc)和刀具纵向进给(进给运动,vf)相结合,使切削刃上选定点的轨迹呈螺旋状。
- 外圆磨削:砂轮的旋转和工件的轴向运动共同作用。
7.0什么是辅助动作?
除了切削运动外,机床还需要辅助运动来调整刀具和工件的相对位置或执行辅助操作。这些运动并不直接参与材料去除,但对于确保加工过程的平稳高效至关重要。
辅助动作的常见例子:
- 数控车床的快速刀具进退
- 径向主轴回缩 钻机
- 与铣床配合使用的分度头的分度运动
8.0常见问题
问题1:机械加工工艺系统的核心组成部分是什么?
答:机械加工系统由四个主要要素组成:机床(例如车床、铣床和磨床)、切削刀具、夹具和工件。这些组件作为一个集成系统协同工作,完成从原材料到合格成品的整个加工过程。
Q2:主运动和进给运动的主要区别是什么?
答:主运动是负责金属去除的基本运动。它具有最高的切削速度、最大的功率消耗,并且在任何切削操作中都是单一的运动。进给运动是辅助运动,与主运动协调工作,以实现连续或间歇切削。它的功率消耗要低得多,并且根据加工工艺的不同,可能包含一个、多个甚至不包含进给运动。
Q3:为什么复合切削速度被定义为主切削速度和进给切削速度的矢量和?
答:主运动和进给运动是刀具与工件之间的相对运动,两者同时发生。由于速度是矢量,因此必须同时考虑其大小和方向。所以,复合切削速度表示为主运动速度和进给速度的矢量和。
Q4:生成方法最典型的应用是什么?
答:最典型的应用是在滚齿机上加工圆柱齿轮。通过滚刀与工件之间的同步旋转运动,滚刀切削刃的包络线形成齿轮齿面的渐开线母线。齿轮成形机上的齿轮加工也属于成形加工方法。
Q5:如果辅助运动不参与材料去除,为什么它们仍然很重要?
答:辅助运动负责调整刀具和工件的相对位置,并完成诸如夹紧、定位和分度等操作。它们为确保连续、高效的加工提供必要的支持。没有辅助运动,机床无法完成正常的加工循环。
参考
https://bharatforge.eu/artikel/what-is-machining-procedure-significance-and-applications/?lang=en
https://admati.com/the-importance-of-machining-types-of-equipment-and-machining-methods/
https://www.nutech.de/en/services/machining/