

金属带锯是现代金属加工中不可或缺的工具,它拥有无与伦比的精度、多功能性和效率,能够切割各种尺寸和硬度的金属。从小型维修车间到大规模工业生产,了解带锯的类型、合适的锯片选择、操作程序和维护方法,对于最大限度地提高生产效率和延长设备寿命至关重要。
1.0金属锯切机的分类及应用
电动钢锯
- 特点:这是一款使用单直锯片(4-14 TPI)的往复式锯床。设计简洁,配有旋转虎钳,可进行直线或斜角切割。
- 应用:适用于中小型生产批次,直线或斜切任务。常用于维修车间和零件粗加工。
- 适用材料:45#钢、铝合金等中低硬度金属。切割速度和效率与带锯相比较低。
带锯
- 特点:带锯配备连续环形锯片,效率高、切割精准、功能多样。带锯是金属加工领域使用最广泛的锯床。
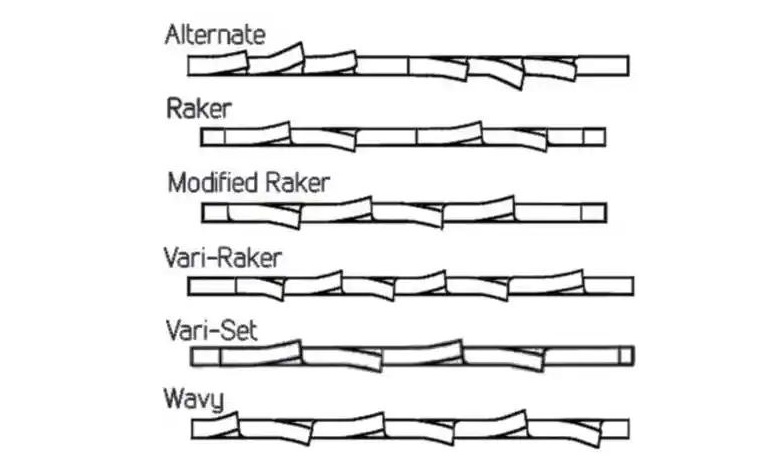
- 刀片选项:6-32 TPI,配有耙齿、波浪齿或直齿,可满足不同的材料和切割要求。
- 主要类型:
- 特点:采用旋转圆锯片进行高速切割,切割精度介于电动钢锯和带锯之间。
- 主要类型:
- 金属圆锯:专为切割钢、铝和不锈钢(包括管道和型材)而设计。
- 木工圆锯:使用细齿或磨齿刀片进行精确木材切割,广泛用于家具生产。
- 切割圆锯:专用于钢筋、轴承毛坯等材料的定长切割。
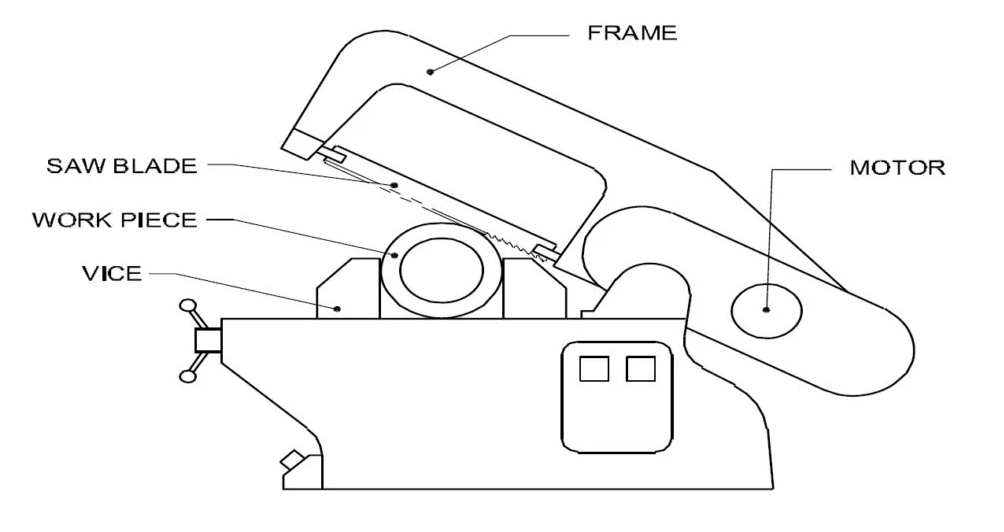
2.0电动钢锯:结构、锯片和操作流程
核心结构
- 根据:内置冷却液箱和冷却泵;顶部工作台支撑虎钳和工件。内部挡板可帮助碎屑沉积。
- 钳住:可调节以夹紧不同尺寸或形状的工件。部分型号可旋转进行斜切。
- 框架:支撑钢锯锯条;仅在切割行程中与工件啮合(回程自由),减少锯条磨损。
- 变速机制:可调节每分钟冲程数 (SPM),通常具有快/中/慢设置以匹配不同的金属切割速度。
- 可调式进给离合器:以千分之一英寸为单位控制进给速率。过载时滑动,防止刀片断裂。
刀片选择指南
- 材料:高速钢或钨钢;齿硬化而主体保持韧性。
- 牙齿形态:斜口、波浪口或直口;切口比刀片略宽,以防止卡住。
- 齿距(TPI):每英寸4-14齿。粗齿适用于软质材料;细齿适用于硬质材料。
- 更换时间:直接更换钝的刀片;不建议重新磨锐。
操作程序
- 标记和测量:在工件表面划出切割线。
- 夹紧和对准:检查虎钳和刀片的方正度;旋转虎钳进行斜切。
- 行程调整:手动移动框架以确认行程居中,防止刀片与工件碰撞。
- 批量切割:使用止规确保多个部件的长度一致。
- 参数设置:根据材料硬度调整冲程速度和进给速度,然后开始切割。

3.0带锯机:垂直和水平类型解释
(1)总体特征
连续环形刀片确保快速清除碎屑。
叶片类型:以线圈形式(50-500 英尺,需要焊接成环)或预焊环(无需焊接即可使用)提供。
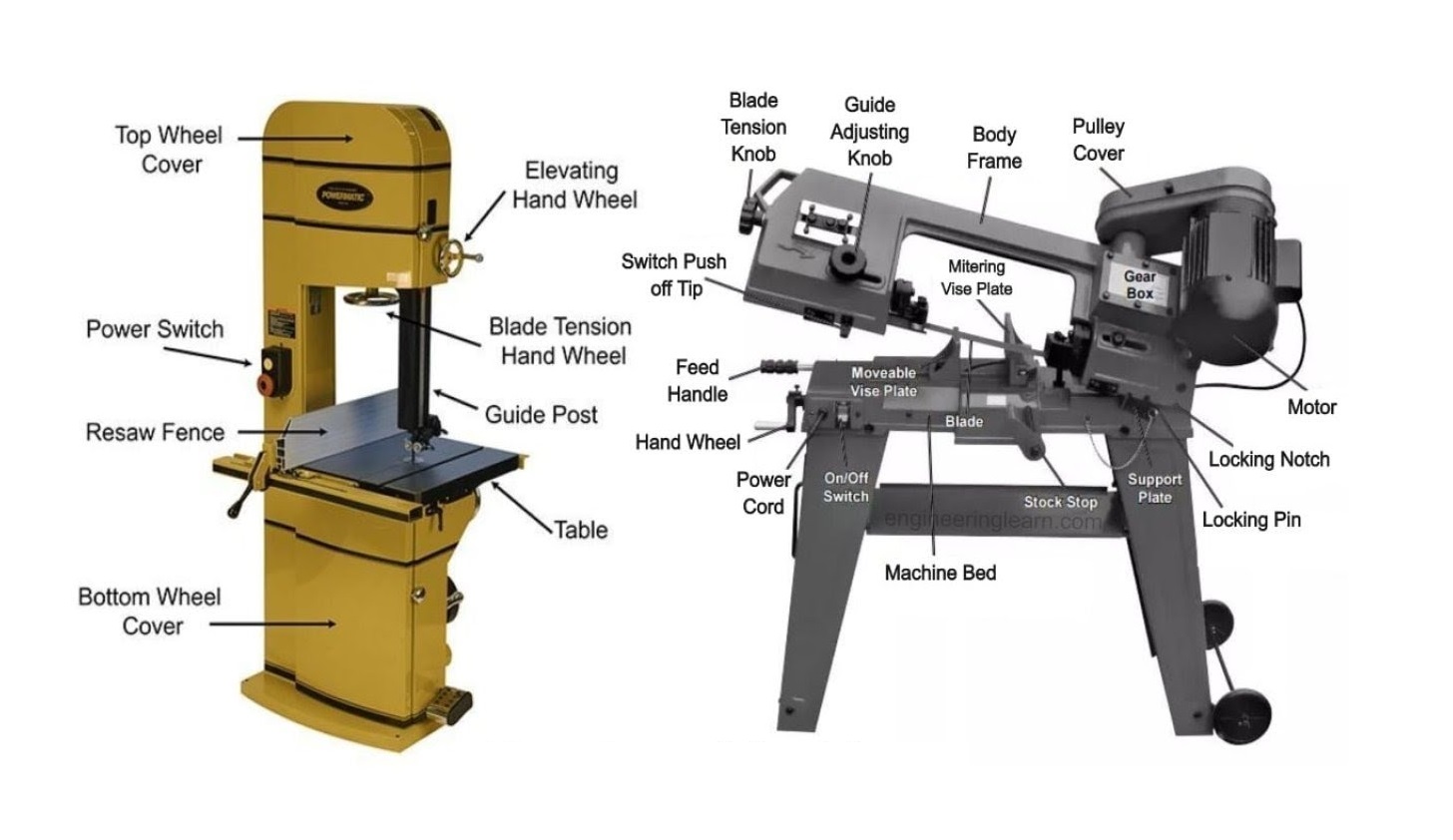
(2)立式带锯机(轮廓和曲线切割)
- 头:包括惰轮、驱动电机、张力调节器、气嘴和上导柱。
- 柱子:配有速度指示盘和刀片焊机。
- 根据:容纳驱动轮、电机、变速箱、下导轨和动力进给机构。
- 主要特点:
- 喉深决定了可切割的最大工件尺寸。
- 适用于轮廓和曲线切割;材料进给可以手动或动力辅助。
- 大型工件需要规划切割路径以避免碰撞。
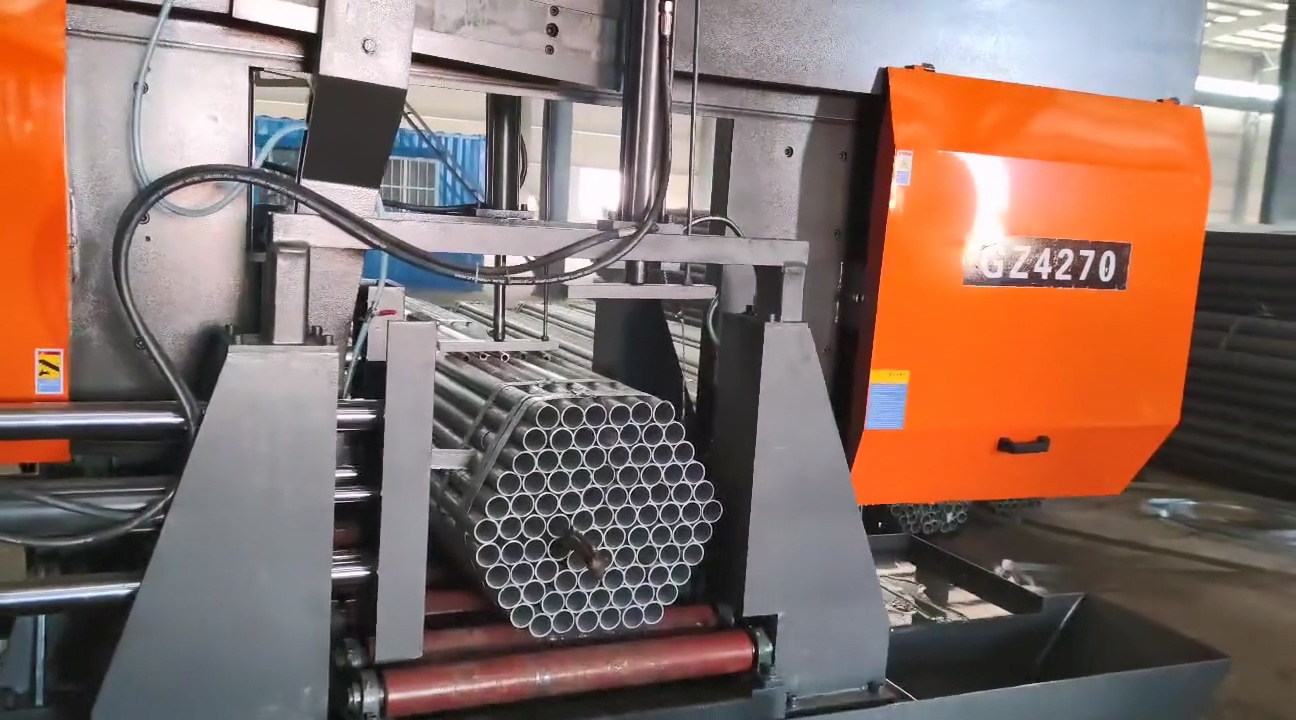
(3)卧式带锯机(高效直线切割)
- 刀片系统:锯片在驱动轮和惰轮上运行,并配有滚轮导轨以保持直线切割精度。
- 钳住:固定钳口可以设置成一定角度;活动钳口可自动调整。
- 控制系统:液压升降机构可调节进给压力和刀片张力。部分型号提供进给速率图表,供操作员参考。
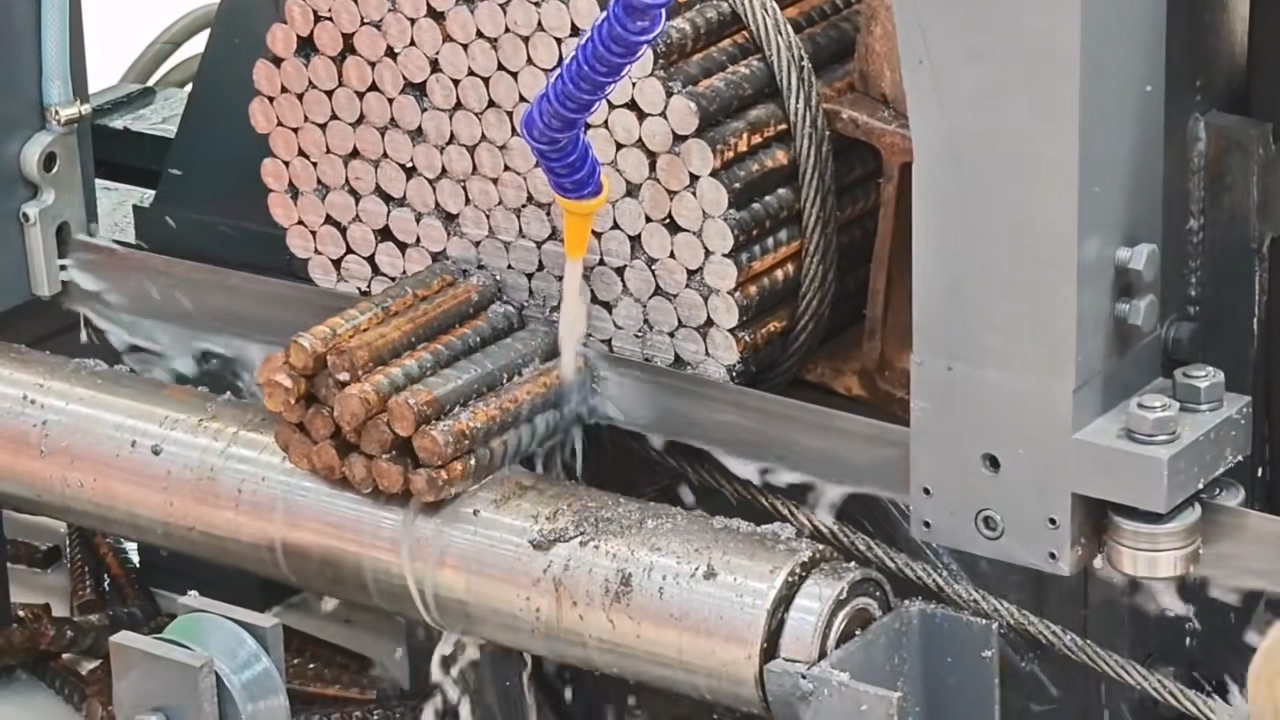
- 冷却系统:底座集成了冷却液箱和泵,在冲洗切屑的同时冷却刀片。
- 优点:
- 效率高,适合批量、定长切割。
- 可以使用止规来确保多次切割后的工件长度一致。


4.0刀片选择和磨损指示器
选择原则
- 材料:特殊合金钢;刀齿经过硬化处理,刀体经过退火处理以增加韧性。
- 齿形:耙齿是通用的;波形齿适用于薄壁材料。
- 齿距(TPI):每英寸 6-32 齿,根据材料类型和工件尺寸选择。
- 刀片宽度:建议使用宽刀片进行直线切割;窄刀片则适合轮廓和曲线切割。
刀片磨损的迹象
- 切割偏离划线。
- 切屑呈现为小颗粒(切割铸铁时除外)。
- 手动进给速度变慢或无法有效切割。
- 牙齿失去锋利度和切割效率。
5.0带锯专用附件
- 文件带:更换锯片进行锉削操作;有粗齿、中齿和细齿可供选择。
- 抛光带:以粗砂、中砂或细砂为基料;用于去除工具痕迹或实现高光泽效果。
- 圆形切割附件:允许切割内圆和外圆;需要钻中心孔进行定位。
- 角锯指南:将刀片扭转 30° 以切割长工件。
- 斜切指南:将工件放置在斜切头上,以进行斜角切割。
- 半径/轮廓切割:需要钻一个起始孔以防止刀片卡住。对于内部轮廓,必须在切割前将刀片焊接成环状。
6.0操作和安全指南
速度和进给选择
软材料(铝、铜): 使用高速(高 FPM)并在切割稳定后逐渐增加进给压力。
- 硬质材料(工具钢):使用低速(低 FPM)轻进料;遇到硬点时降低进料压力。
- 启动阶段:根据材料选择速度;从轻进料开始,然后在初始进入后增加速度。
- 工件宽度:宽工件需要较重的进给;窄工件需要较轻的进给。
安全实践
- 请勿将手靠近刀片;操作前确认安全。
- 安装或拆卸刀片之前务必断开电源。
- 在垂直带锯上送料时,使用推块、夹具或木块。
- 注意刀片的张力和弹性,以防止受伤。
- 冷却剂含有防锈剂;处理时请采取适当的保护措施。
7.0冷却液指南
大多数军用带锯都设计用于干切割,但有些配备有冷却系统。
- 冷却液类型:水油乳化液通常用于冷却刀片和冲洗切屑。
- 防锈:始终确保采取适当的防锈措施,以避免机器和工件腐蚀。
8.0结论:
正确选择、操作和维护金属带锯是实现高质量切割、减少停机时间和确保长期可靠性的关键。通过选择合适的锯片、遵守安全规程、使用合适的配件以及定期维护设备,您可以显著提高切割效率和一致性。
无论您进行直线切割、复杂轮廓切割还是批量生产,管理良好的带锯都是精密金属加工的有力工具。
9.0常见问题解答:关于金属带锯的常见问题
卧式带锯和立式带锯的主要区别是什么?
回答: 卧式带锯专为高效直线切割和定长生产而设计,非常适合加工较硬的材料以及较长或较重的工件。而立式带锯则更适合轮廓切割、小批量作业和多品种生产。立式带锯灵活性更高,但效率较低。
如何选择合适的带锯条?
- 材料:选择特殊的高速钢或钨钢;齿经过硬化处理以提高耐用性。
- 齿形:耙齿是通用的;波浪齿建议用于薄壁或轮廓切割。
- 齿距(TPI):范围从 6 到 32;根据材料硬度和工件厚度选择。
- 刀片宽度:宽刀片最适合直线切割,而窄刀片最适合曲线切割。
卧式带锯的自动化程度如何?
现代卧式带锯机可配备液压进给、自动送料和止动挡块等功能,实现“夹紧-切割-卸料”的完整循环,显著提高批量作业的生产效率。
我如何知道带锯条何时需要更换?
- 切割偏离划线或无法准确遵循划线。
- 切屑形状异常(铸铁除外)。
- 手动进给明显变慢或停顿。
使用金属带锯时应遵循哪些安全预防措施?
操作或更换刀片前务必断开电源,并将手远离刀片。
- 操作立式带锯时,请使用推块、夹具或木块。
- 切割时切勿将手指靠近刀片。
- 冷却剂含有防锈剂;请佩戴防护手套和安全眼镜。
如何延长带锯的使用寿命?
- 定期检查、保养液压系统、导轨、张紧机构。
- 及时更换磨损的刀片;不建议重新磨锐。
- 保持冷却液清洁并定期更换。
- 避免工件与锯头碰撞,防止超负荷切割。


