
剪切是金属板材制造的基础工艺,能够快速、无屑地将金属切割成特定形状。无论您是技工、技术员,还是金属加工的初学者,了解剪切的工作原理、使用的机器以及如何确保安全都至关重要。
在本文中,我们将向您介绍剪切的目的、好处、工具、操作和安全程序。
1.0金属加工中的剪切是什么?
剪切是一种用于切割金属板材和型钢的无屑切割方法。它可以在不去除材料的情况下,以选定的长度进行直线或曲线切割。
剪切比锯切或凿切具有以下优点:
- 切割过程中无材料损失
- 沿划线精确对准
- 切割表面只需极少的修整
- 切割速度更快
- 直线或曲线切割路径
常见的剪切技术包括:
- 切入
- 切断
- 裁剪
- 冲孔
2.0剪切工具和机器的类型
根据材料厚度和切割方式,使用不同的工具进行剪切。以下是最常见的剪刀类型:
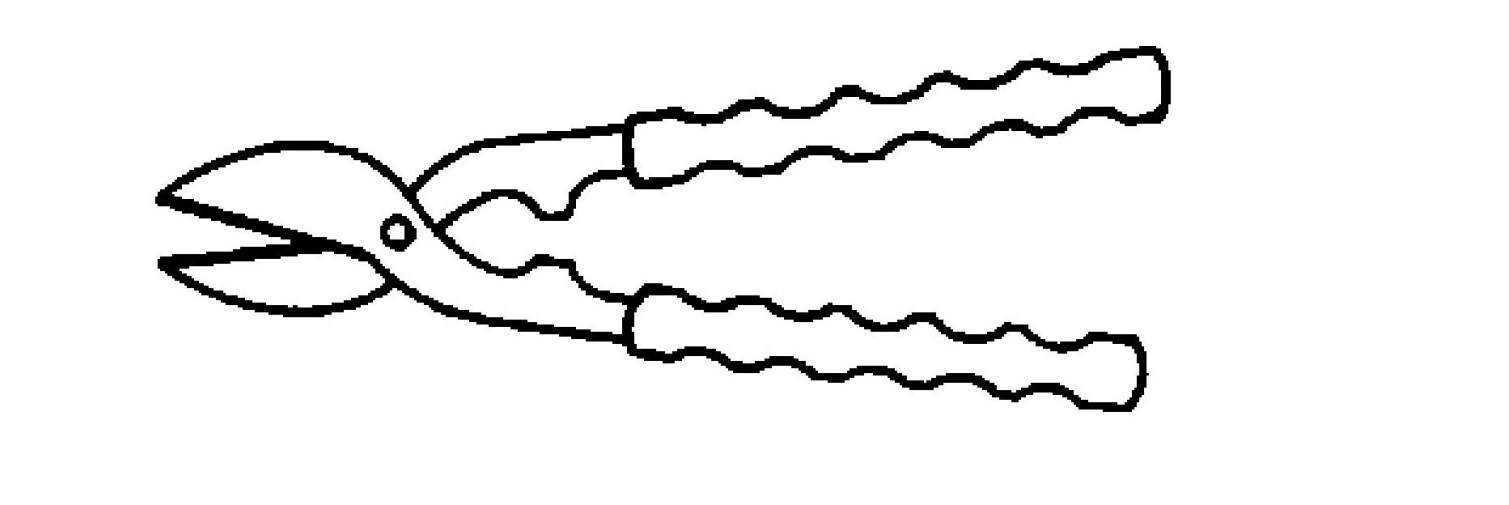
2.1锡匠剪
用于薄金属板上的短直线或曲线切割。
最大切割厚度:
- 钢 – 0.7 毫米
- 黄铜 – 0.8 毫米
- 铜 – 1.0 毫米
- 铝 – 1.0 至 2.5 毫米
2.2锡匠剪断
专为薄板的长直线切割而设计。材料从手下穿过,确保安全。
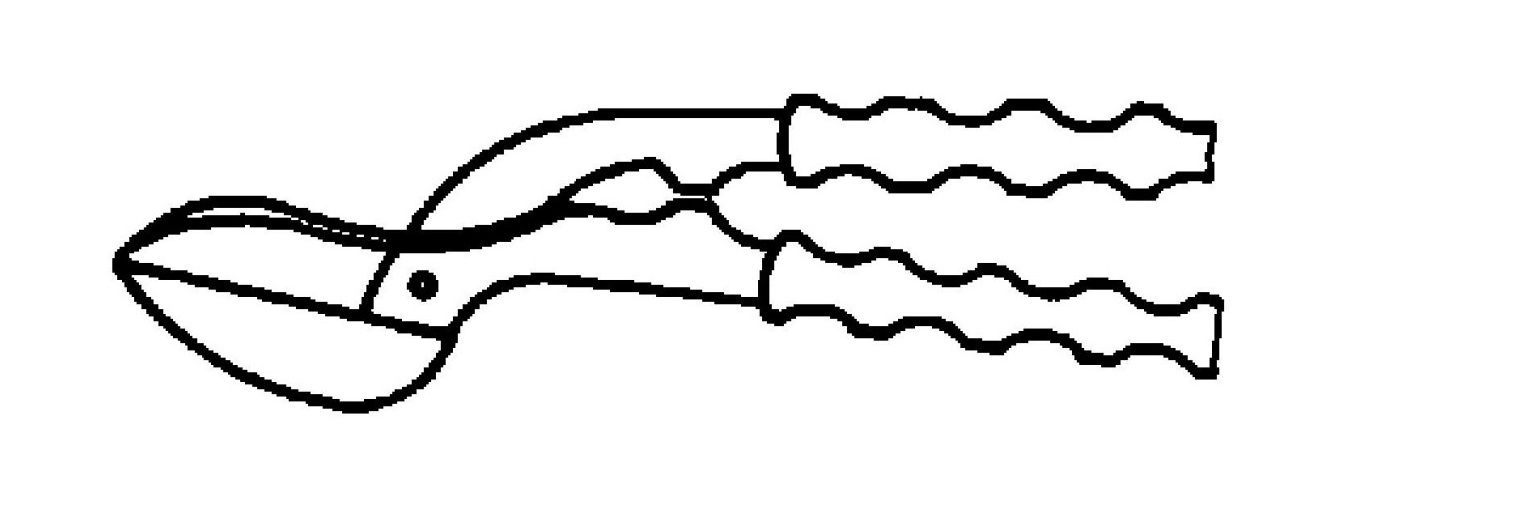
2.3孔切割剪
用于薄金属的曲线切割。单面弯曲的刀片不适用于直线切割。
2.4曲线剪切
适用于厚度不超过4毫米的薄板至中厚板的圆形或弧形切割。切割过程中板材可旋转。
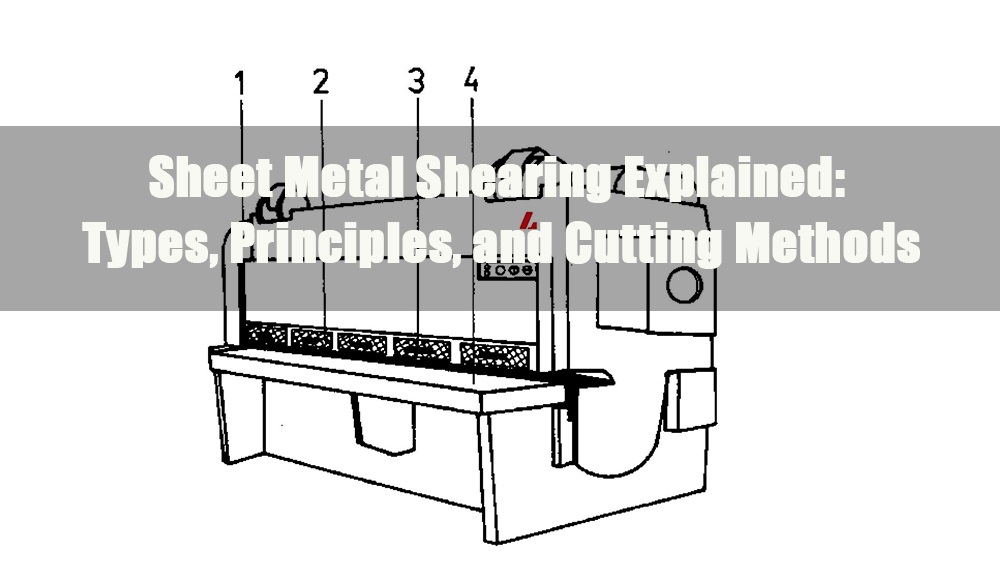
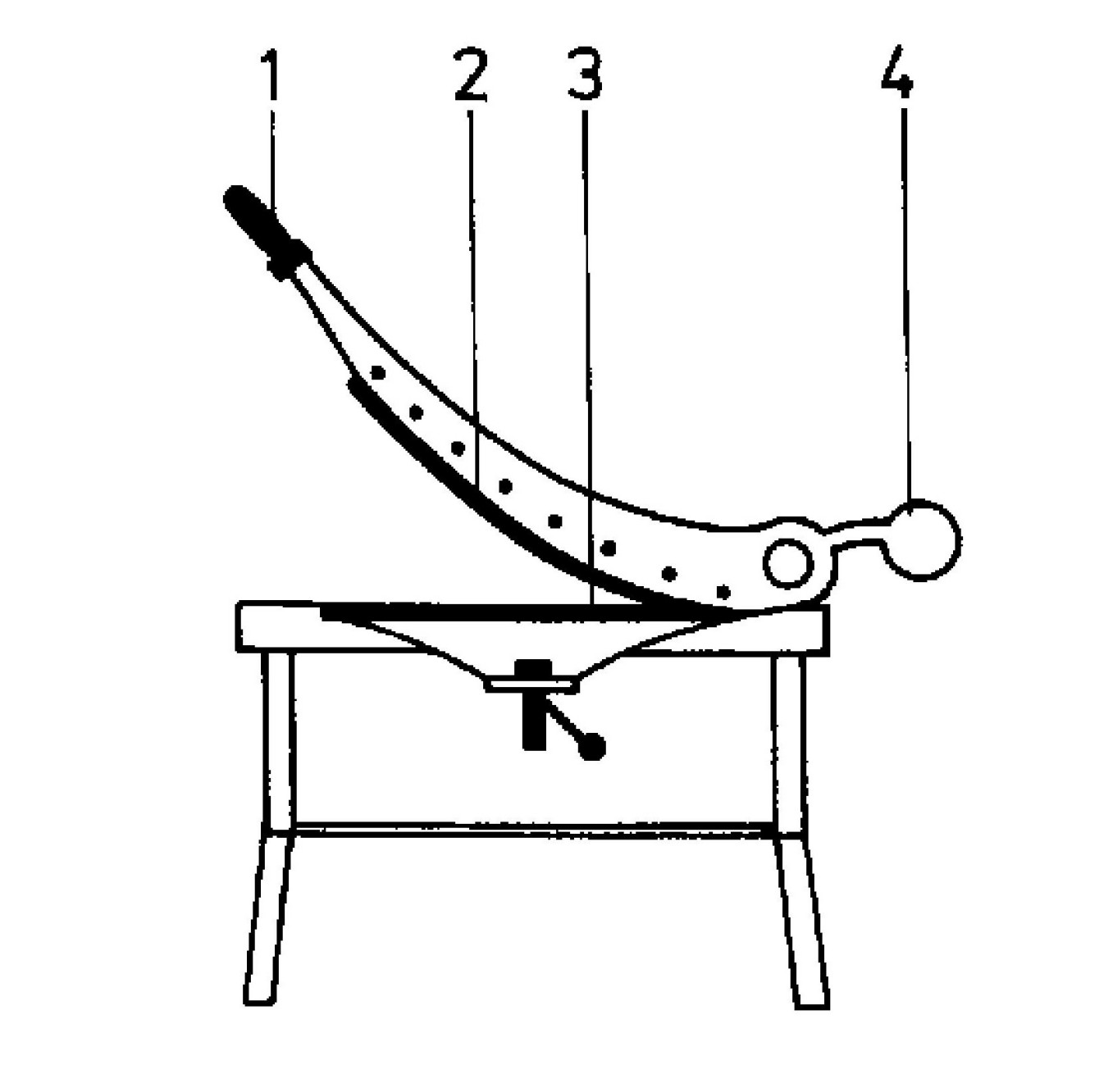
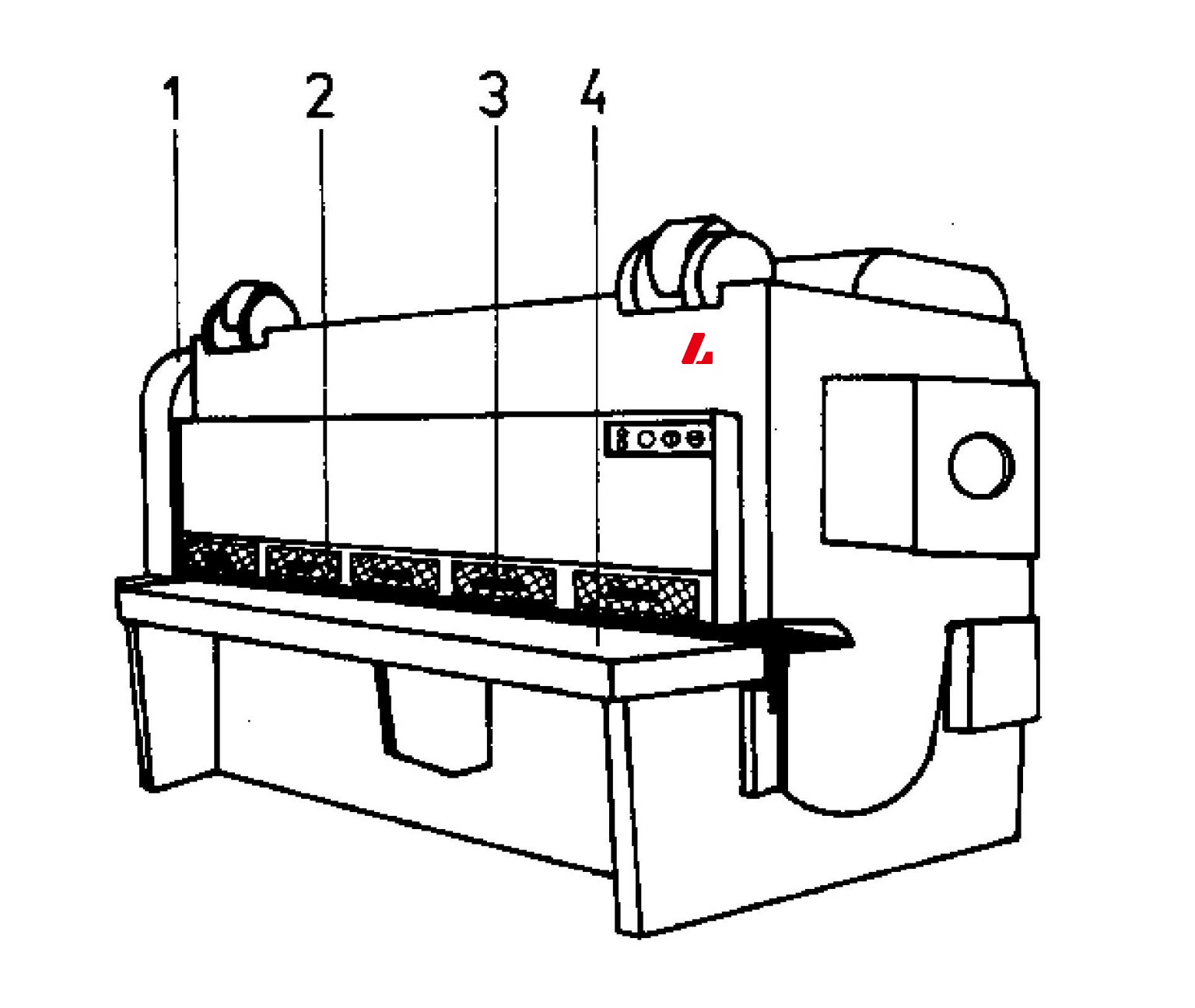
2.5断头台机
用于直线切割较长的薄板(约3毫米)。上刀片向下与下刀片接触。提供手动和电动型号。
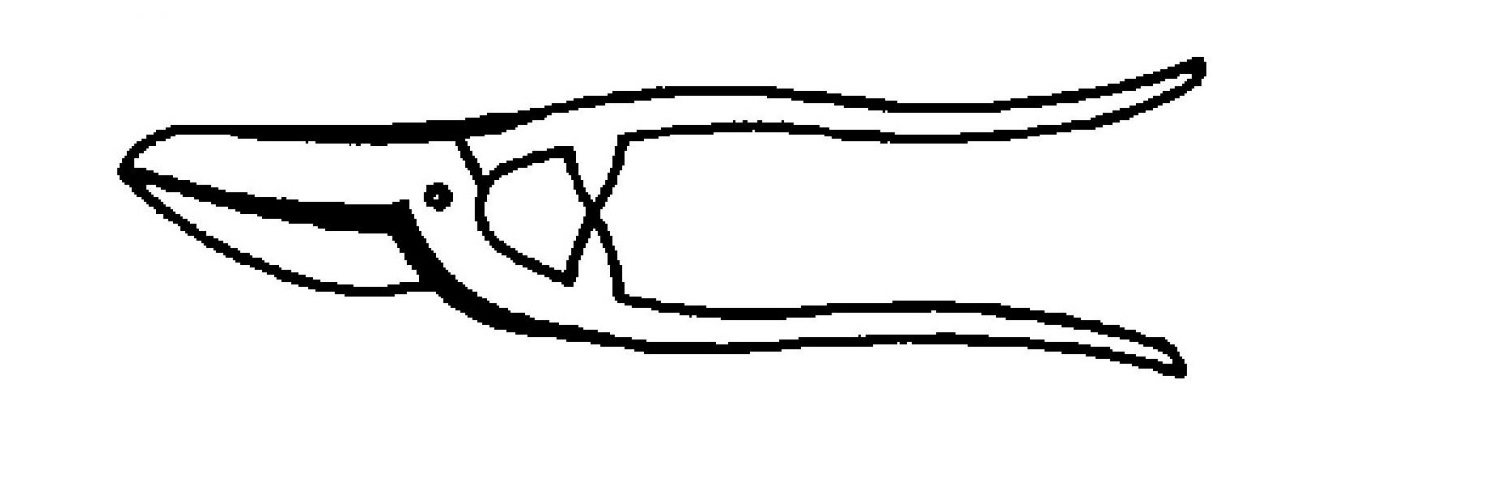
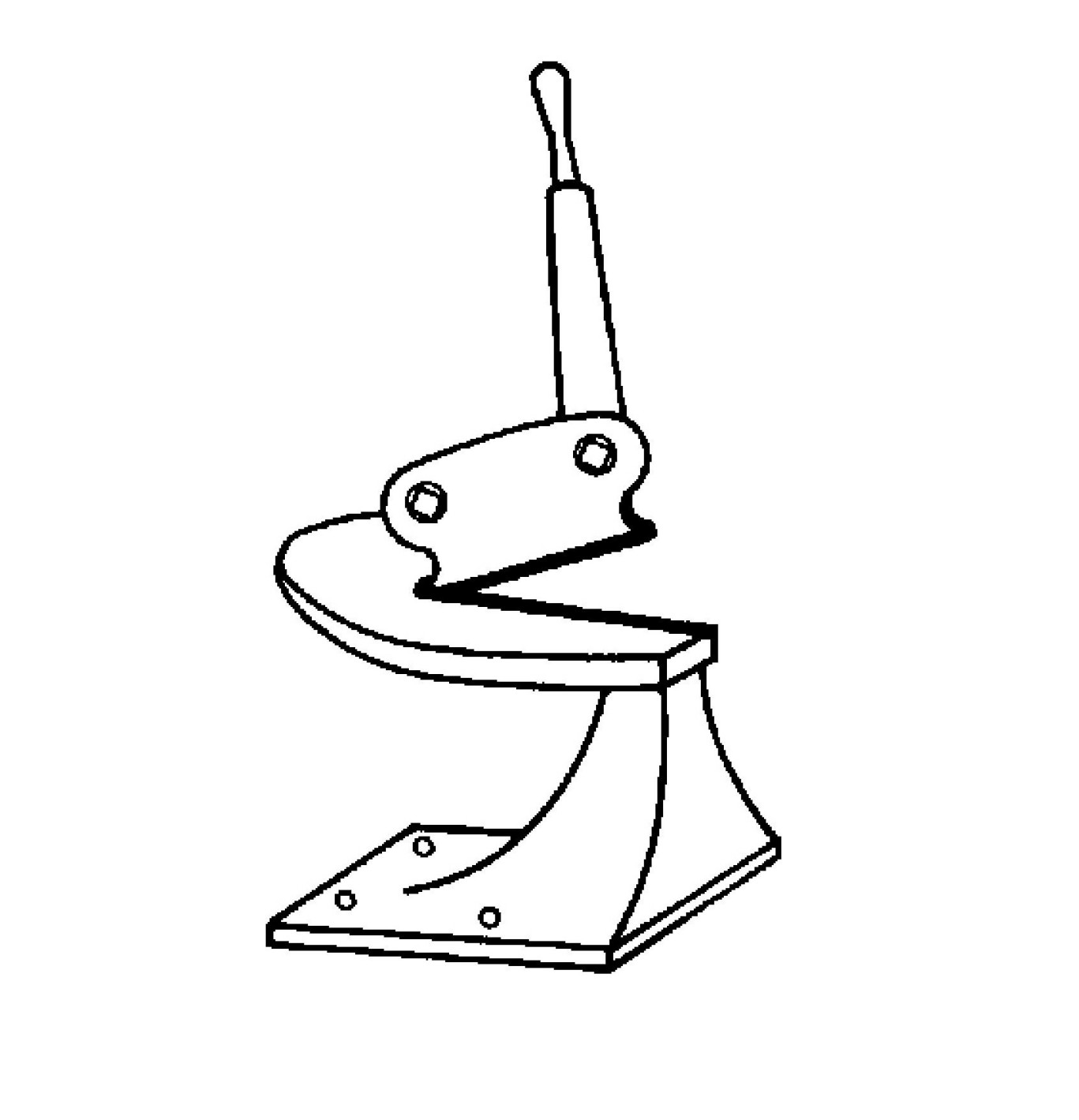
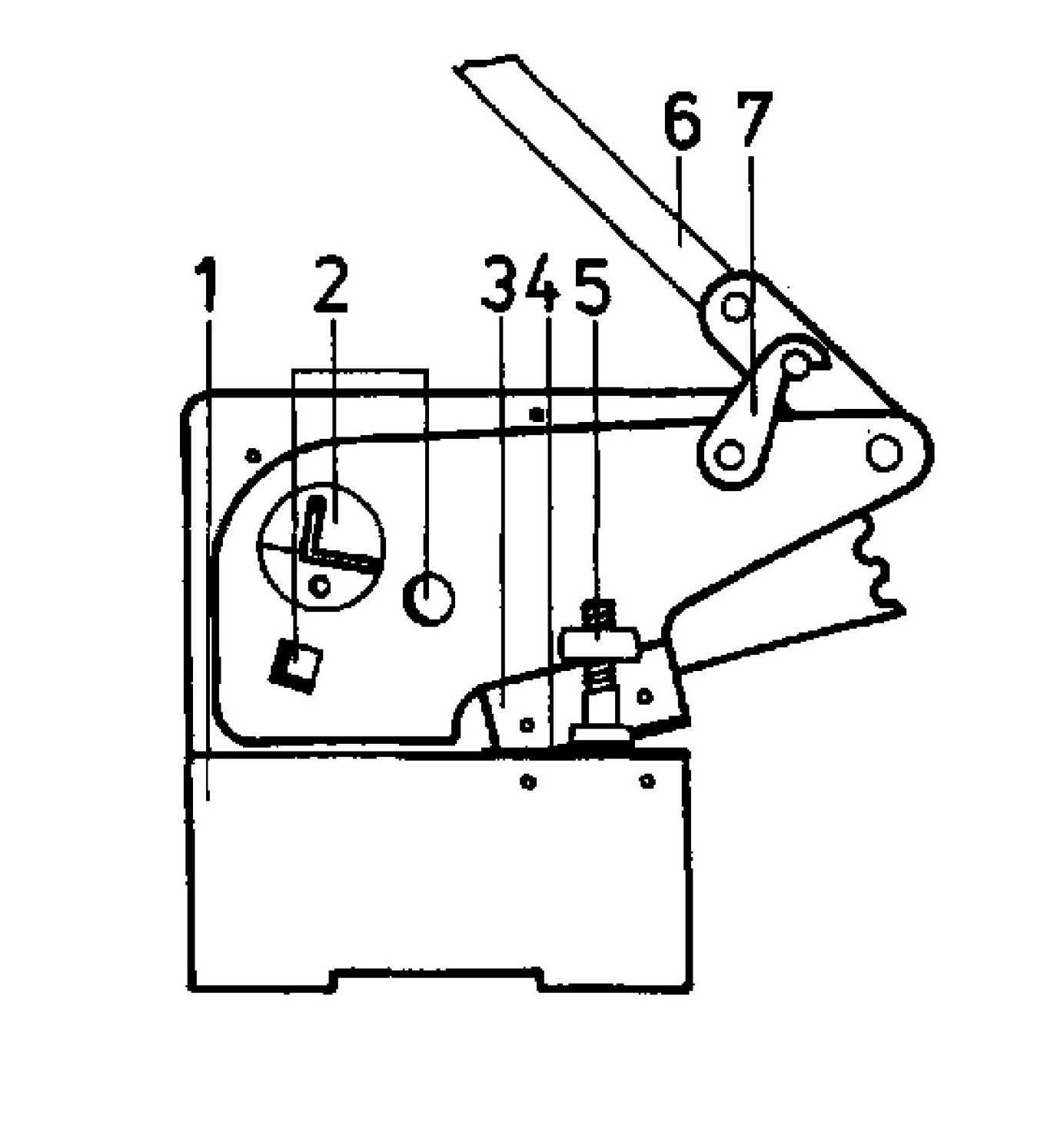
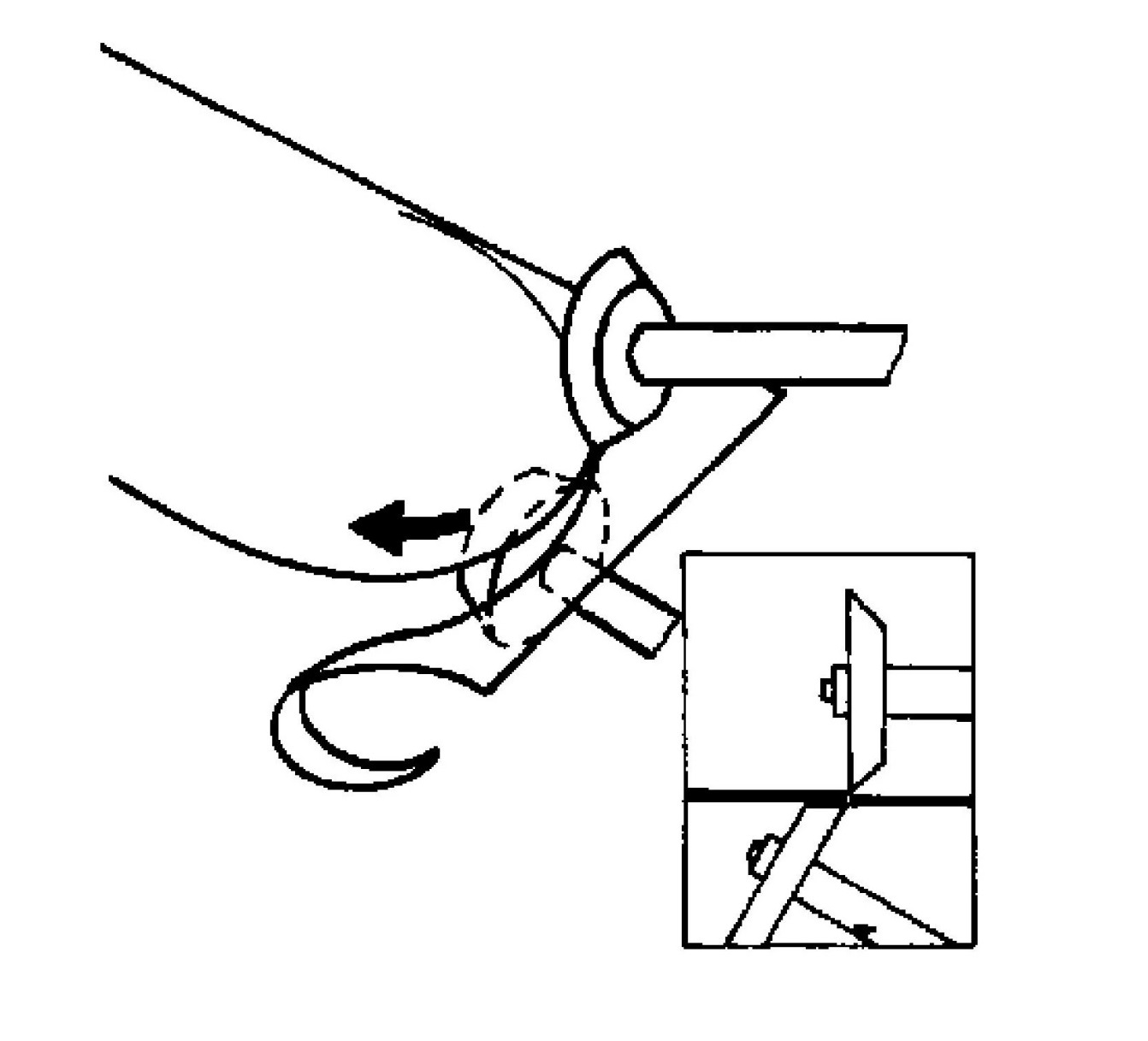
2.6杠杆剪切
用于对中厚金属板材或型钢进行短距离直线或曲线切割。上刀片通过杠杆传动装置向下旋转。锁定装置可防止刀片意外移动。
2.7圆剪(滚剪)
用于薄板或厚板的长曲线切割。配备旋转轮状刀片。对于厚板,可能需要多次切割。
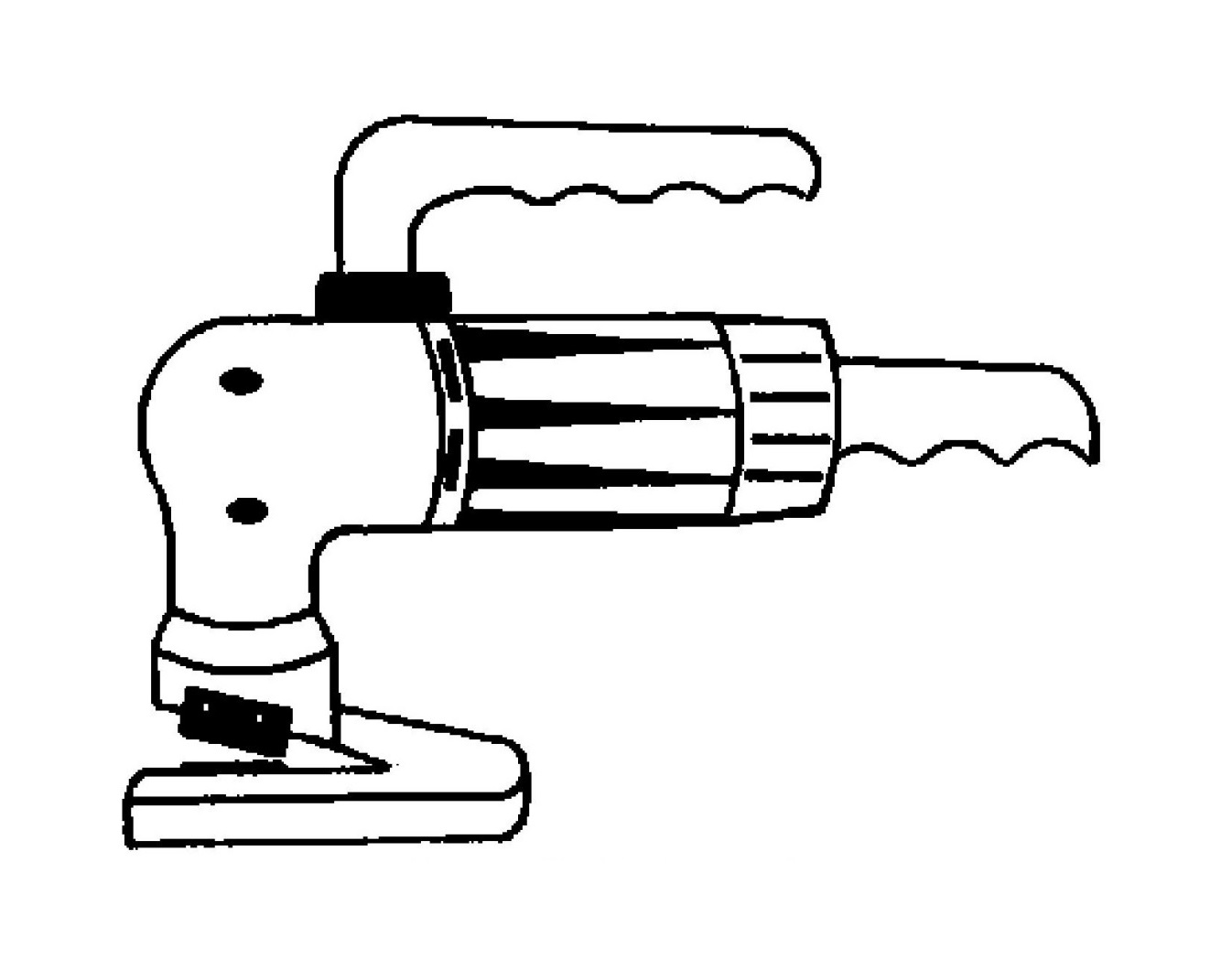
2.8电动锡剪
用于切割具有曲线路径的薄板。上刀片通过电机快速上下移动,同时操作员引导板材。
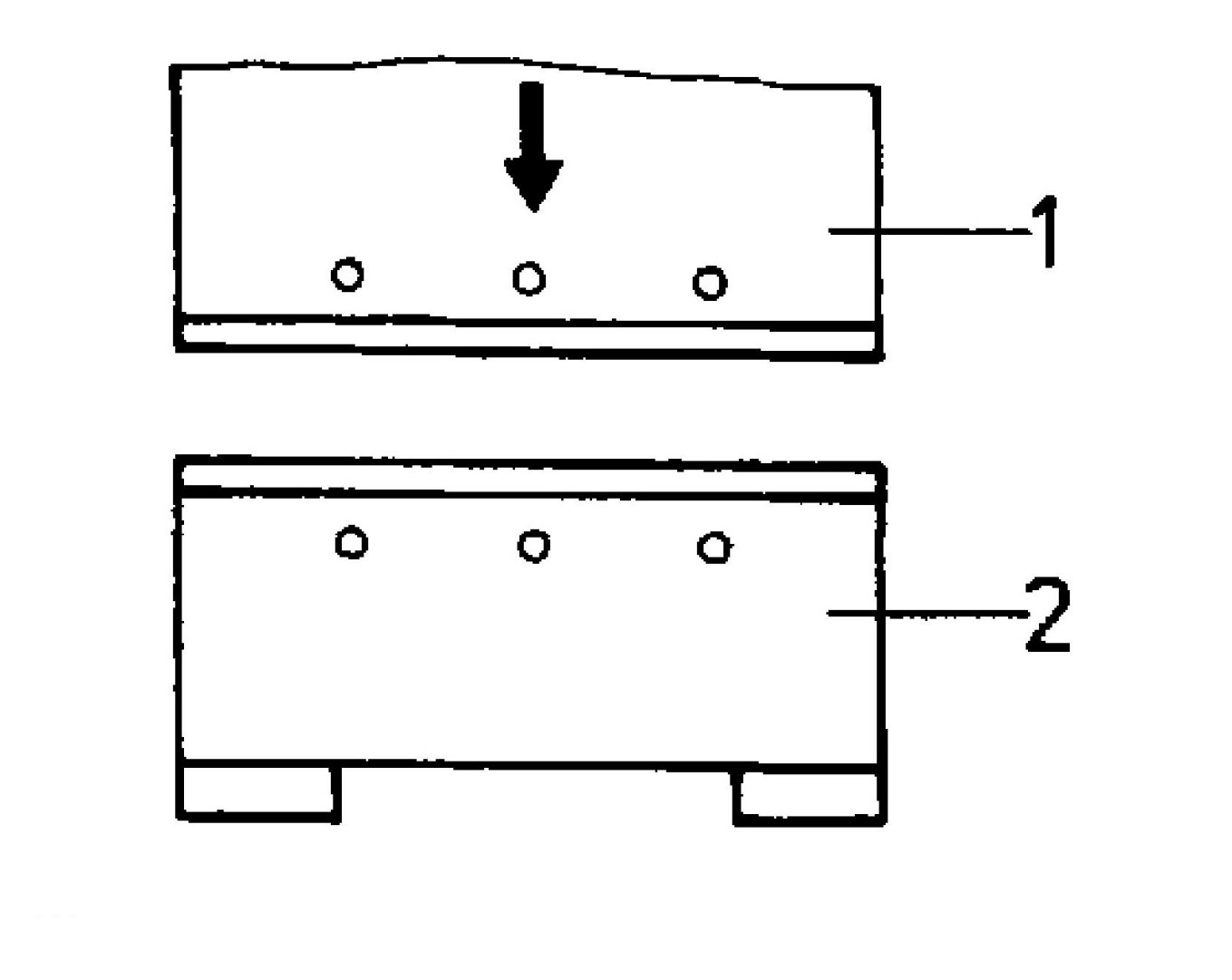
2.9切削工具(冲头和模具)
用于生产中重复、相同的切割。冲头与切割板精确贴合,间隙根据板材厚度为0.05至0.1毫米。
推荐阅读:冲孔故障故障排除:对齐、间隙和安全提示
2.10电动剪切机
适用于切割超长或超厚金属板(超过 10 毫米)以及高强度型材。其特点包括强劲驱动、液压压杆和刀片间隙调节。

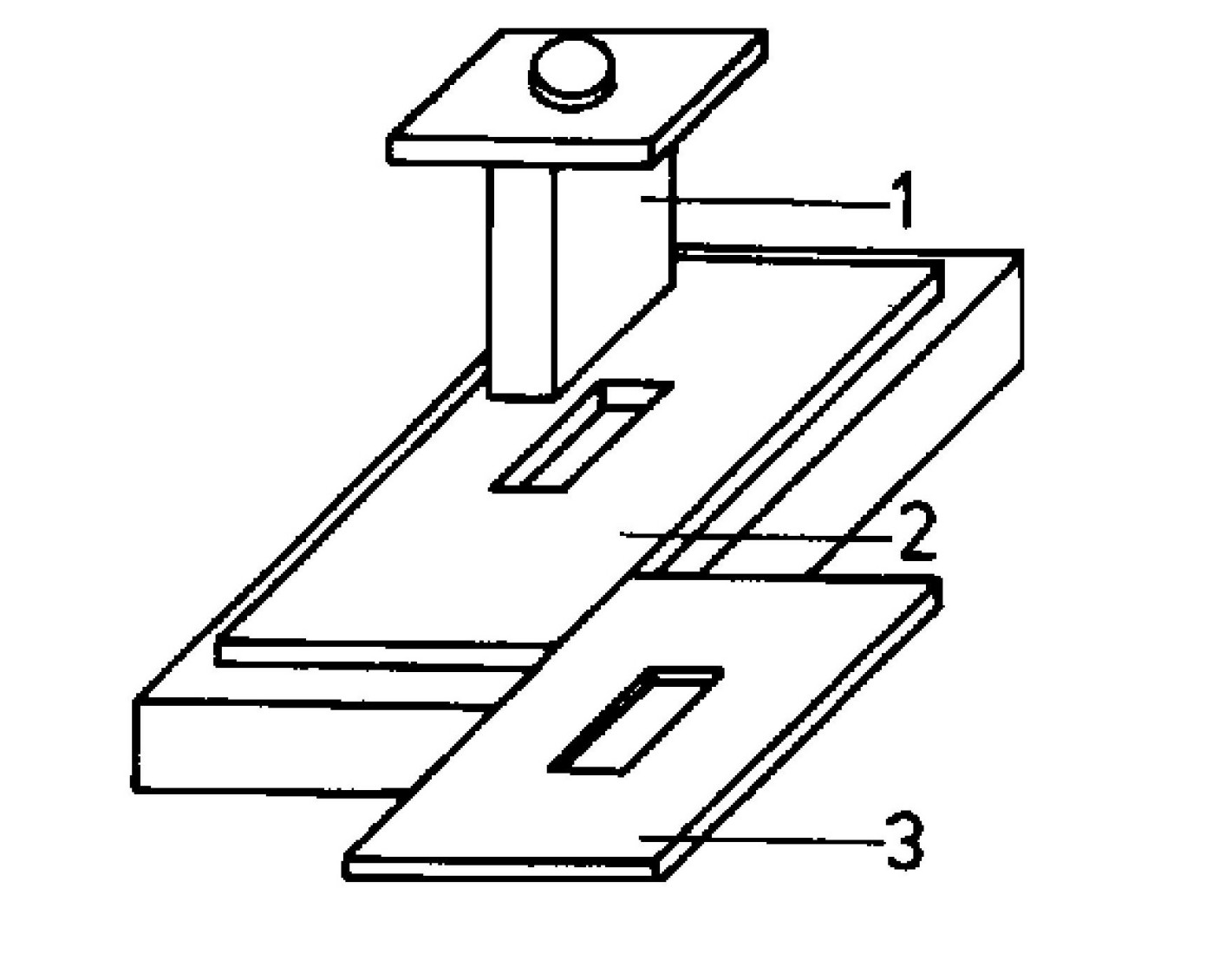
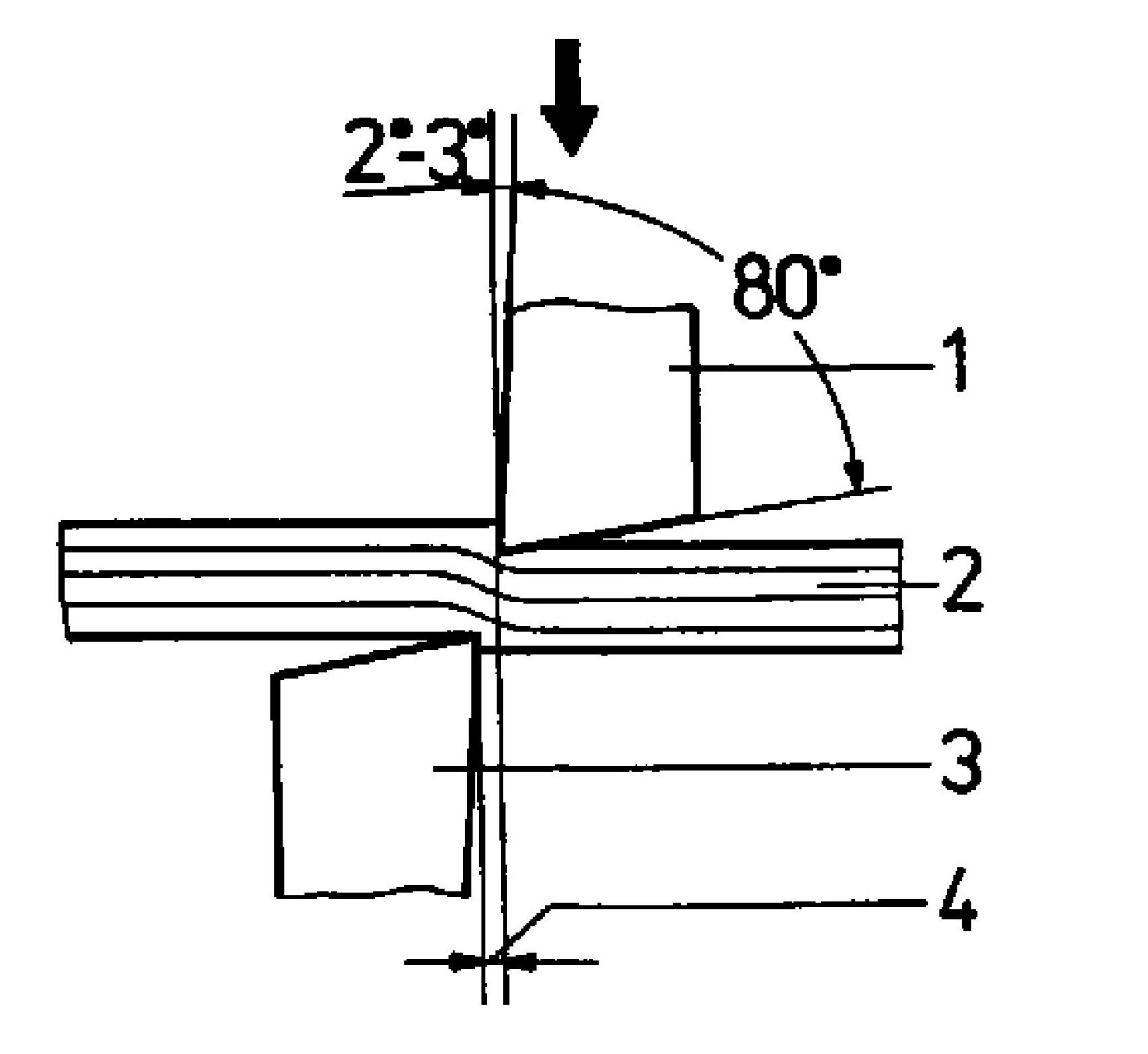
3.0剪刀的构造和工作原理
剪板机的设计能够承受高剪切力。关键技术考虑因素包括:
- 刀片楔角:约 80°,确保稳定性
- 间隙角:2°–3°,减少摩擦
- 刀片间隙:0.05–0.1 毫米 × 板材厚度,确保切口干净
刀片间隙不合适会导致边缘不平整或板材弯曲。
间隙过大会导致表面光洁度差和板材变形。
使用适当调整的压杆可防止板材移动。
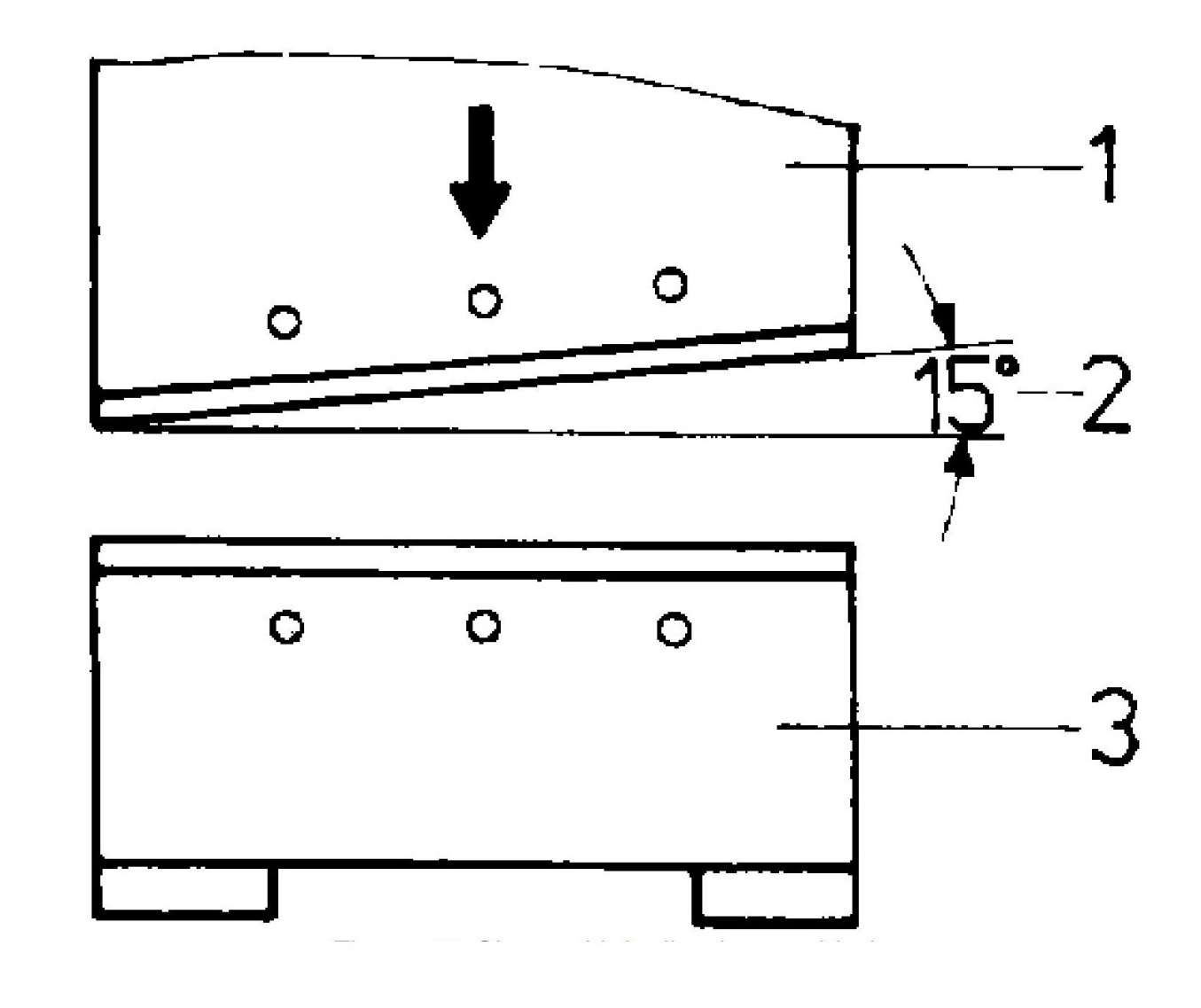
平行刀片会一次性剪切整个边缘,需要更大的力量。大多数机器使用倾斜的顶部刀片来减少所需的切割力。
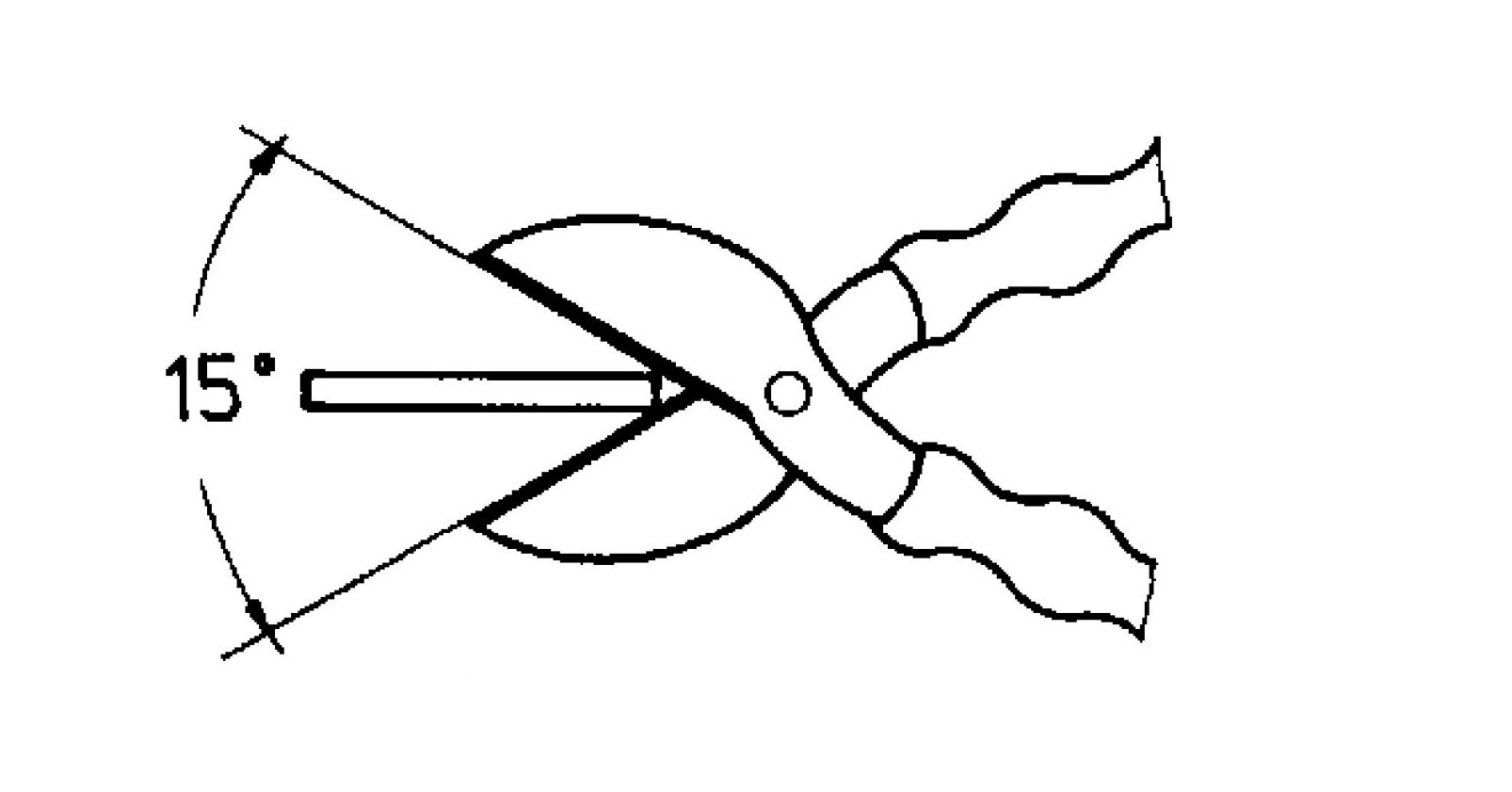
将工件深深地送入剪切机可以增加杠杆作用,但也会增加工件滑落的风险。为了保持剪切质量,刀片前角(约15°)是必要的。
4.0剪切过程:逐步操作
剪切过程包括三个关键阶段:
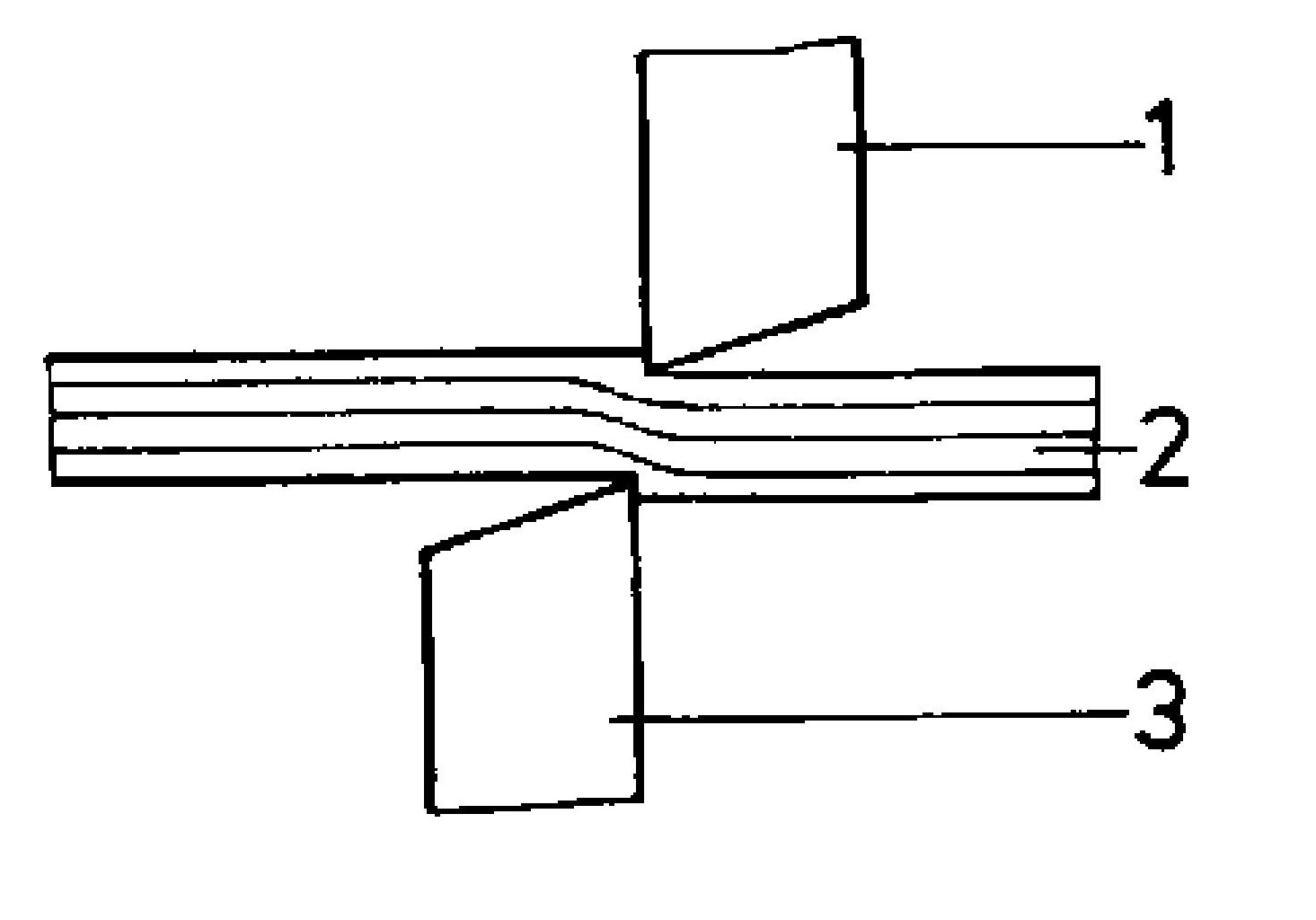
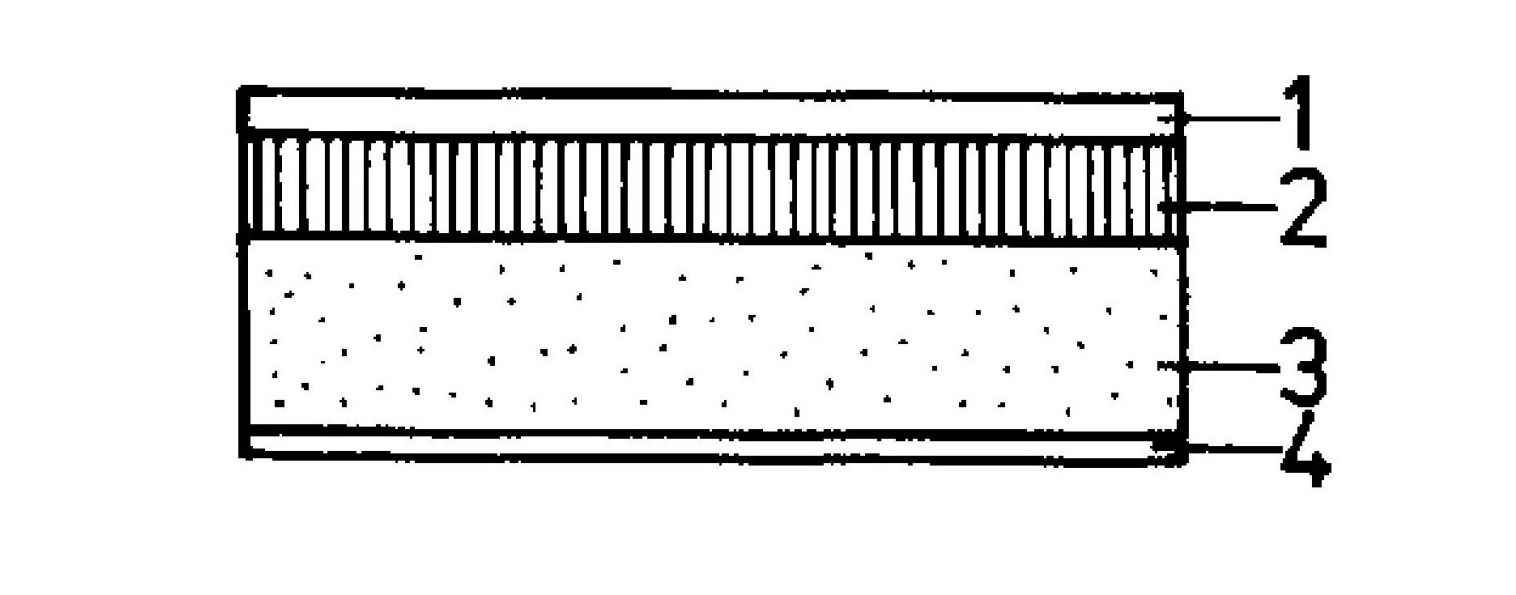
4.1开槽
刀片接触板材时材料的初始压痕。
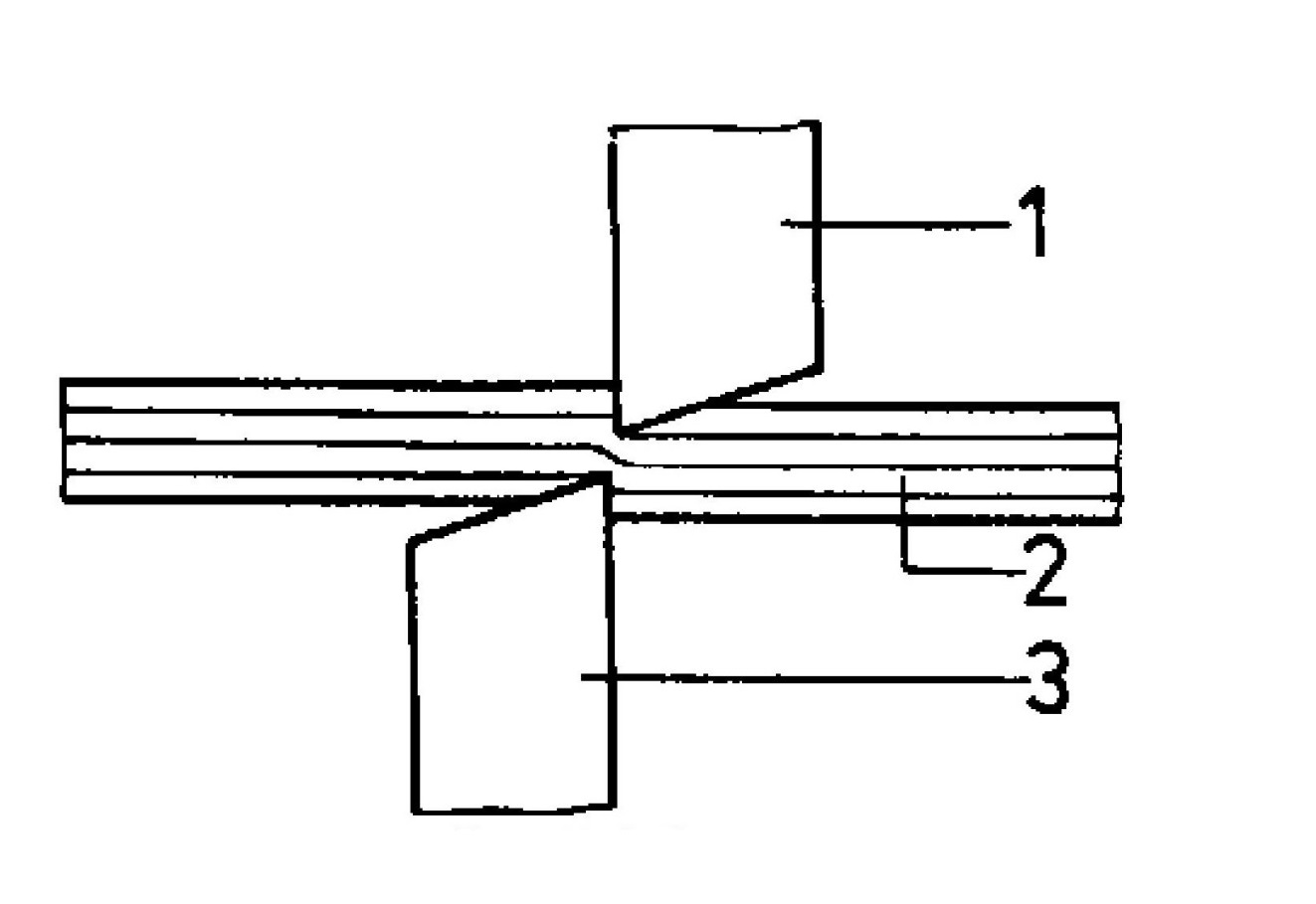
4.2切割
刀片穿透并突破金属结构。
4.3撕裂
由于内部张力和撕裂,材料最终分离。
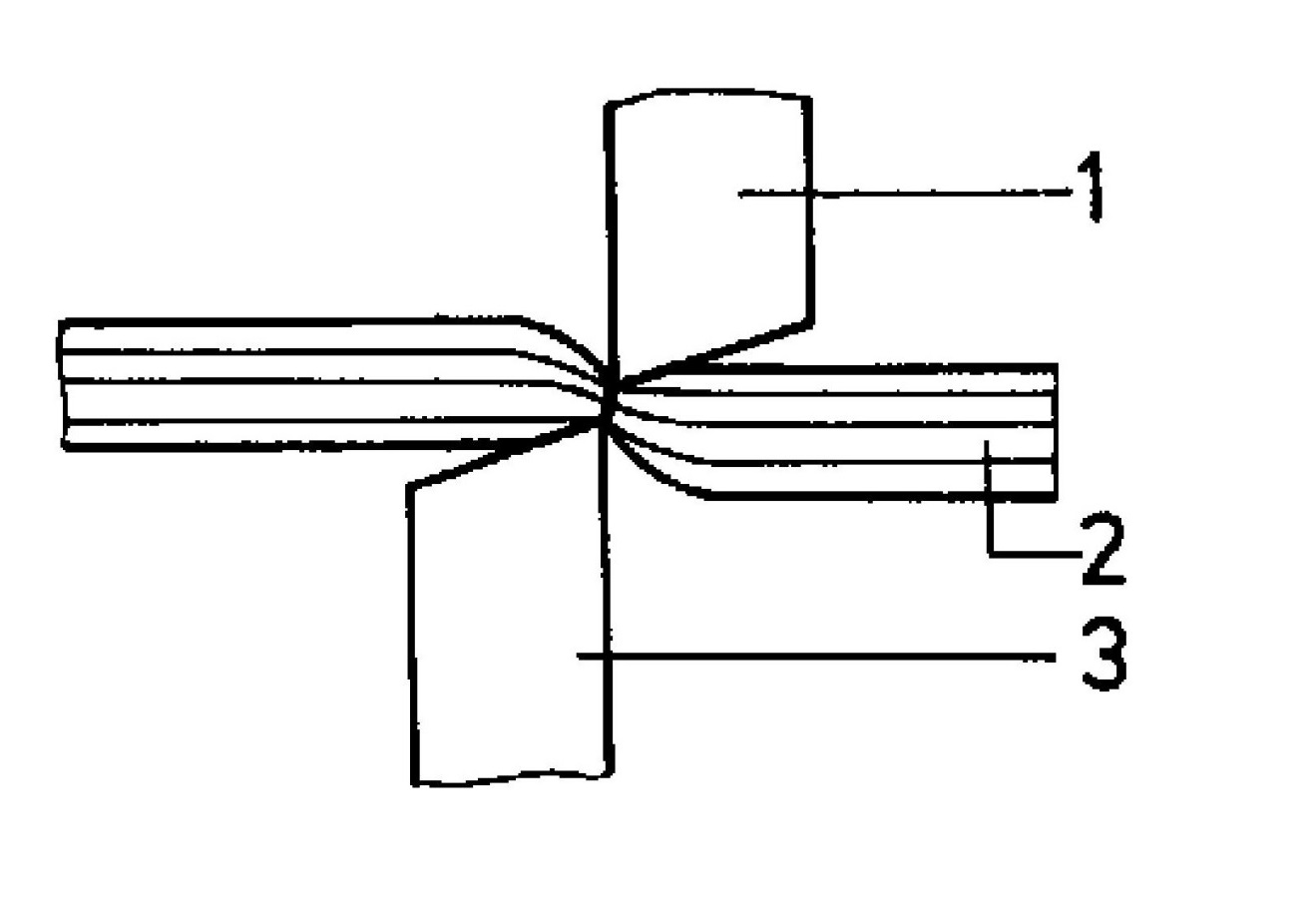
这些阶段在厚板切割面上留下可识别的区域。
5.0剪切技术:切割方法及其应用
剪切可根据材料分离的类型和程度进行分类:
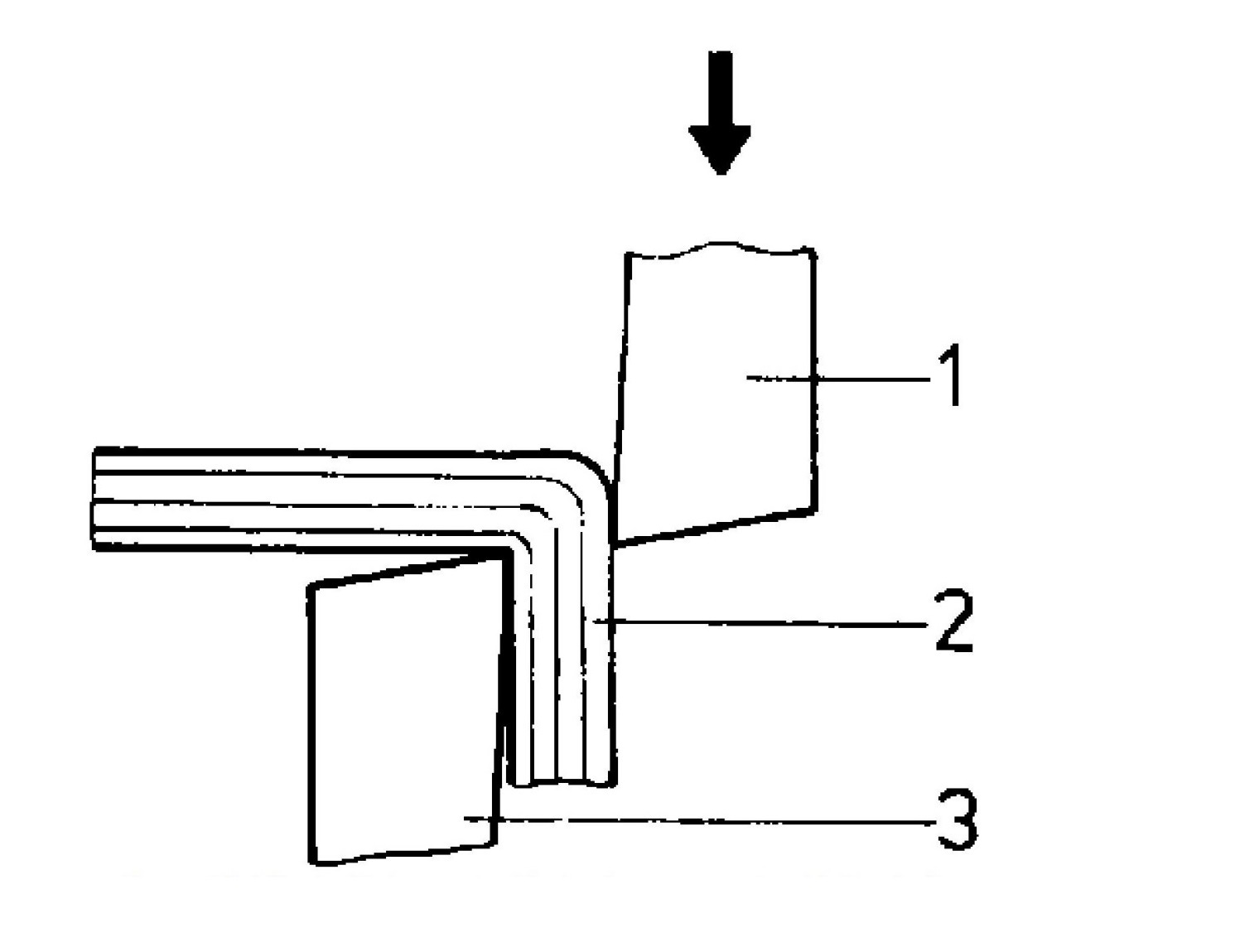
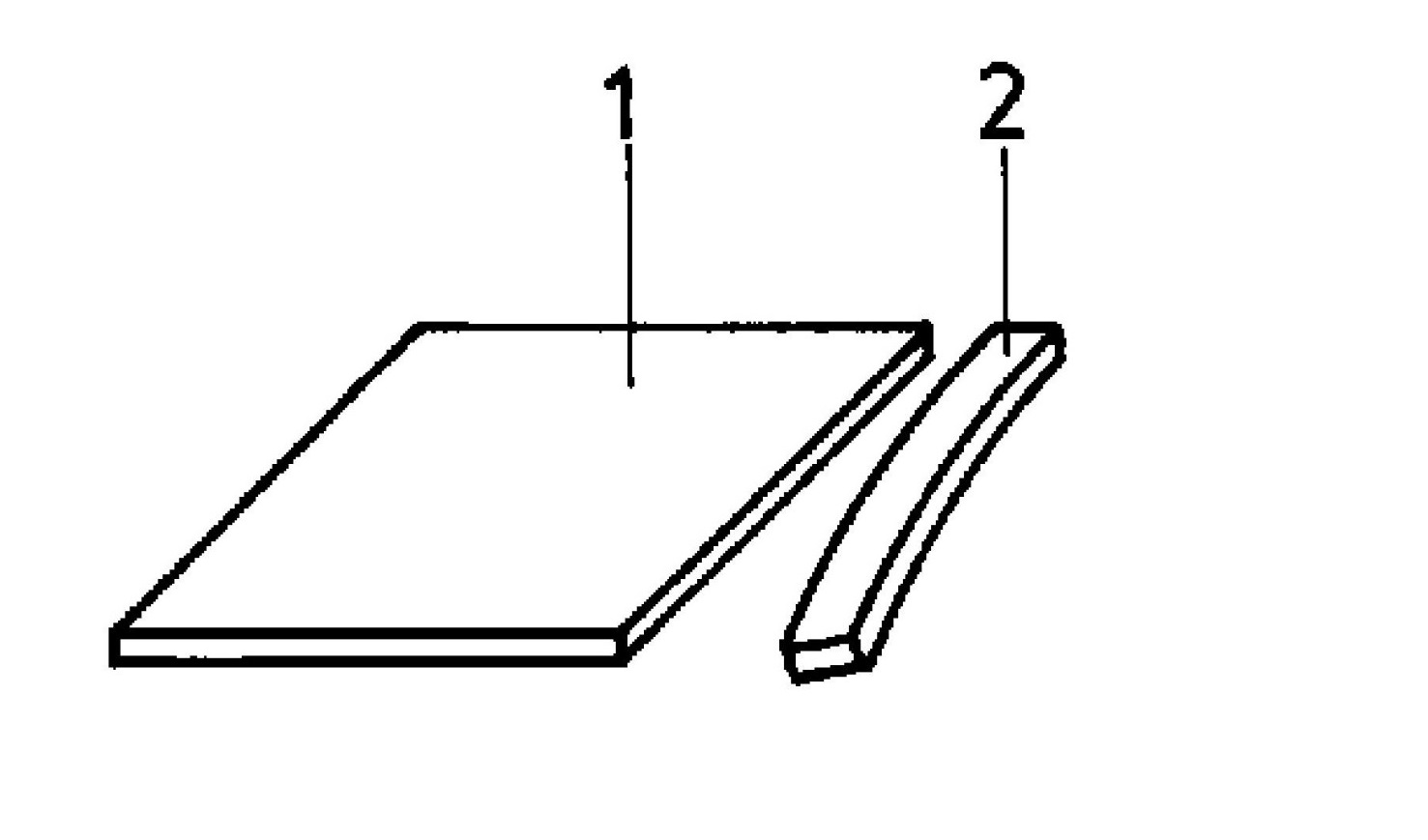
5.1切入
部分深度切割用于为后续的弯曲或折叠操作准备板材。切割不会完全穿透材料,而是沿着一条线将其削弱,以实现精确且可控的变形。

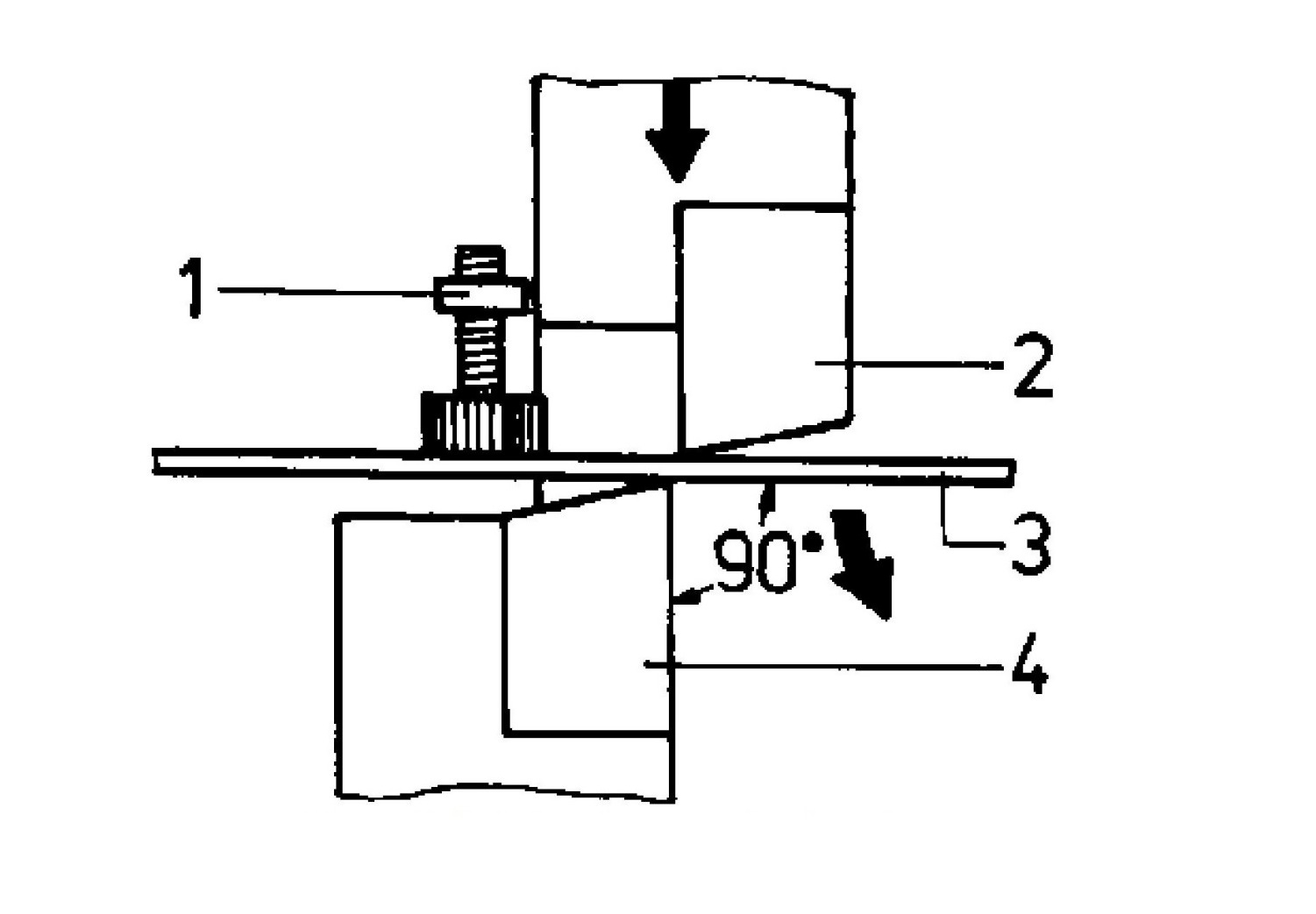
5.2切断
将工件完全切割成两部分,通常用于去除不需要的废料。这是使用手动或机械剪刀进行的基本剪切操作。
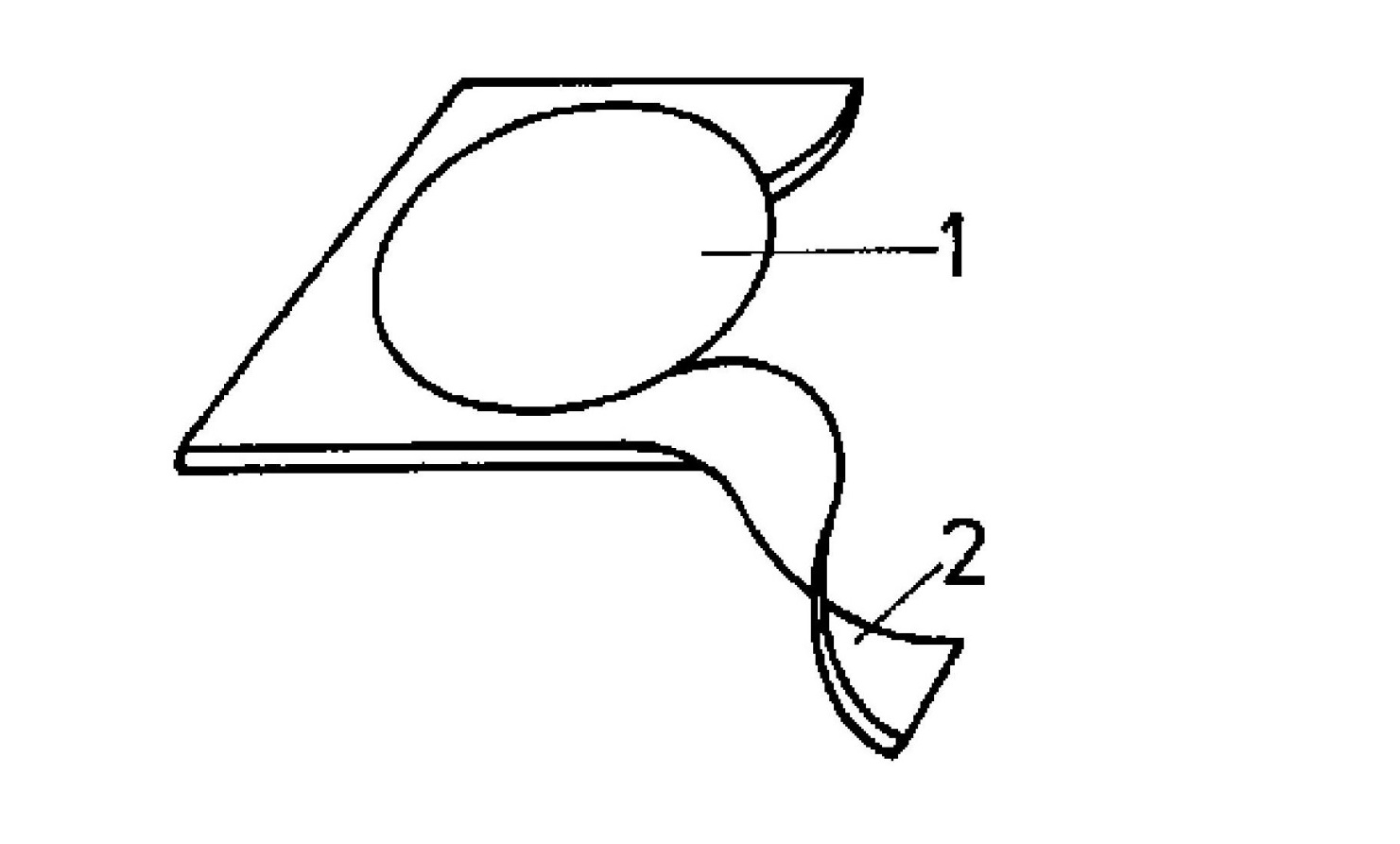
5.3裁剪
该技术涉及沿闭合轮廓(例如圆形或矩形)进行切割,其中内部部分为所需工件,外部部分则被丢弃。该技术通常用于从板材中提取功能性形状。
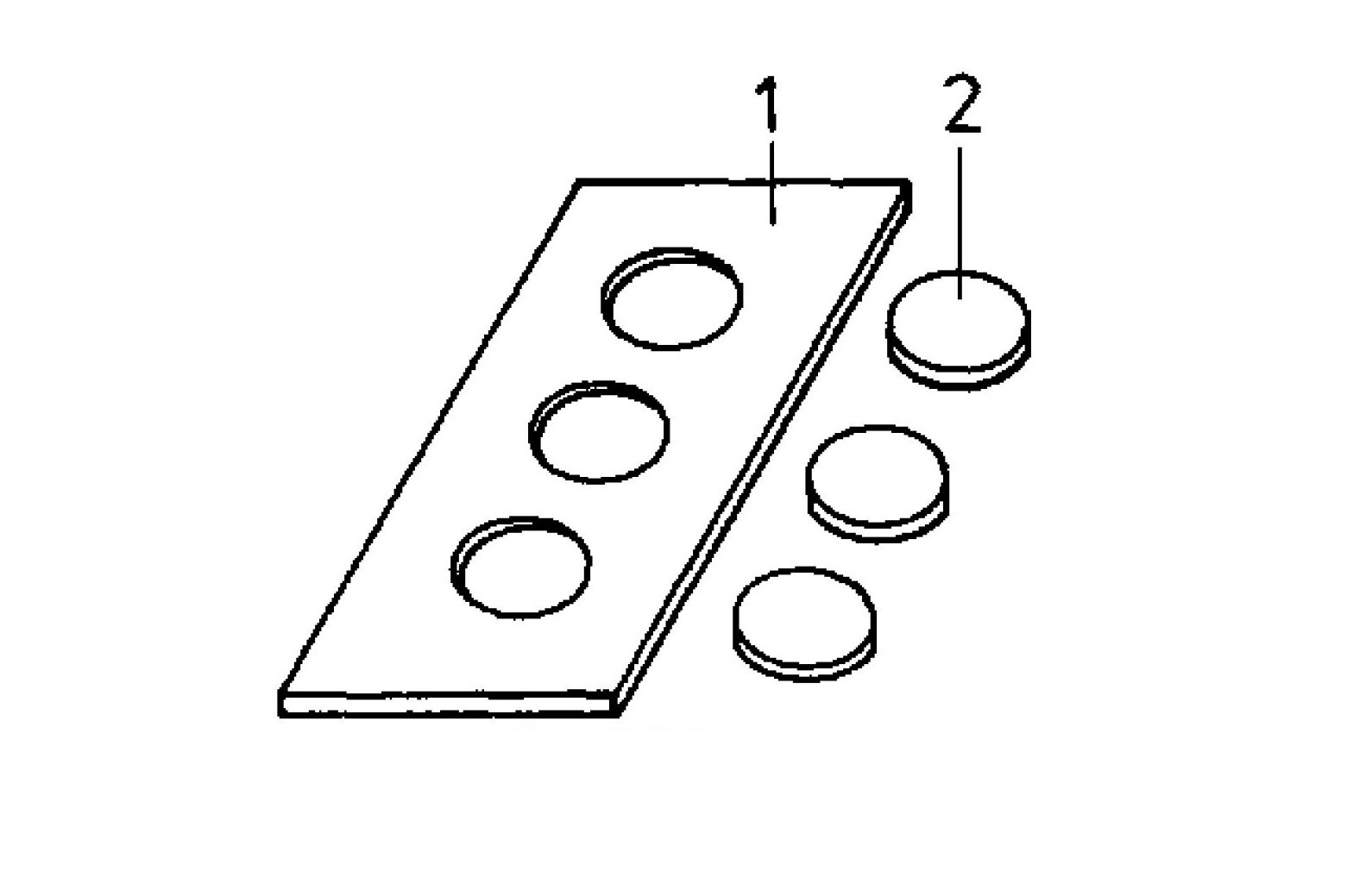
5.4冲孔
与切割类似,冲孔也遵循闭合路径。然而,在冲孔过程中,被切除的内部部分被视为废料,而剩余的周边板材则构成实际工件。这是工业板材加工中最常见的工序之一。
5.5现代制造业中的集成冲压
在现代制造工艺中,压力机能够使用定制的冲头和模具组执行上述所有剪切技术——切入、切断、切割和冲孔。这些机器通常用于级进模冲压、 液压机, 和 C型压力机 用于大规模生产。
压机提供:
- 高重复性和一致性
- 缩短周期时间
- 一次冲程即可完成复杂的多级切割
- 与进料和自动化系统的集成
这种整合使它们成为汽车、家电和电子制造等领域的重要工具。
6.0操作程序:执行剪切任务
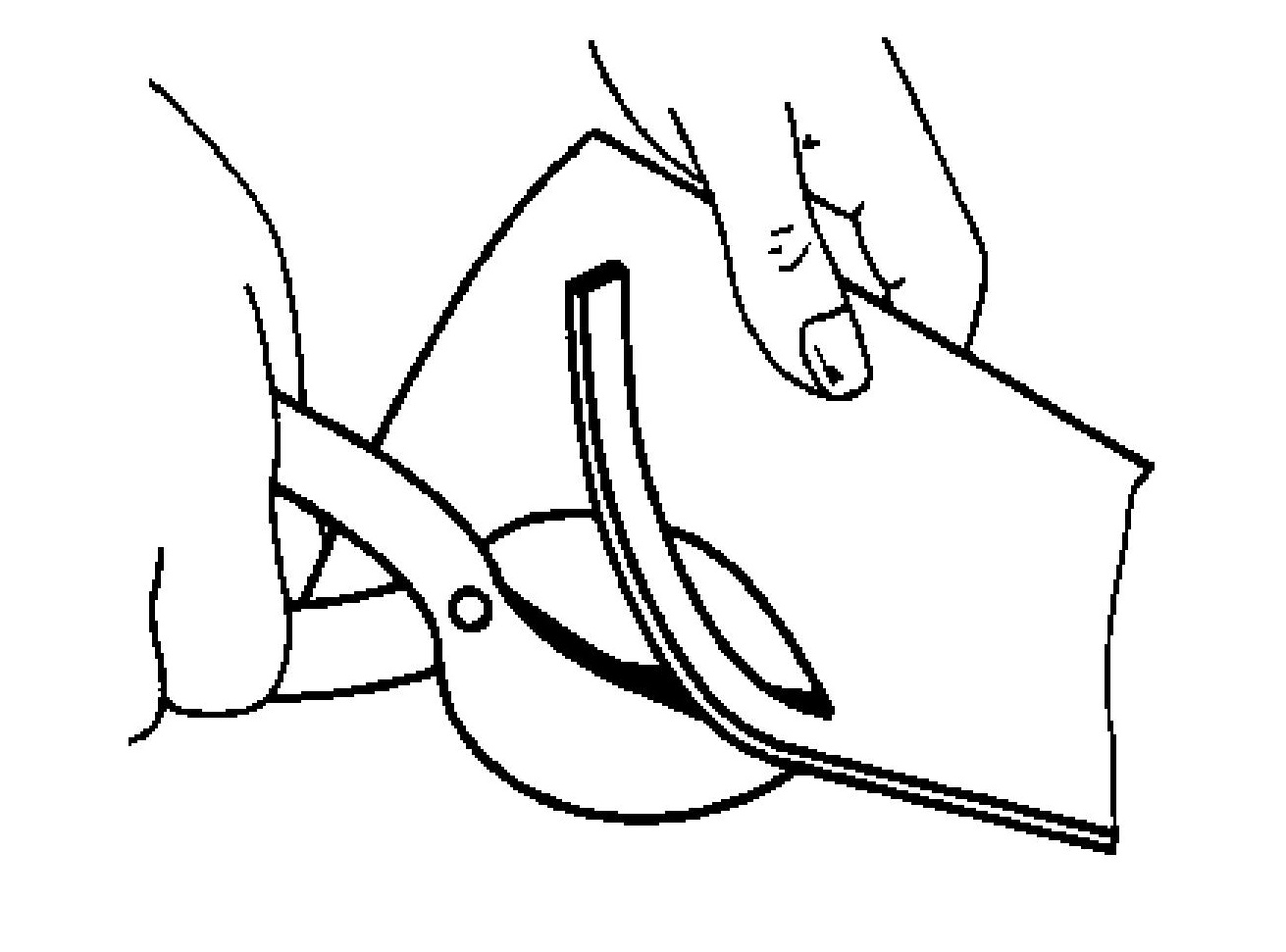
6.1使用锡工剪刀进行切割
- 准确标记纸张
- 将钳口张开约 15°,与线对齐
- 部分关闭剪口,避免撕裂
- 逐步进展至全长
6.2杠杆剪切断
- 标记并对齐纸张
- 如果需要,调整刀片间隙
- 接合压杆和解锁杆
- 平稳地降低刀片,避免全行程以防止开裂
- 切割后锁定杆,并取出废料
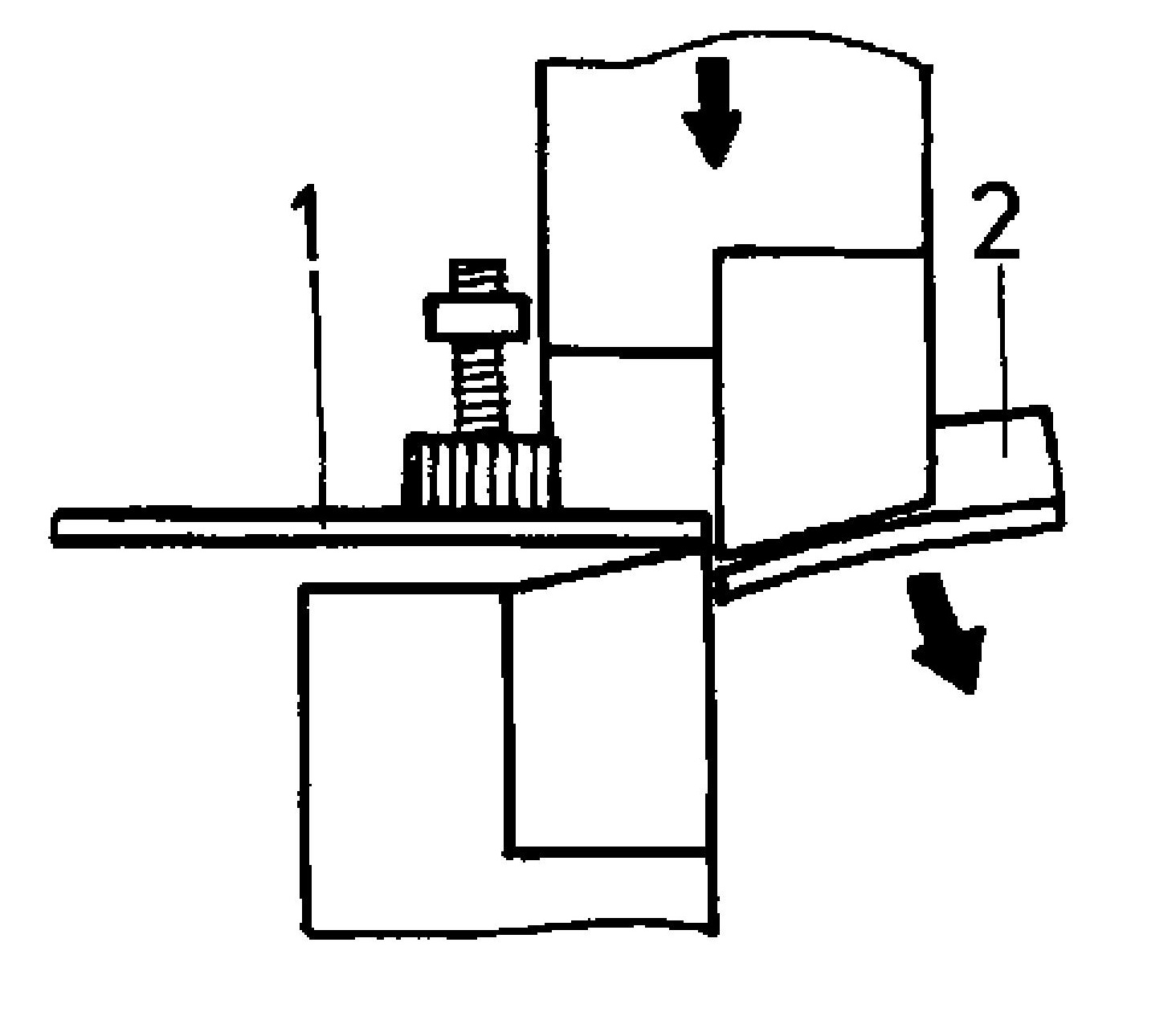
始终将废料面放置在视线的右侧。
6.3杠杆剪切割角钢
- 标记内表面
- 将刀架插入异形部分
- 与前沿接轨
- 解锁并用力向下拉杆
- 立即丢弃废物

7.0剪切操作安全指南
- 处理金属板时请戴手套
- 保持双手远离刀片区域
- 仅使用正确维护的工具
- 切割后固定手柄
- 使用剖面刀切割结构型材
- 遵循设备制造商的所有说明
- 立即处理弯曲或锋利的废料,以免造成伤害
8.0常见问题
如果刀片间隙太宽会发生什么情况?
表面质量差、有毛刺、板材弯曲。
为何刀片楔角那么大?
确保切削刃的稳定性和耐用性。
切割和冲压有什么区别?
切割时,内部零件被保留;冲压时,内部零件被浪费。
为什么 15° 前角很重要?
它降低了所需的切削力并提高了切削质量。
为什么结构型材必须用型材刀切割?
切割实心部分时,平刀片可能会碎裂或断裂。
9.0结论
剪切是一种快速、高效且可靠的金属板材和型钢加工方法。掌握刀具选择、机器调整和安全规程,可以确保高质量的加工结果并降低金属加工的风险。




