

6063铝 该合金属于铝镁硅(Al-Mg-Si)合金家族,是一种可热处理的合金,专为挤压成型而设计。其主要优势包括优异的挤压性能、卓越的表面光洁度和强大的耐腐蚀性。加工后,该合金外观均匀美观,是建筑型材和装饰构件的理想材料。此外,它还广泛应用于工业框架系统和电子设备外壳。
通过 T5 和 T6 等回火处理,6063 钢实现了中等强度和良好成形性的平衡,使其特别适合大批量生产复杂截面型材。
1.0为什么6063铝合金在制造业中如此受欢迎?
由于6063铝合金在成型和装饰应用中性能优异,已成为应用最广泛的铝型材合金之一:
- 挤出性能:出色的挤出性能使其能够高效地生产复杂型材形状。
- 表面光洁度:阳极氧化后表面质量优异,色泽均匀,品质上乘。
- 耐腐蚀性:具有极强的耐腐蚀性和抗氧化性,是户外装饰和结构构件的理想选择。
- 焊接性能:焊接性能良好,变形极小,便于组装。
- 成本效益:成本适中,供应稳定且规模庞大,整体价值高。
- 加工性能:切削难度低,后处理方便
其杂质含量低,冶金结构均匀,能够在美观性和结构稳定性之间取得理想的平衡,因此特别适用于外观和耐候性至关重要的建筑外墙和门窗系统等应用。

2.06063铝合金的力学性能
(注:具体数值因温度而异。)
- 拉伸强度(T6):210–260 MPa
- 屈服强度(T6):约170兆帕
- 伸长率:12–18%
- 硬度:70–85 HB
- 密度:2.70 克/立方厘米
- 熔点范围:607–650°C
不同性质的属性差异
- 6063-O:强度最低(抗拉强度≈110 MPa),但延展性极佳;适用于深弯、拉伸和其他重型成形加工。
- 6063-T5:中等强度,由于采用在线时效工艺,生产效率更高;适用于大批量生产的型材。
- 6063-T6:通过人工时效处理达到最高强度;适用于需要增强结构性能的应用
3.06063铝合金的化学成分
| 作品 | 人工智能 2024 | 7075 铝 | 铝6061 | 铝6063 |
|---|---|---|---|---|
| Cu (%) | 3.847 | 1.276 | 0.192 | ≤0.10 |
| Mg (%) | 1.545 | 2.596 | 1.074 | 0.45–0.9 |
| Si (%) | 0.041 | 0.000 | 0.439 | 0.20–0.6 |
| Fe (%) | 0.223 | 0.329 | 0.307 | ≤0.35 |
| Mn(%) | 0.331 | 0.028 | 0.103 | ≤0.10 |
| Zn (%) | 0.017 | 5.135 | 0.105 | ≤0.10 |
| Sb(%) | 0.046 | 0.061 | 0.063 | — |
| V (%) | 0.015 | 0.011 | 0.014 | — |
| 铅(% 或 ppmᵃ) | 0.024, % | 0.000,ppm | 54.451,ppm | — |
| Sn(% 或 ppm) | 0.021, % | 0.013, % | 81.046,ppm | — |
| Ti(% 或 ppm) | 90.791,ppm | 0.010, % | 83.090,ppm | ≤0.10 |
| Cr(% 或 ppm) | 99.931,ppm | 0.279, % | 0.025, % | ≤0.10 |
| 锆(ppm) | 8.746 | 0.000 | 3.584 | — |
| 镍(ppm) | 60.653 | 48.240 | 76.797 | — |
| 铝(%) | 其余的部分 | 其余的部分 | 其余的部分 | 平衡 |
6063铝合金的成分有利于Mg₂Si析出强化,尽管不同批次的Mg:Si比例可能略有差异。低铁和低铜含量是其优异表面质量的关键因素。
4.06063铝合金的常见应用
- 建筑门窗、幕墙型材、阳光房框架
- 室内装饰型材(天花板、隔断、踢脚线)
- 工业输送线结构和设备安全防护装置
- 家具部件(桌椅框架、橱柜封边)
- 电子外壳和散热器轮廓
- 汽车装饰件和车顶行李架
- 展览结构和灯箱框架
5.06063铝合金与其他常见铝合金相比如何?
| 合金 | 力量 | 可加工性(挤出) | 可焊性 | 耐腐蚀 | 表面质量 | 主要特点 |
| 6063 | 中等的 | 出色的 | 出色的 | 出色的 | 出色的 | 优选挤压合金,具有极佳的装饰性 |
| 6061 | 中至高 | 好的 | 非常好 | 出色的 | 好的 | 结构应用中的平衡性能 |
| 7075 | 非常高 | 贫穷的 | 贫穷的 | 好的 | 公平的 | 航空级高强度合金 |
| 5052 | 中等的 | 平均的 | 好的 | 出色的 | 好的 | 主要用于片材和板材加工 |
6063 的核心优势在于其可挤压性和表面光洁度,这方面明显优于其他合金,使其在建筑和装饰应用中不可替代。

6.0加工前的关键准备工作:残余应力控制
6063挤压型材中的残余应力主要来源于挤压后的冷却过程。复杂截面或薄壁截面在加工过程中应力释放时容易发生变形。推荐做法:
- 挤压后进行自然或人工老化处理,以降低内部应力
- 粗加工后,型材需静置24小时后再进行精加工。
- 采用多点均匀分布的夹紧方式,避免局部应力集中。
- 遵循“对称加工”方法,最大限度地减少单侧切削力。
7.0如何高效加工(切割)6063铝合金
与……相比,硬度更低,延展性更高 60616063钢材切削阻力较小,但更容易出现积屑瘤和刀具粘附。为了获得稳定的切削性能——尤其是在使用……时 铝材切割机 刀具选择和切削参数必须经过仔细优化。
7.1推荐工具和插件:
- 硬质合金刀具(首选):
2刃或3刃立铣刀,具有较大的前角(15°–20°)和较大的排屑槽。 - 涂层:TiB₂和DLC具有优异的抗粘附性能。TiN更容易粘附,但对于轻载荷或短周期加工仍然有效。
高切割速度、锋利的刀刃和充足的冷却至关重要,尤其是在自动化切割中。 铝材切割机. - 高速钢工具:
适用于轻型作业,例如基本钻孔。 - 练习:
抛物线形排屑槽几何形状可改善切屑排出并减少堵塞。
7.2推荐切割参数(参考范围):
| 过程 | 切削速度 Vc | 进料速率 | 切削深度 | 笔记 |
| 铣削 | 300–500 米/分钟 | 0.05–0.2 毫米/齿 | 1–5毫米 | 需要冷却液/润滑剂 |
| 转弯 | 250–400 米/分钟 | 0.2–0.4 毫米/转 | 1–3 毫米 | 避免低速切割 |
| 钻孔 | 80–150 米/分钟 | 0.08–0.25 毫米/转 | 根据需要进行调整 | 阶梯钻孔 + 冷却液用于深孔 |
| 窃听 | 10–20 米/分钟 | 螺纹间距 | — | 使用铝制专用丝锥和攻丝油 |
这些量程范围既适用于手动设置,也适用于配备数控机床的设备。 铝材切割机确保加工质量稳定。
7.3加工说明:
- 冷却/润滑:
使用含有极压添加剂的乳液或铝专用切削液,以最大限度地减少刀具粘附并延长刀具寿命——这对于高转速铝切削设备尤其重要。 - 工具状况:
保持刀刃锋利,必要时重新研磨,以防止涂抹或压扁柔软的 6063 材料。 - 切割方法:
最好采用逆铣方式,以减少毛刺的产生和表面划痕。 - 避免工具停留时间:
不要让刀具在工件表面停留,以免留下压痕。 - 薄壁零件:
使用软爪、真空夹具或额外的支撑物来防止切割过程中变形,尤其是在高速进给加工时。 铝材切割机.
8.0如何正确焊接6063铝合金
6063 比 6063 具有更好的焊接性能。 6061焊缝和热影响区(HAZ)的变形较小。然而,焊缝和热影响区的强度损失可达20–50%(通常约为30%),具体数值取决于母材状态、焊接方法和热输入。可能需要进行焊后时效处理或强度补偿设计。
8.1常见的焊接方法
- 氩弧焊:因其焊缝精确、干净、变形小而备受青睐;是装饰部件的理想选择。
- MIG焊接:效率高;适用于厚壁型材或大批量生产
- 常用焊丝:ER4043(流动性好,焊缝外观佳),ER5356(强度较高)
8.2焊接技术
- 焊前准备:使用不锈钢刷或化学脱脂剂去除氧化层(Al₂O₃),直至表面呈现金属光泽。
- 保护气体:纯氩气(≥99.99%),8–12 L/min
- 预热:对于厚度大于 8 毫米的板材,预热至 100–150°C 以避免冷裂。
- 焊接参数:采用低电流和快速焊接速度,以最大限度地减小热影响区宽度。
- 焊后处理:自然冷却;如果需要更高强度,可进行T6再时效处理。
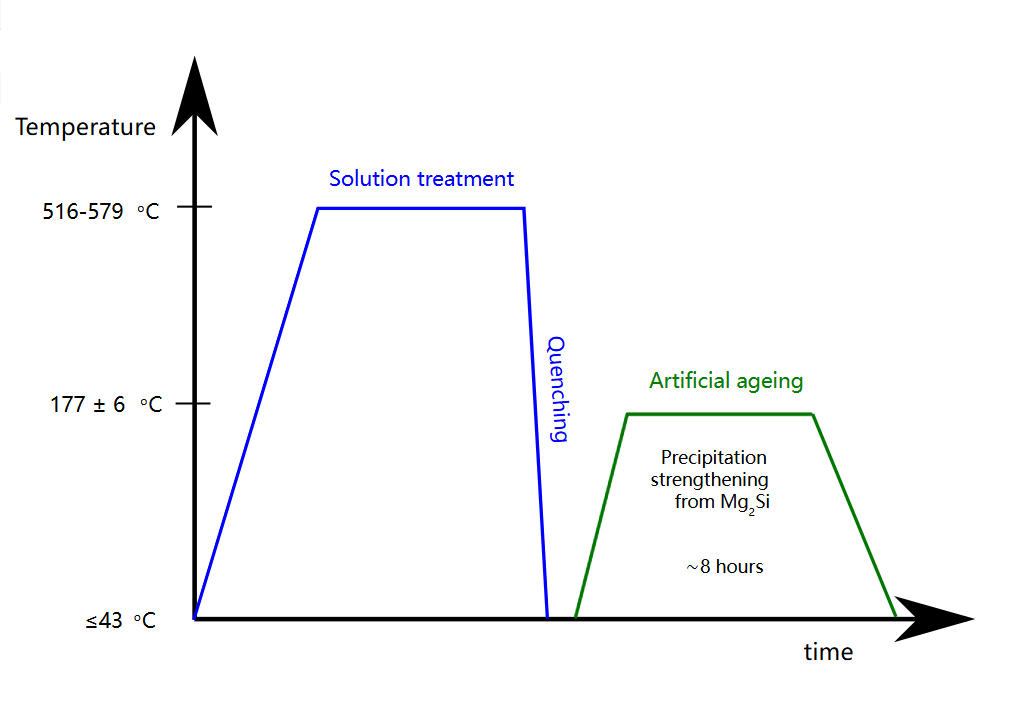
9.0如何对6063铝合金进行热处理
6063 热处理的核心目标是优化 Mg₂Si 析出,平衡强度和挤压性能。
9.1溶液处理
- 加热温度:530–540°C(低于6061°C以防止晶粒生长)
- 保温时间:1-2小时,具体取决于切片厚度
- 淬火:采用水淬,冷却速率≥150℃/min,以防止过早析出。
9.2抗衰老治疗
- T6人工老化:170–180°C,8–12小时,空气冷却
- T5 在线老化:挤出后通过冷却槽进行温度控制;150–170°C,持续 4–6 小时,效率高
- 自然老化:室温下7-14天;最终强度可达T6的~70-80%,适用于对强度要求不高的场合。

10.0如何确保6063铝合金表面质量优良
6063 被认为是阳极氧化的理想基材,表面处理质量直接影响最终产品的价值。
10.1常用表面处理
- 阳极氧化(透明、染色、电泳):最常用;可增强耐腐蚀性和外观。
- 硬质阳极氧化:涂层厚度为 20–50 μm,可提高工业应用中的耐磨性
- 喷砂和刷涂:可产生哑光或纹理效果,并掩盖细微划痕。
- 粉末涂层:颜色范围广,耐候性强,适用于户外部件
- 抛光:可提供镜面效果,适用于高端装饰用途。
10.2表面处理注意事项
- 预处理至关重要:彻底脱脂(碱性清洗剂)、中和以及化学抛光,以去除氧化膜和污染物。
- 阳极氧化过程中,应避免电流密度过高,以防止涂层粗糙或不均匀。
- 控制挤出模具温度,避免出现黑线和划痕等表面缺陷。
- 储存期间避免接触腐蚀性物质,以免变色。
11.0常见问题 (FAQ)
6063钢材是否适合挤压成型复杂型材?
是的。6063铝合金在挤压过程中具有优异的流动特性,并能加工薄壁型材(在某些工艺中壁厚可小于1.2毫米)。最终壁厚和复杂程度取决于型材几何形状、模具设计和挤压条件,使其成为加工复杂型材的最佳合金之一。
6063 和 6061 哪种合金的阳极氧化性能更好?
6063 性能更佳。其较低的铁和铜含量可形成更均匀的氧化层、一致的颜色和更优异的表面亮度,尤其适用于浅色装饰饰面。
6063 T5 和 T6 回火工艺的主要区别是什么?
- T5:在线老化,生产效率高,成本低,中等强度(抗拉强度≈210 MPa);适用于标准门窗型材
- T6:人工时效处理,强度更高(抗拉强度≈260 MPa),变形更小;是结构应用或强度要求极高的部件的理想选择。
加工6063铝合金时如何防止刀具卡刀?
注重高切削速度+充足的冷却+锋利的刀具:切削速度≥300米/分钟,铝专用切削液,定期磨利刀具,避免低速重载加工。
6063 可以在户外环境中使用吗?
是的。其耐腐蚀性加上阳极氧化保护,可确保多年持久耐用。在沿海或污染严重的环境中,建议采取额外的保护措施或定期维护。
参考
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


