

1.0冲头为何会出现缺口或裂纹?
冲压件是安装在冲压设备上的高强度工具部件,主要用于将金属板材或其他材料剪切成特定形状。在冲压过程中,冲压件必须承受较大的剪切力和冲击载荷,对其材料性能、结构设计和使用条件都有着严格的要求。
现代冲头虽然普遍采用耐冲击工具钢制造,并经过精密加工和热处理,但在实际使用过程中,仍可能因各种因素造成冲头崩刃、缺角、开裂等现象,不仅影响产品质量和设备寿命,更可能造成严重的安全隐患。
本文对冲床开裂或断裂的常见原因进行了系统分析,并结合典型冲床设备及现场操作实践,提出了切实可行的建议,以延长冲床使用寿命,确保安全稳定生产。


2.0冲头开裂/崩裂的常见原因及建议解决方案
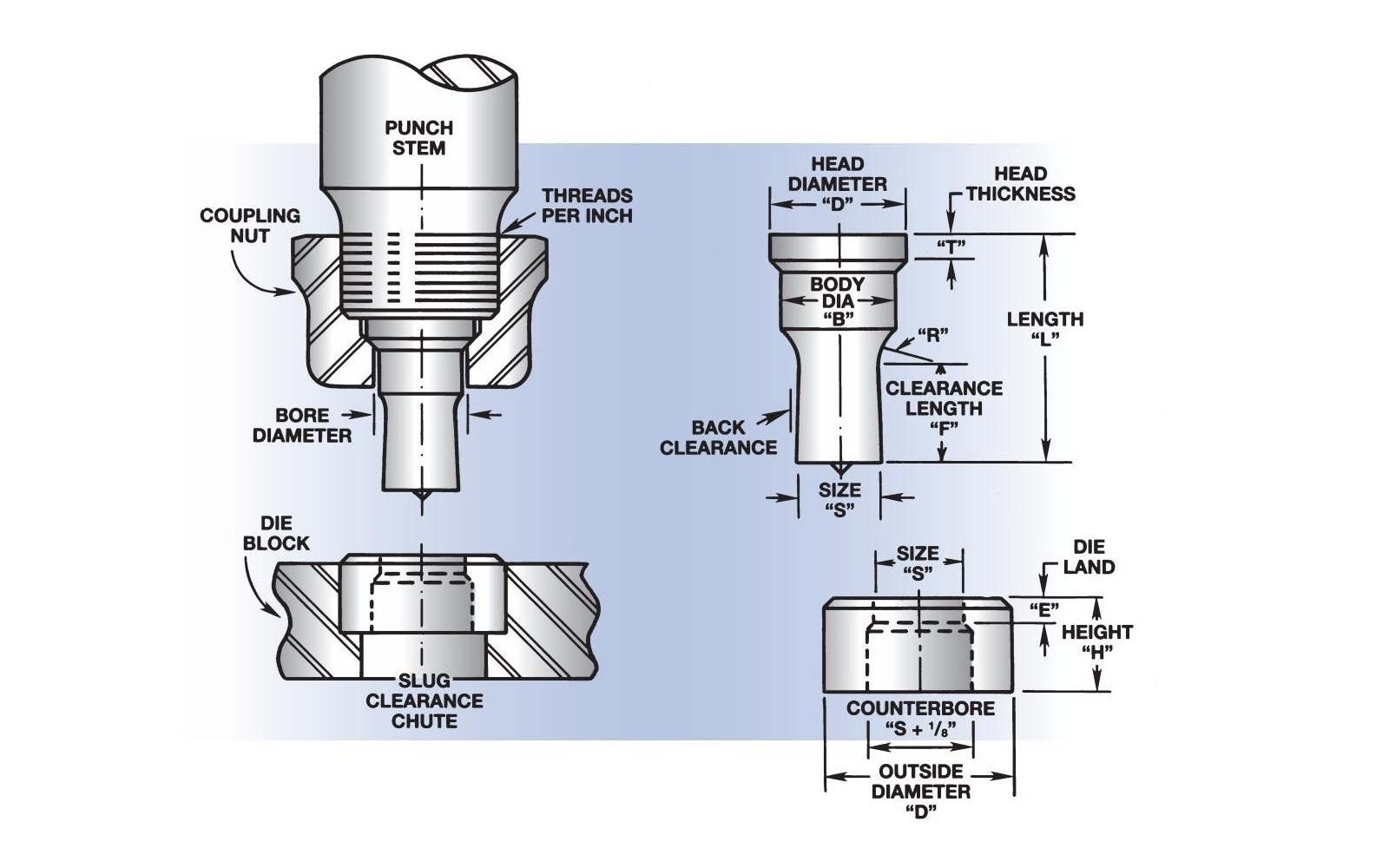
2.1松动联轴器螺母
问题: 冲孔过程中的微小位移会导致力分布不均匀
解决方案: 定期检查并拧紧联轴器螺母,确保冲头安装牢固
2.2冲头与模具错位
问题: 冲头与模孔未正确对齐,导致负载不对称
解决方案: 调整模具位置以确保冲头和模具之间的同心对齐
2.3间隙设置不当
标准清关参考:
- 材料厚度 1/8″–1/2″:总间隙 1/32″
- 材料厚度 1/2″–3/4″:总间隙 1/16″
- 厚度超过 3/4 英寸的材料:总间隙为 3/32 英寸
解决方案: 根据材料厚度选择适当的间隙,以避免损坏冲头或模具
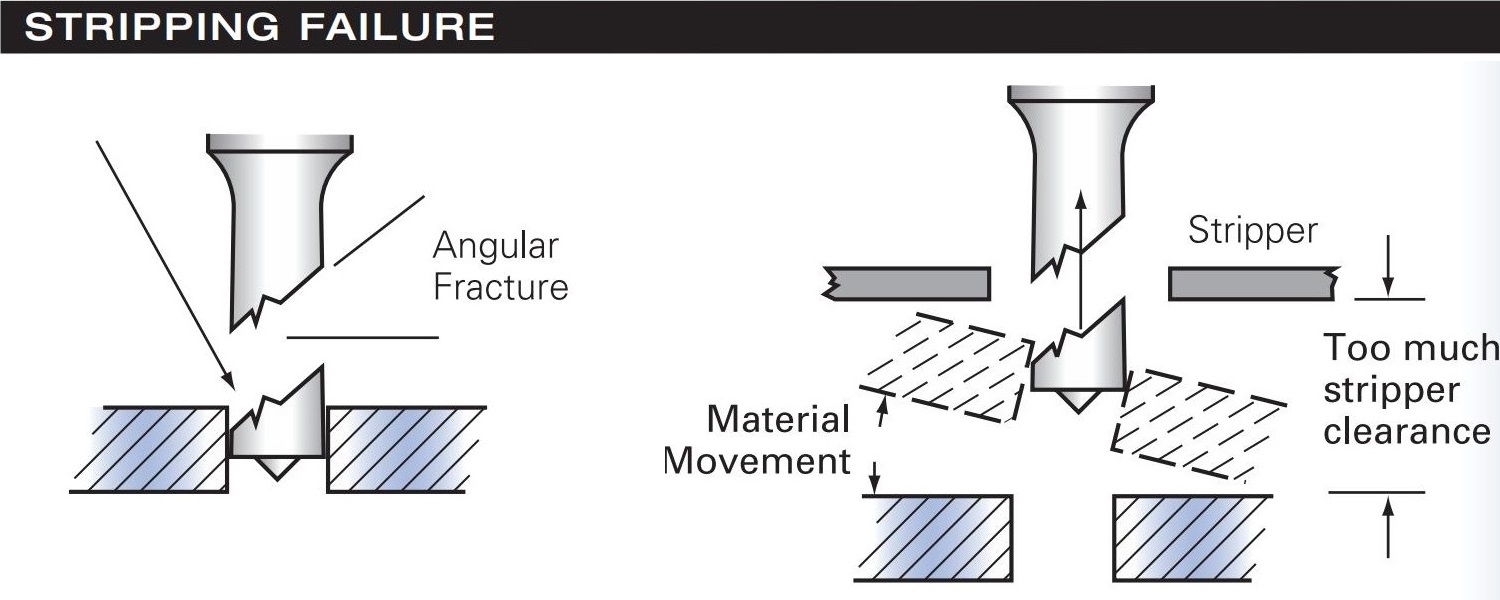
2.4剥离不均匀
问题: 在向上冲程过程中,板材没有被正确压住,导致应力集中在一侧
解决方案: 检查并调整剥离装置,确保工作表面压力均匀
3.0常见的冲孔故障、原因及解决方案
3.1冲头断裂
- 失败:冲头的一部分断裂并残留在材料中。
- 可能的原因:脱料板间隙过大。
- 解决方案:调整剥离器使其更靠近材料表面,以施加均匀的保持压力。
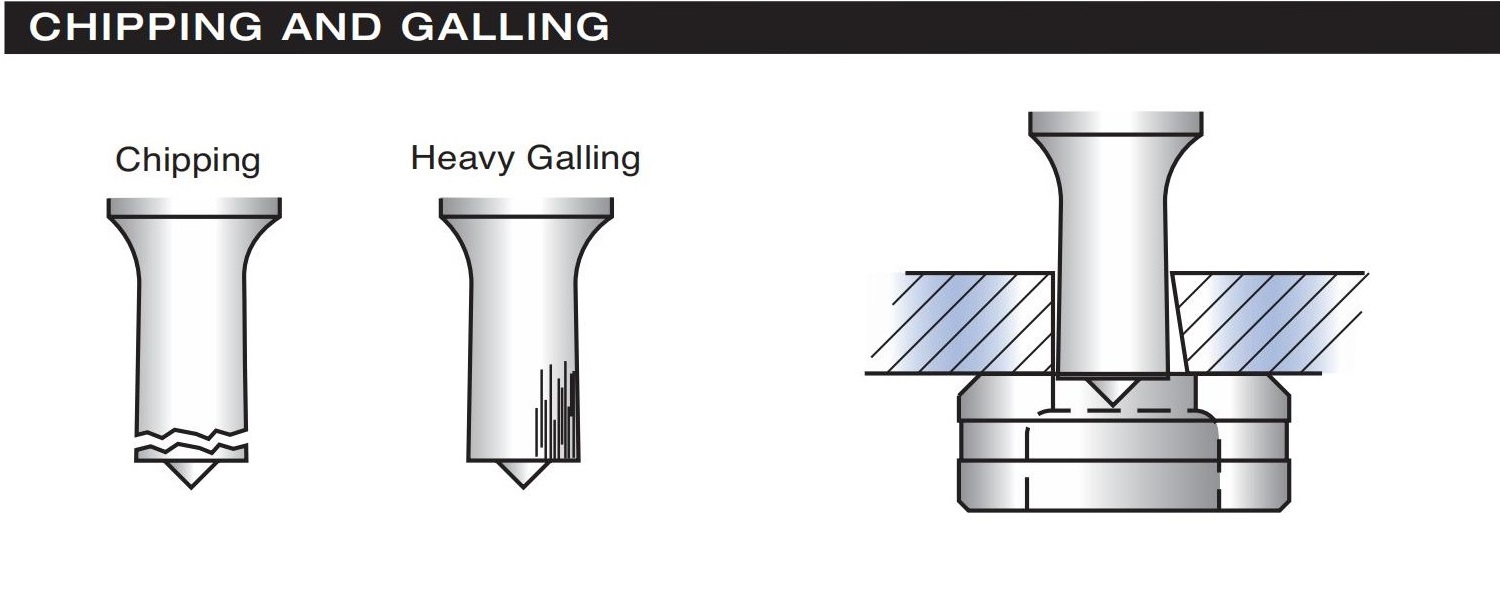
3.2冲头表面崩裂或磨损
- 失败:冲头表面出现局部崩裂或严重磨损。
- 可能的原因:冲头与模具未对准,造成阻力。
- 解决方案:重新调整冲头和模具,以确保周边的间隙相等。
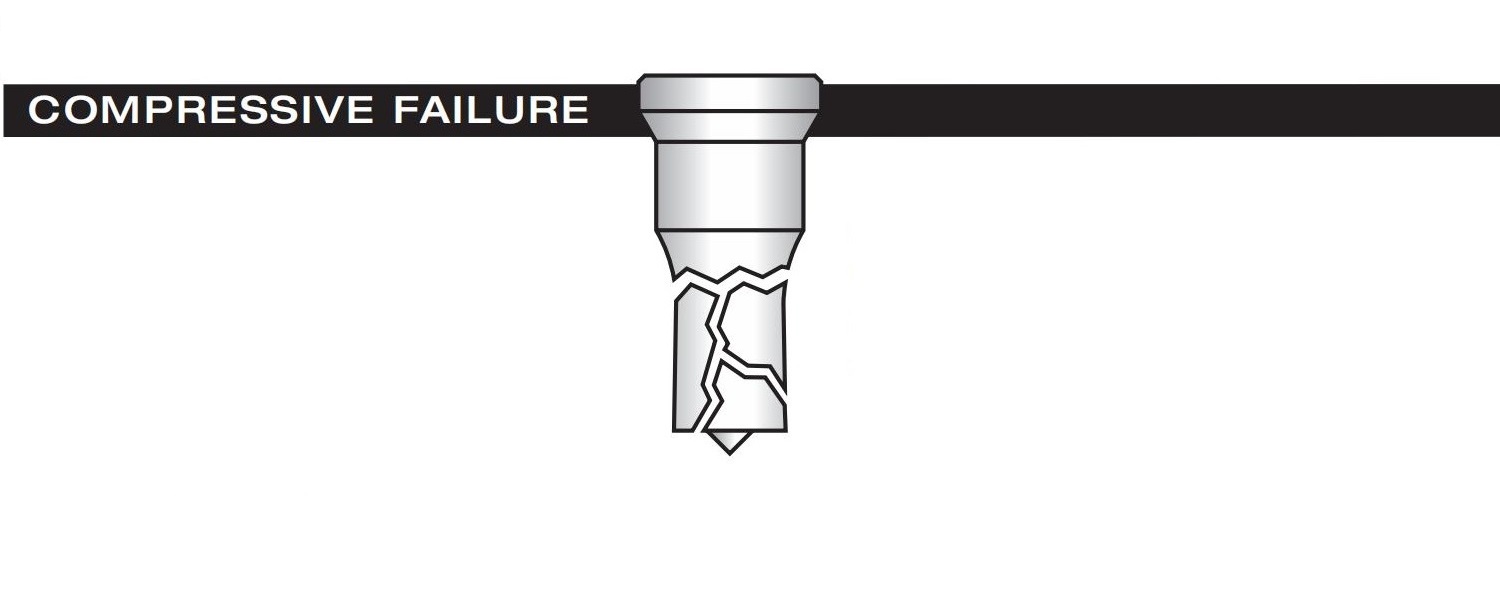
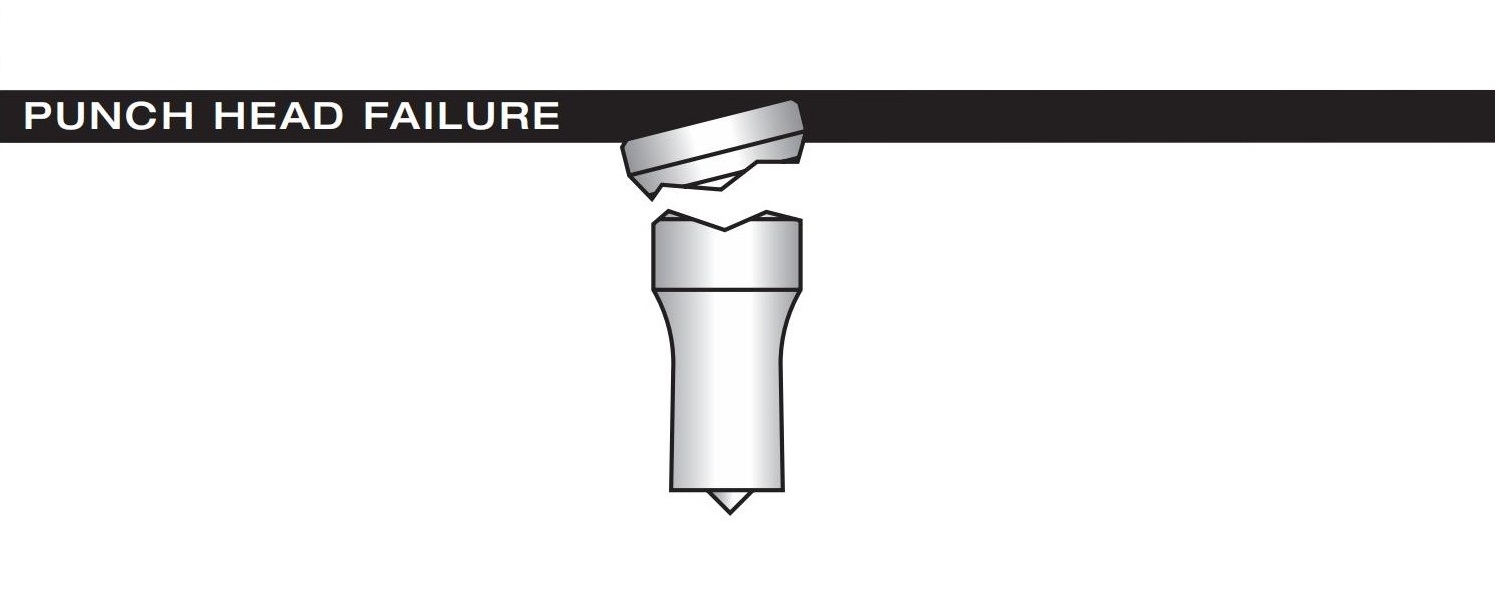
3.3压缩破坏
- 失败:冲头的整个工作端都碎裂了。
- 可能的原因:冲压极硬或极厚的材料,或冲头模具完全错位。
- 解决方案:对于要求严格的应用,请使用高韧性冲头。
3.4冲头断裂
- 失败:冲头断裂或折断。
- 可能的原因:联轴器螺母松动或磨损,或冲头杆接触不均匀。
- 解决方案:定期检查并重新拧紧联轴器螺母;确保冲头杆面光滑平整。
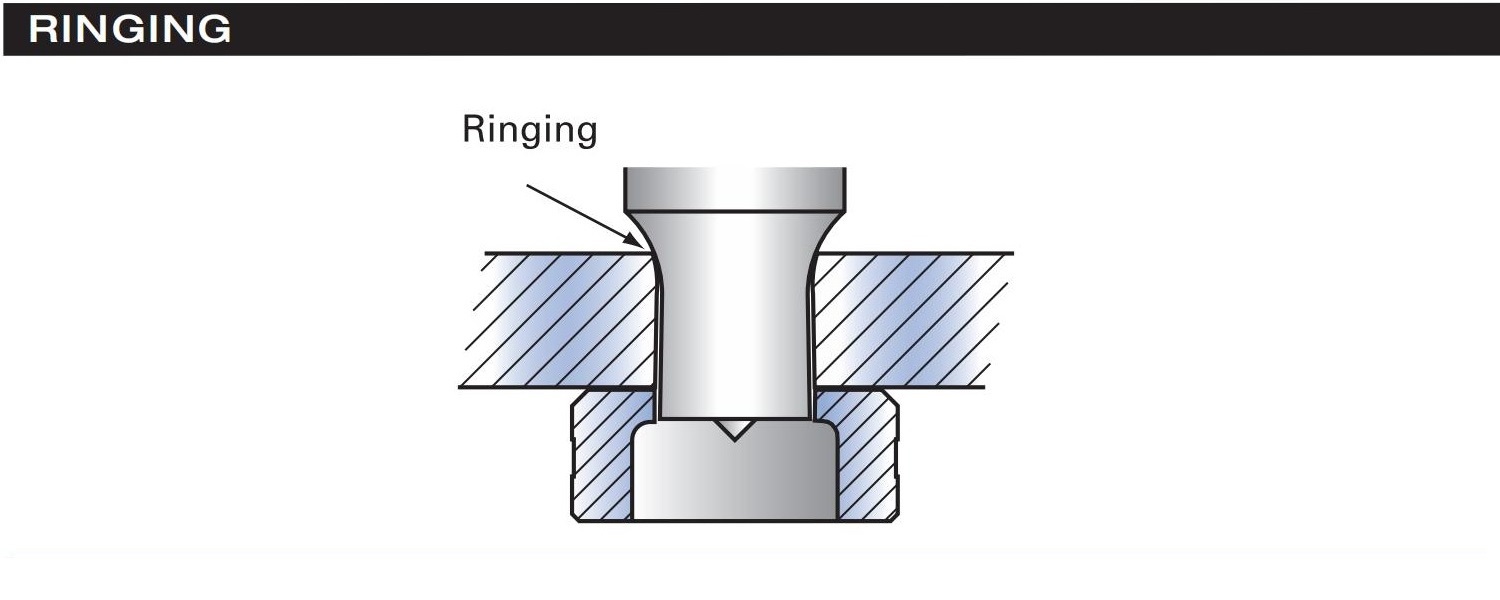
3.5材料变形(振铃)
- 失败:材料在每次冲击时都会出现弯曲或膨胀的迹象。
- 可能的原因:冲头进入凹模太深,或者材料对于冲头长度来说太厚。
- 解决方案:调整冲程深度以限制冲头进入模具的深度不超过 1/16 英寸。
4.0正确的弹头外观和常见故障指标
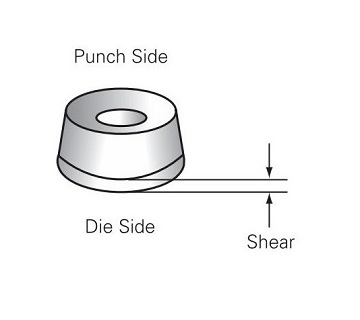
4.1正确的弹头外观(标准设置)
- 打孔侧:应显示中心点凹痕和轻微毛刺。
- 模具侧(冲压 1/8 英寸或更厚的低碳钢时): 通常呈碟状。
- 侧墙:在材料厚度的 10%–20% 上应该可以看到干净、有光泽的剪切表面。
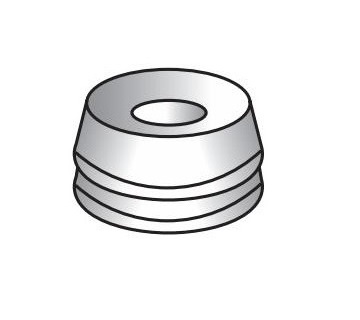
4.2双剪
- 故障指示: 子弹上有两块剪切面。
- 原因:冲头与模具之间的间隙不足。
- 解决方案:增加冲头与模具之间的间隙。
4.3不均匀的毛刺
- 故障指示: 毛刺在弹头周围显得不规则或不一致。
- 原因:工具磨损或冲头和模具未对准。
- 解决方案:检查工具状况;重新调整或更换磨损的部件。
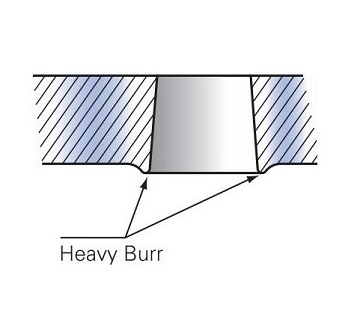
4.4重毛刺
- 故障指示:料块模具侧有大毛刺。
- 原因:冲头与模具之间的间隙过大。
- 解决方案:减小模具间隙以匹配材料厚度。
5.0冲孔机的常见设备类型
冲床广泛应用于以下类型的设备:
- 冲床
传统的机械或液压冲床用于一般的冲压操作。 - 数控转塔冲床
适用于复杂形状和多孔冲孔,具有自动换刀功能,效率高。 - 级进模压机
非常适合具有多个工位的渐进式冲压,其中每个步骤都自动链接以实现连续成型。 - 液压冲孔机
常用于钢结构、角钢、电器外壳等行业的冲孔应用。 - 铁工机
金属加工车间用于冲孔、剪切、开槽和弯曲钢板及型材的多功能机器。尤其适用于钢结构工程和小批量生产任务。
6.0安全提醒
操作员有责任遵守 OSHA 法规和 ANSI B11.5 通过使用适当的工具和遵循标准操作程序来满足冲压安全标准,以确保人身和设备的安全。
- 操作前务必检查冲头和模具是否安装牢固。
- 机器运转时,切勿将手放入模具区域内。
- 操作时请佩戴安全眼镜、安全鞋、防护手套。
- 使用前请确认安全装置(例如光幕)是否正常运行。
- 更换或维修冲头前,请先断开电源。
- 定期检查联结螺母、剥离装置和冲头与模具的间隙。
- 只有经过培训的人员才允许操作冲孔设备。
- 立即停止机器检查任何异常噪音或冲孔质量差的情况。
7.0常见问题 (FAQ)
问题 1:为什么冲头会碎裂或破裂?
A1:冲头崩裂或开裂通常是由于联结螺母松动、与模具未对准、间隙不当或脱料不均匀,导致冲头受力不均匀。
问题2:如何防止冲头崩裂?
A2:定期拧紧联轴器螺母,确保冲头与模具正确对齐,根据材料厚度设置正确的间隙,并调整脱料板以施加均匀的压力。
问题3:什么是凸模到凹模的间隙,如何设置?
A3:间隙是指冲头和凹模之间的间隙。建议标准为:厚度为 1/8 英寸至 1/2 英寸的材料,总间隙为 1/32 英寸;厚度为 1/2 英寸至 3/4 英寸的材料,总间隙为 1/16 英寸;厚度超过 3/4 英寸的材料,总间隙为 3/32 英寸。
Q4:冲头经常断裂怎么办?
A4:收集断裂的冲头和材料样品,将其发送给您的供应商或制造商进行分析,并考虑使用更坚韧的冲头或调整工艺参数。
Q5:操作冲压设备时应遵循哪些安全预防措施?
A5:确保工具安装牢固,穿戴适当的个人防护装备,操作时将手远离模具区域,定期检查安全装置,并在维护前断开电源。


