

介绍
金属切削是现代制造业的基础,而金属切削刀具则是这一基础的核心要素。从汽车零部件到航空航天结构,从精密模具到通用机械零件,几乎所有金属产品的生产都依赖于高效可靠的切削刀具。
然而,在连续切削过程中,刀具磨损是不可避免的。它直接决定刀具寿命,进而影响生产效率、加工成本和产品质量的稳定性。
1.0金属切削刀具的正常磨损形式有哪些?
工具故障分类:
刀具失效可分为两大类:正常磨损和刀具断裂。正常磨损主要包括以下几种形式。
1.1耙面罩:
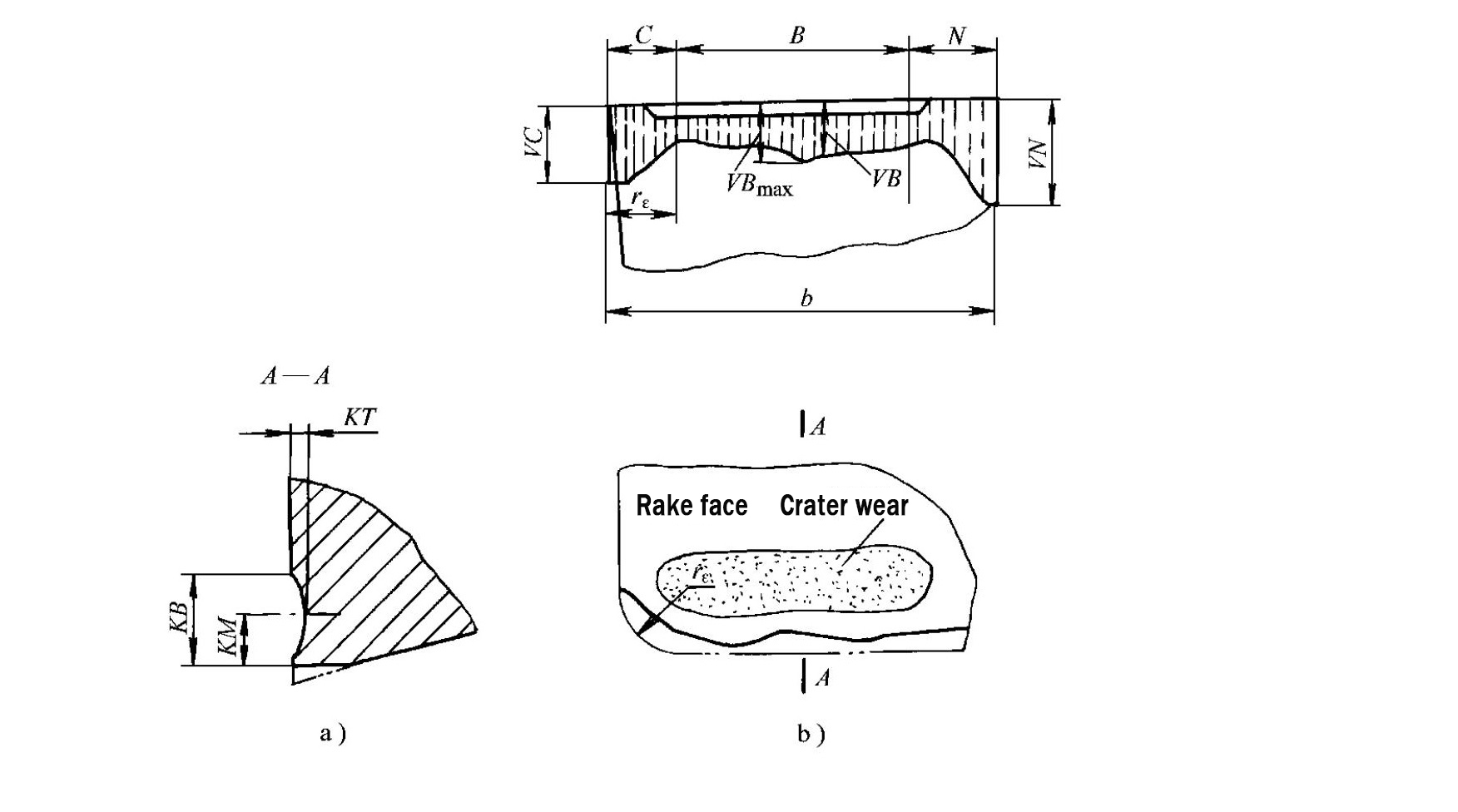
当切削速度快、切削厚度大时,尤其是在加工钢等高熔点延展性金属时,前刀面上的强烈摩擦会导致形成新月形凹坑。
切削坑中心对应于前刀面上的最高切削温度。切削坑与主切削刃之间留有一小段刃带。随着切削的进行,切削坑的宽度和深度逐渐增加,刃带变窄,最终导致刃口崩裂。
从凹坑中心到主切削刃的距离(\(K_M\))通常约为1-3毫米,磨损量用最大凹坑深度\(K_T\)表示。
1.2侧脸装备:
金属切削刀具的侧面与被加工表面之间产生强烈的摩擦,在主切削刃附近迅速形成零间隙角的狭窄磨损带。
无论加工的是脆性金属还是韧性金属,这种磨损都会在低切削速度和小切削厚度下发生。
典型的侧翼磨损带特征:
- 工具鼻端区域(C区): 由于强度低、散热差,磨损最为严重;最大值表示为 \(V_C\)。
- 靠近工件表面的侧面(N区): 容易出现深沟槽(边界磨损);深度用 \(V_N\) 表示。
- 佩戴带中间部分(B区): 磨损较为均匀;最大磨损宽度表示为\(V_{B\text{max}}\)。
1.3同时发生的前倾角和侧翼磨损:
在中等切削速度和进给率下加工高熔点延展性金属时,前刀面上的月牙洼磨损和后刀面上的磨损常常同时发生。
2.0金属切削刀具的磨损过程是什么?
磨损阶段划分:
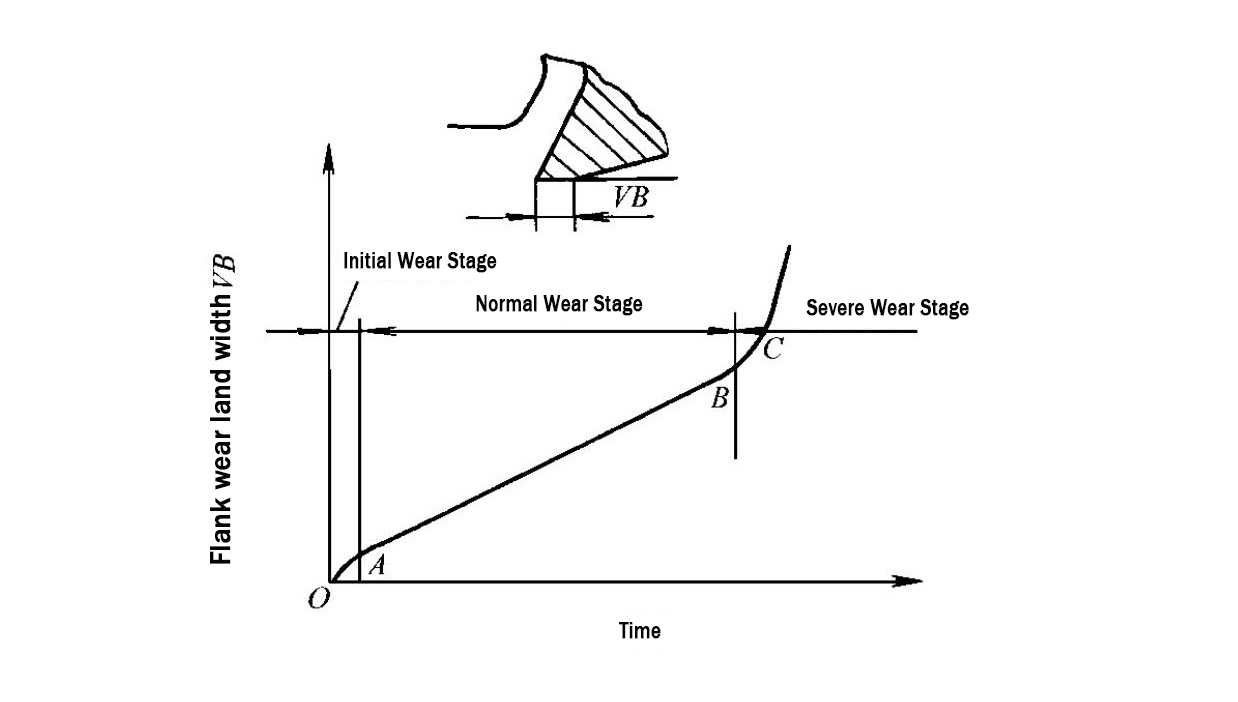
在给定的切削条件下,无论磨损形式如何,刀具磨损都会随着切削时间的增加而增加,并且通常会经历三个阶段。
2.1初始磨损阶段:
新磨削的金属切削刀具表面粗糙,侧面存在微裂纹等微观缺陷。切削刃锋利,侧面与加工表面的接触面积较小。
因此,压缩应力和切削温度高度集中在切削刃上,导致磨损率相对较高。
2.2正常穿着阶段:
经过初始磨损期后,刀具后刀面粗糙表面逐渐变得光滑,承载面积增大,压应力减小,磨损率显著下降并趋于稳定。金属切削刀具随后进入正常磨损阶段。
2.3严重磨损阶段:
当刀具后刀面磨损宽度\(V_B\)达到临界值时,摩擦力急剧增大,切削力和切削温度迅速升高,磨损率急剧加快。金属切削刀具很快失效,失去切削能力。
3.0金属切削刀具的磨损(钝化)标准是什么?
削弱判断力:
当金属切削刀具磨损到一定程度时,会出现以下现象:
- 切削力和切削温度显著增加
- 加工表面变得粗糙,尺寸精度超出公差范围。
- 芯片颜色和形状出现异常,可能伴有振动或噪音。
这些现象表明工具已经变钝了。
钝化标准定义:
必须根据加工要求规定最大允许磨损值——该值称为刀具磨损(钝化)标准。
选择标准原因:
由于后刀面磨损最为常见且最容易测量,因此后刀面中间部分的平均磨损值 \(V_B\) 通常被用作金属切削刀具的磨损标准。
3.1不同加工条件下的推荐V_B值
| 加工条件 | 推荐VB值(毫米) |
|---|---|
| 完成车削 | 0.1–0.3 |
| 合金钢粗车削,或低刚性工件粗车削 | 0.4–0.5 |
| 碳钢粗车 | 0.6–0.8 |
| 铸铁零件的粗车削 | 0.8–1.2 |
| 大型钢和铸铁工件的低速粗车 | 1.0–1.5 |

4.0金属切削刀具的刀具寿命是多少?
刀具寿命定义:
刀具寿命是指从刀具磨削后开始切削,到磨损达到规定的钝化标准为止的总有效切削时间。非切削时间,例如刀具设置、测量、快速移动和回程,不包括在内。
刀具寿命用 \(T\) 表示,以分钟为单位测量。
刀具寿命分类:
- 可重磨金属切削刀具: 刀具寿命是指两次连续重磨操作之间的实际切削时间;刀具总寿命是指从第一次使用到完全报废的切削时间。
- 不可重新研磨的金属切削刀具: 刀具总寿命等于刀具寿命。
5.0哪些因素会影响金属切削刀具的使用寿命?
5.1切削参数:
切削参数是影响刀具寿命的最重要因素之一。刀具寿命 \(T\) 与切削参数之间的一般关系为:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
在哪里:
- \(C_T\): 与刀具材料、工件材料和切削条件相关的刀具寿命常数
- \(x, y, z\): 经验指数,通常满足 \(x > y > z\)
例子:
使用硬质合金车刀车削屈服强度为 \(\sigma_b = 0.637\ \text{GPa}\) 的碳钢时:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
规则:
随着切削速度(v_c)、进给速度(f)和切削深度(a_p)的增加,刀具寿命(T)会降低。切削速度(v_c)的影响最大,进给速度(f)的影响最大,切削深度(a_p)的影响最小。
为了提高生产率并保证刀具寿命,首先选择较大的 \(a_p\),然后选择较大的 \(f\),最后选择合理的 \(v_c\)。
5.2刀具几何参数:
- 前倾角(\(\gamma_o\)): 增大前角可以降低切削力和温度,从而延长刀具寿命。过大的前角会降低刀具强度和散热性能,增加断刀风险。
- 主切削刃角(\(\kappa_r\)): 减小该值可以增强刀尖强度和散热性能。过小的 \(\kappa_r\) 值会增加径向力,并可能导致低刚度系统发生振动。
- 其他因素: 减小小切削刃角 \(\kappa_r\) 和增大刀尖半径 \(r_\varepsilon\) 对刀具寿命有类似的积极影响。
5.3工具材质:
更高的高温强度和耐磨性可延长刀具寿命。在冲击、重载或难加工条件下,冲击韧性和弯曲强度成为主要因素。
5.4工件材料:
- 更高的强度和硬度会提高切削温度并缩短刀具寿命。
- 较高的塑性和韧性,加上较低的导热系数,也会提高切削温度并缩短刀具寿命。
6.0如何合理确定金属切削刀具的刀具寿命?
核心原则:
合理的刀具寿命选择能够提高生产效率并降低成本。刀具寿命过长会导致切削参数过小,从而降低金属去除率。而刀具寿命过短则会增加换刀和重磨时间,进而提高总体成本。
6.1常用工具的推荐工具寿命值
| 工具类型 | 推荐工具寿命(分钟) |
|---|---|
| 高速钢车削刀具 | 60–90 |
| 高速钢钻头 | 80–120 |
| 钎焊硬质合金车削刀具 | 60 |
| 可转位硬质合金车削刀具 | 15–30 |
| 硬质合金面铣刀 | 120–180 |
| 齿轮切削刀具 | 200–300 |
| 用于自动化机床的高速钢车削刀具 | 180–200 |
6.2其他注意事项:
- 工具的复杂性和精度: 复杂、高精度、多刃工具的使用寿命比简单、低精度、单刃工具要长。
- 可索引工具: 快速更换刀片可以缩短刀具寿命,从而保持锋利的切削刃。
- 精修与粗修: 由于切削负荷较轻且精度要求较高,精加工刀具需要更长的使用寿命。
- 大型工件的精加工: 更长的刀具寿命避免了加工过程中的刀具更换。
- 数控加工: 刀具寿命应超过一个工作班次,并且长于单个零件的切削时间。
7.0常见问题 (FAQ)
问:为什么侧面磨损是最常用的刀具钝化判据?
一个: 后刀面磨损是金属切削中最常见的磨损形式,适用于低速至中速切削条件下脆性金属和韧性金属。其磨损带形状规则,中间部分(B区)磨损均匀,平均磨损值V_B易于测量和控制。因此,V_B被广泛用作刀具磨损的标准判据。
问:哪个切削参数对刀具寿命影响最大?
一个: 切削速度 (\(v_c\)) 影响最大,其次是进给速度 (\(f\)),而切削深度 (\(a_p\)) 影响最小。刀具寿命方程也证实了这一点,其中指数越大,表示影响越大。
问:精加工和粗加工的刀具寿命选择有何不同?
一个: 精加工工序切削负荷较小,需要较长的刀具寿命以确保表面质量和尺寸精度。粗加工工序则侧重于快速去除材料,可以使用较短的刀具寿命和较大的切削参数。
问:为什么可转位刀具的使用寿命比钎焊刀具短?
一个: 可转位刀具无需重新研磨即可快速更换刀片,从而保持切削刃锋利。较短的刀具寿命可在平衡刀具成本的同时,提高切削效率。
问:数控加工对刀具寿命有特殊要求吗?
一个: 是的。数控加工通常是自动化且连续进行的。刀具寿命应超过一个工作班次,并且长于加工单个零件所需的时间,以确保稳定不间断生产。