
冲压机是现代钣金制造的核心,能够将扁平材料精准高效地转化为最终产品,并最大程度地减少浪费。本指南全面探讨了冲压机的主要类型、其核心部件、驱动机构、冲压机选型标准以及现代卷材加工系统。
1.0什么是冲压机?
冲压机利用移动的滑块(或滑块)的力将吨位传递到特定的模具上,从而对产品进行成型。该工艺通常几乎不会产生废料,并且几乎不需要操作员干预。根据零件的复杂性、几何形状和生产规模,可以使用各种尺寸和类型的冲压机。
运动力 按 动力来源包括机械或液压。简单的一维冲压件可以用小型台式压力机完成,其输出力低至五吨。相比之下,大型复杂部件则需要数千吨的压力机。压力机速度差异很大,标准应用的冲程为每分钟10至18次,而高速系统的速度则高达每分钟1800次。


2.0框架类型:C 型框架与直边压力机
液压压力机和机械压力机均可根据安装运动部件的框架类型进行分类。两种最常见的压力机框架类型是:
2.1间隙框架(C 型框架)压力机
这 “C”型框架压机 C型框架可以轻松检修模具区域的三面,占用空间更小,而且通常更具成本效益,尤其是在35至60吨的范围内。然而,由于其开放式框架,C型框架在负载下发生偏转时容易出现角度错位。虽然这并非总是问题,但在某些应用中,可能需要更重(且更昂贵)的框架。
一个流行的变体是 开放式可倾(OBI)压力机,使框架向后倾斜,以便更容易地弹出零件或废料。或者, 开放式固定式(OBS)压力机 用途更为广泛,使用定时气流、机械装置或传送带排出零件或废料。
2.2直边压机
直边压力机 采用垂直立柱或立柱,消除角度偏转。这些设计可确保模具寿命和零件精度。
直边压力机的四个主要部件包括:
- 王冠:支持电机、飞轮和驱动机构
- 列:支撑冠部并包括用于对准和引导的楔块
- 床:作为结构基础
- 支撑:安装在床上,用于支撑和加强模具设置

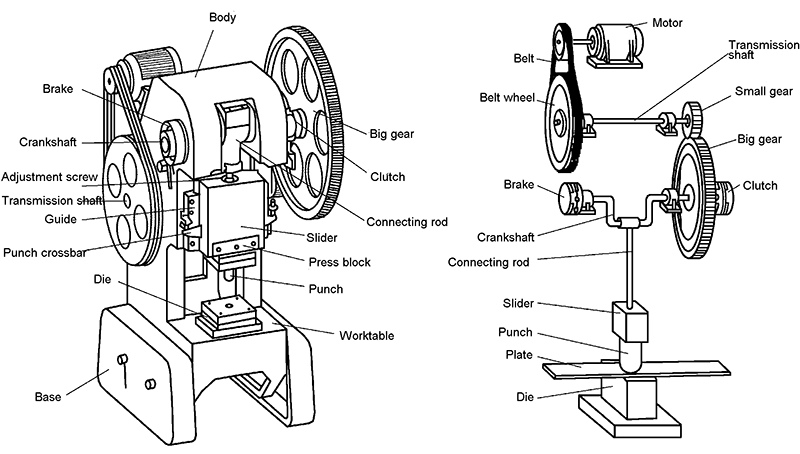
3.0机械压力机:操作和驱动系统
机械压力机利用电动机驱动飞轮运转。飞轮绕曲轴旋转,直至与离合器啮合,再通过传动系统将能量传输至滑块或压头。
3.1关键组件:
- 离合器:将飞轮能量传输至曲轴
- 制动系统:脱离时将柱塞固定到位
3.2部队容量
力容量是指在距离行程底部特定距离处施加的吨位,受以下因素影响:
- 飞轮转速
- 传动系统的扭矩容量
笔记: 齿轮比 在齿轮压力机中不会增加力,但有助于优化飞轮速度以提高扭矩容量。
3.3高速机械压力机
每分钟冲程 300 次或更高的压力机被视为高速压力机。对于小批量、大批量生产,速度可高达 每分钟1400次.
3.4传动系统变化
机械传动系主要有三种布置方式:
3.5直接驱动系统
- 驱动电机通过皮带系统直接旋转飞轮。
- 提供 最高速度, 更低的能量损失, 和 易于维护.
- 缺点:必须以最大速度运转才能达到最大成形力,并且可能由于曲轴一端的扭矩而导致角度错位。
3.6齿轮传动系统
- 包括 单齿轮或双齿轮 减少 和 偏心齿轮传动.
- 解决角度错位问题。
- 提供更大的动力 成型大型或深冲零件.
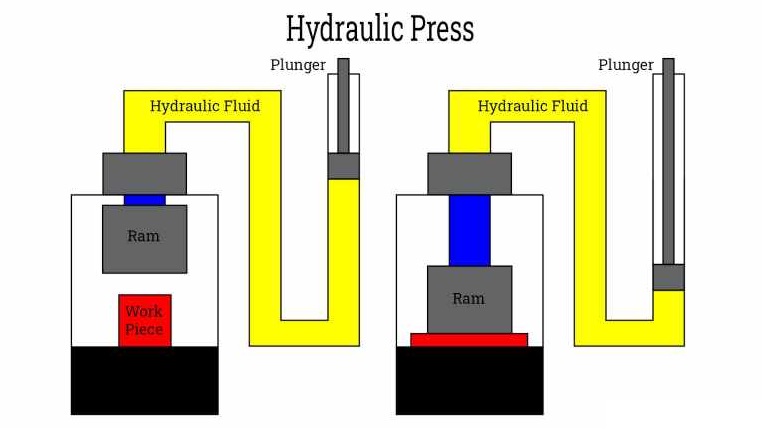
4.0液压机:灵活性和力控制
尽管机械压力机占据市场主导地位, 液压机 由于其灵活性而越来越受欢迎。
4.1液压机的优点:
- 可提供全吨位 在任何行程位置.
- 非常适合 深的 绘画 这需要在击球初期就用力。
- 可调节的 中风 改善循环之间的零件间隙。
- 预设 压力 适应各种模具高度和材料厚度。
液压机可以 更好的控制,使其非常适合涉及大型或不规则部件的应用。
5.0选择合适的印刷机
没有哪一款压机能够满足所有应用需求。选择压机需要在性能、成本和操作需求之间进行权衡。
5.1主要选择因素:
- 压机尺寸
- 力量容量
- 能源可用性
- 速度和划水频率
5.2其他注意事项:
- 工件的尺寸和复杂性
- 冲压工序数
- 生产量和循环率
- 所需的公差和表面光洁度
- 系统总成本(包括自动化和控制)
随着操作变得更加自动化, CNC 控制 和 固态系统 变得越来越重要。同样,材料进料系统必须与压力机速度和容量相匹配,以保持生产力。
6.0卷材加工的优势
大批量冲压作业越来越依赖于 卷材进料 最大限度地提高生产力。现代 卷材进料系统 提供连续的材料输送,减少人工处理,并最大限度地减少占地面积和劳动力需求,使其成为自动化冲压线的理想选择。
一个特别有效的解决方案是 三合一开卷机、矫直机和送料系统,整合了 开卷、矫直和送料功能集成到一个紧凑的单元中。这种设计简化了生产线设置,缩短了线圈更换时间,并确保与冲压机同步运行。
6.1卷材加工线功能
完整的线圈处理系统通常包括:
- 开卷 卷材金属板
- 矫直/调平 消除线圈组曲率
- 喂食 进入媒体
- 废料处理 用于废物管理
为了执行这些功能,使用了各种设备配置:
- 放线卷盘 支撑并解开金属卷。
- 线圈支架 适合处理较厚或对表面处理不太敏感的材料。
- 矫直机或平整机 使用可调节的滚轮消除弯曲,确保平板进入模具。
在许多先进的冲压生产线上, 三合一开卷机、矫直机和送料机 取代单独的机器,提供节省空间且完全同步的解决方案。这些一体化系统可提高送料精度并减少错位,尤其适用于高速或精密应用。
设备详情:
- 付清 卷轴支撑并展开金属.
- 线圈 摇篮 用于较厚或非表面处理敏感的材料。
- 直发器或 矫平机 通过可调节的滚轮校正曲率,确保平坦的材料进入模具。

7.0压力机送料机构
自动喂料系统可减少劳动力并提高效率。类型包括:
7.1滑动进给
夹具将线圈移动一段设定的距离,然后松开,返回进行下一个循环。
7.2卷筒进给
- 最常见的系统。
- 间歇驱动的对置滚筒送料。
- 允许线圈 压机行程期间停留.
- 通常采用气动或液压驱动。
7.3伺服进给(数字控制)
独立供电的滚轮可以实现:
- 啮合进料
- 之字形 模式
- 振荡进给
- 穿梭送料
伺服驱动系统提供 精确控制,增加每分钟的冲程数,以及 减少废料.


8.0废料处理
所有卷材冲压生产线都会产生一些废料。可以通过两种方式进行管理:
- 综合废料 弹射 通过冲压模具
- 外部废料系统,按压驱动或独立供电
9.0冲压机在各行业的应用
冲压机因其多功能性、速度快以及大规模生产高精度零件的能力而成为各行各业不可或缺的设备。
- 汽车行业汽车行业或许是冲压技术的最大消费领域,它使用压力机来制造车身面板、支架、加强件和底盘部件。高速机械压力机通常用于生产具有一致几何形状和表面光洁度的零件。
- 家电制造:在家电领域,冲压机用于生产冰箱、烤箱、洗衣机等电器的外壳、控制面板、支撑架和内部组件。处理大型板材的能力在这一应用中至关重要。
- 电子和电气元件:精密冲压机用于制造电路板和组件中使用的端子、连接器、屏蔽元件和接触板。高速冲压机因其能够大批量生产小型精密零件而备受青睐。
- 航空航天和国防:飞机部件、结构加强件和定制支架通常采用直边压机或液压压机成型,这些压机可在更长的行程内提供更高的精度和力量。
- 建筑和暖通空调:冲压机用于成型管道组件、支架、面板和建筑型材。自动化送料线可确保这些行业中不同厚度材料都能实现一致的输出。
10.0结论
冲压机是现代制造业必不可少的多功能高性能机器。选择机械或液压系统、选择合适的机架类型以及实施先进的卷料送料系统,都对生产力和零件质量至关重要。随着自动化和数字控制的发展,冲压机的性能也将不断提升,从而为各行各业带来更快、更灵活、更经济的冲压工艺。
11.0常见问题 (FAQ)
机械压力机和液压压力机有什么区别?
机械压力机速度更快,是高速冲压的理想选择,而液压压力机在整个冲程过程中提供全部力量,更适合深拉和复杂形状。
如何在 C 型框架和直边压力机之间进行选择?
C型框架压力机更紧凑、更经济,但在重载下可能会变形。直边压力机精度更高,并能更好地支持大型或高强度操作。
冲压机可以加工哪些材料?
常见材料包括低碳钢、不锈钢、铝、铜和涂层金属。材料厚度、抗拉强度和成型特性应与合适的压力机类型相匹配。
为什么线圈送料比手动送料更受欢迎?
线圈进料可确保不间断生产,减少处理时间,提高安全性,并实现更高的速度,这在大批量操作中尤其重要。
压力机可以实现自动化吗?
是的,大多数现代冲压机都可以通过伺服进给、机器人零件处理器、模具更换器和基于 CNC 的压力机控制器实现完全自动化。
参考
https://pavithrasprings.com/press-components.html
https://www.iqsdirectory.com/articles/hydraulic-press.html




