

如何使用手动弯管机
本指南提供分步说明、基本公式和实用故障排除技巧,帮助用户执行精确、一致的折弯。从基本的 90° 折弯到多平面和反向折弯,每个部分都旨在提高各种应用中的折弯精度和可靠性。
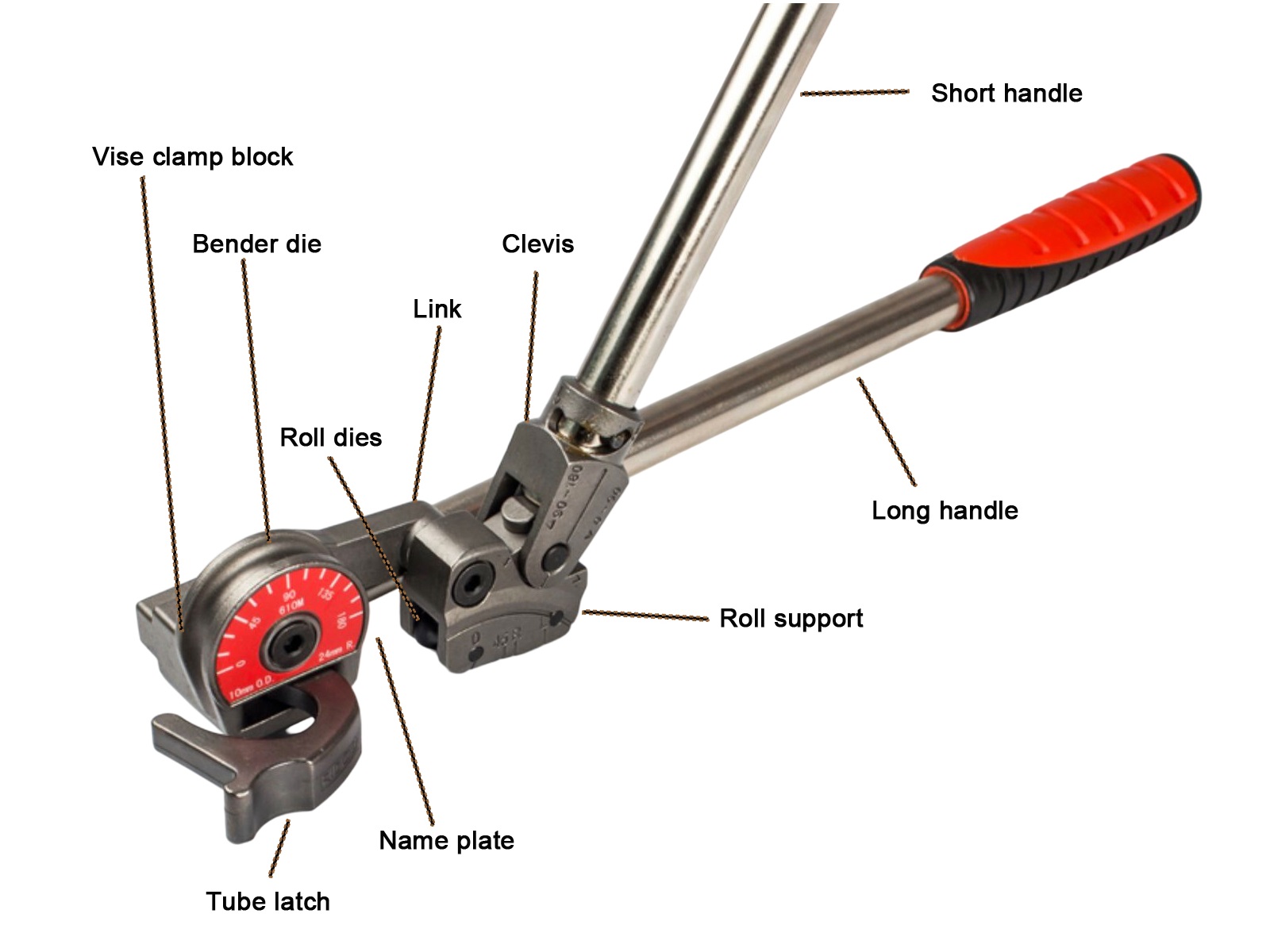
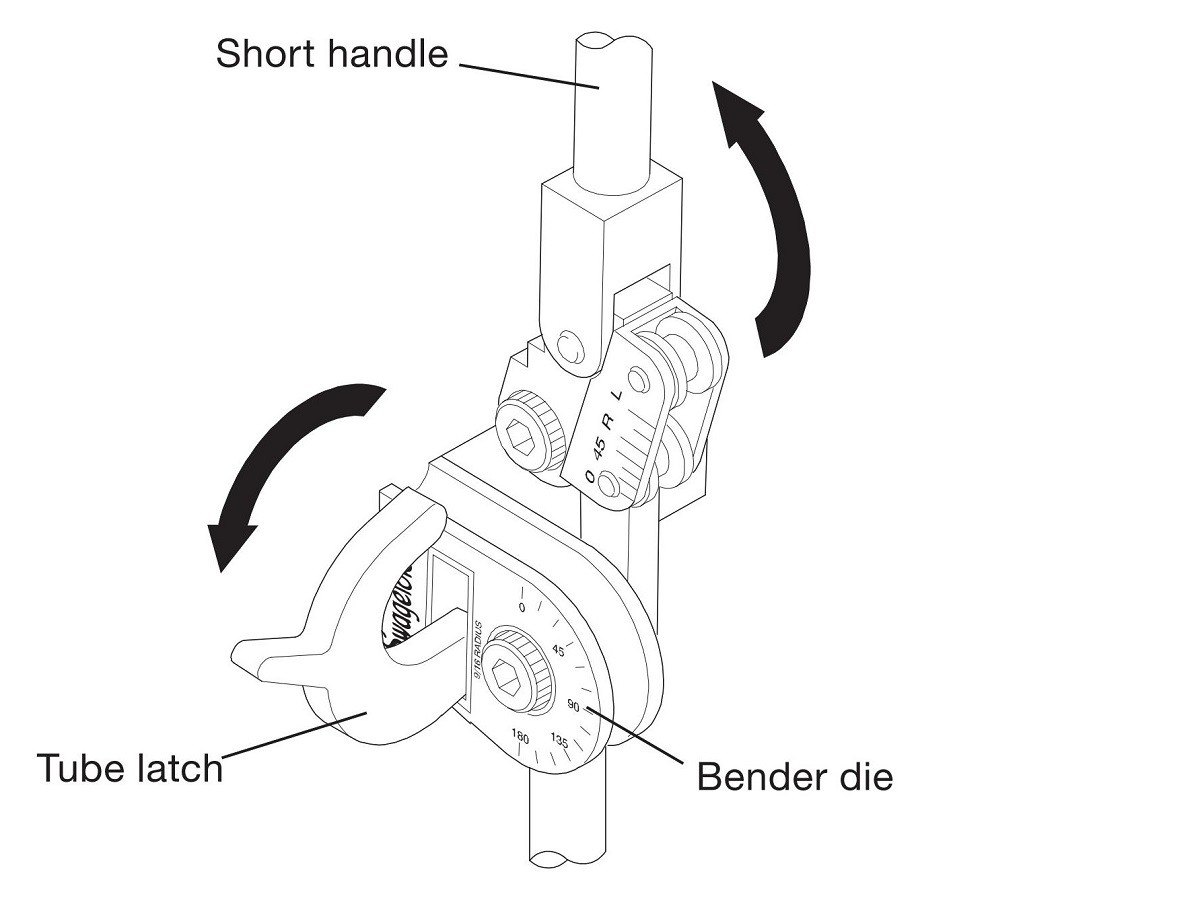
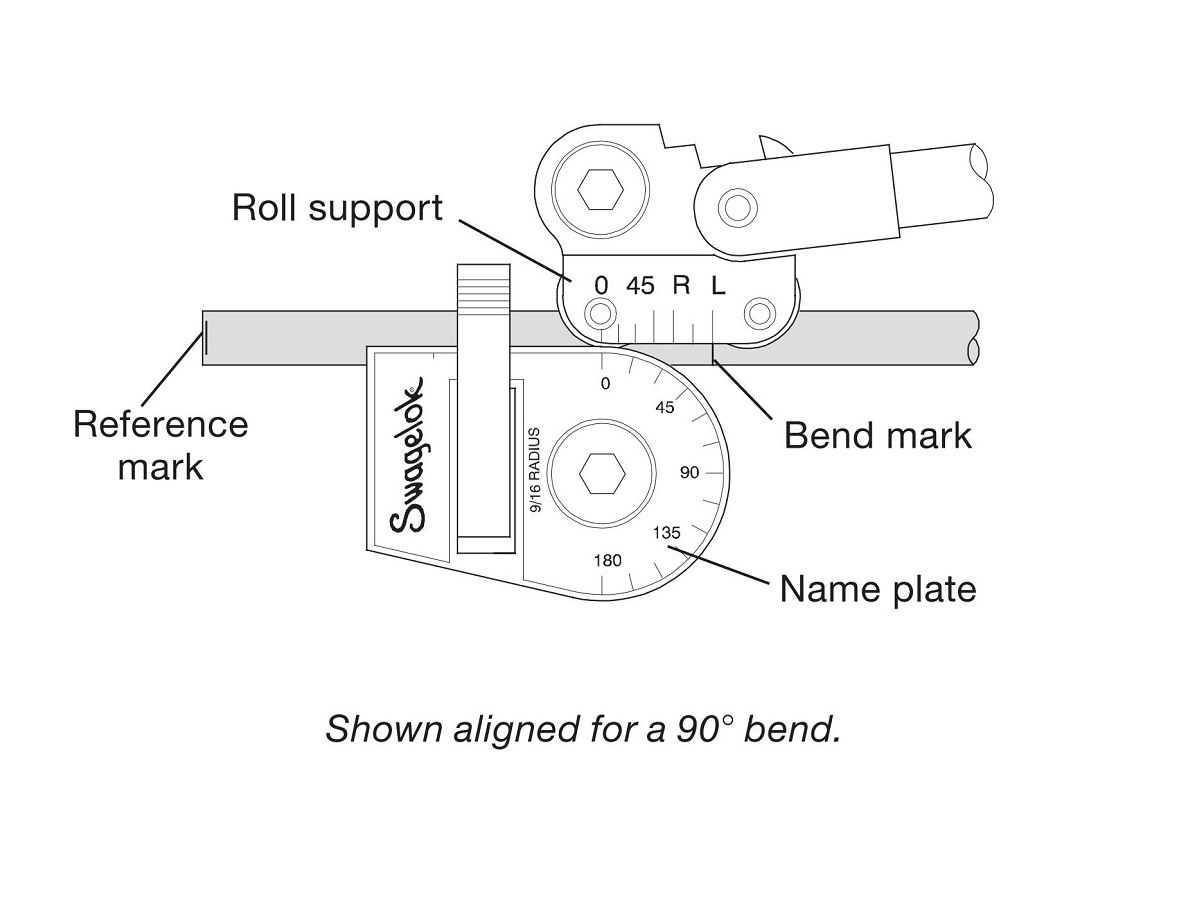
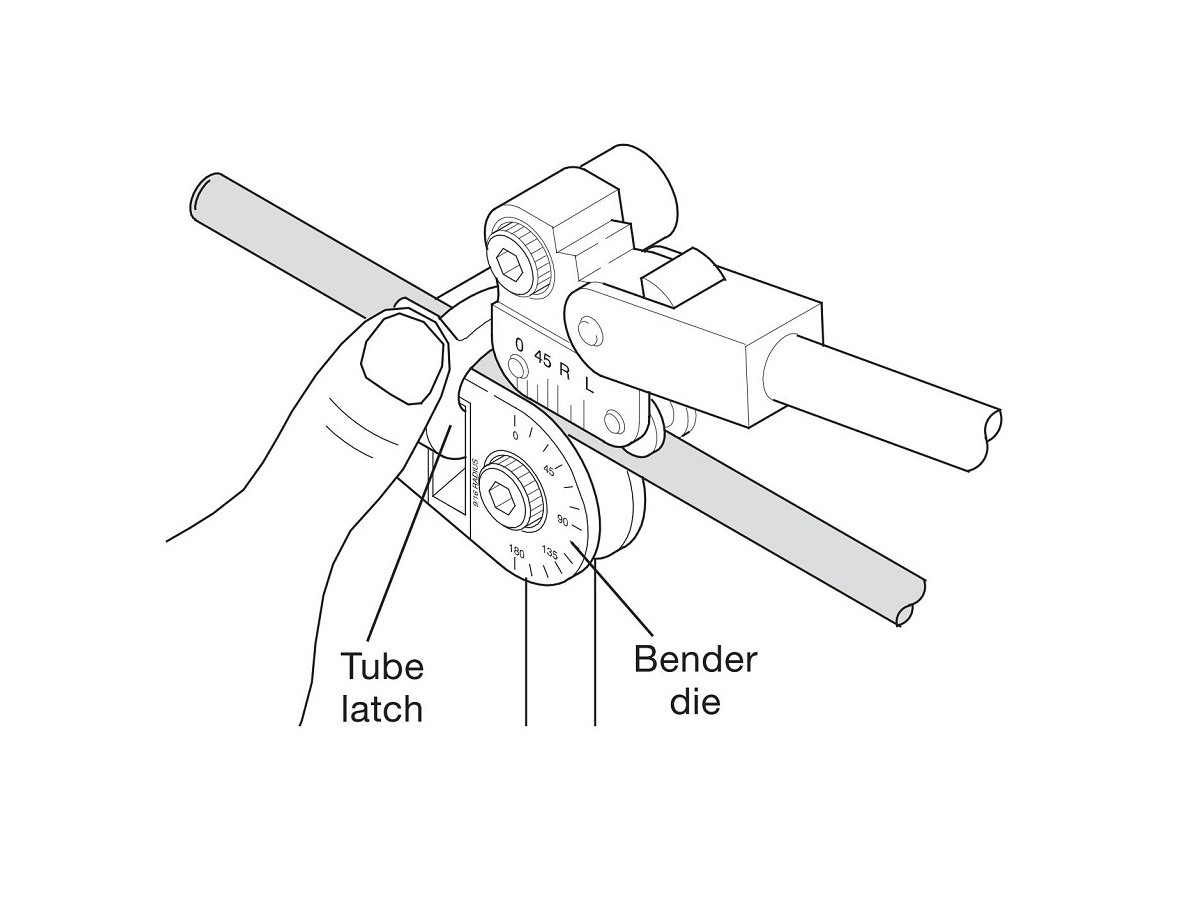
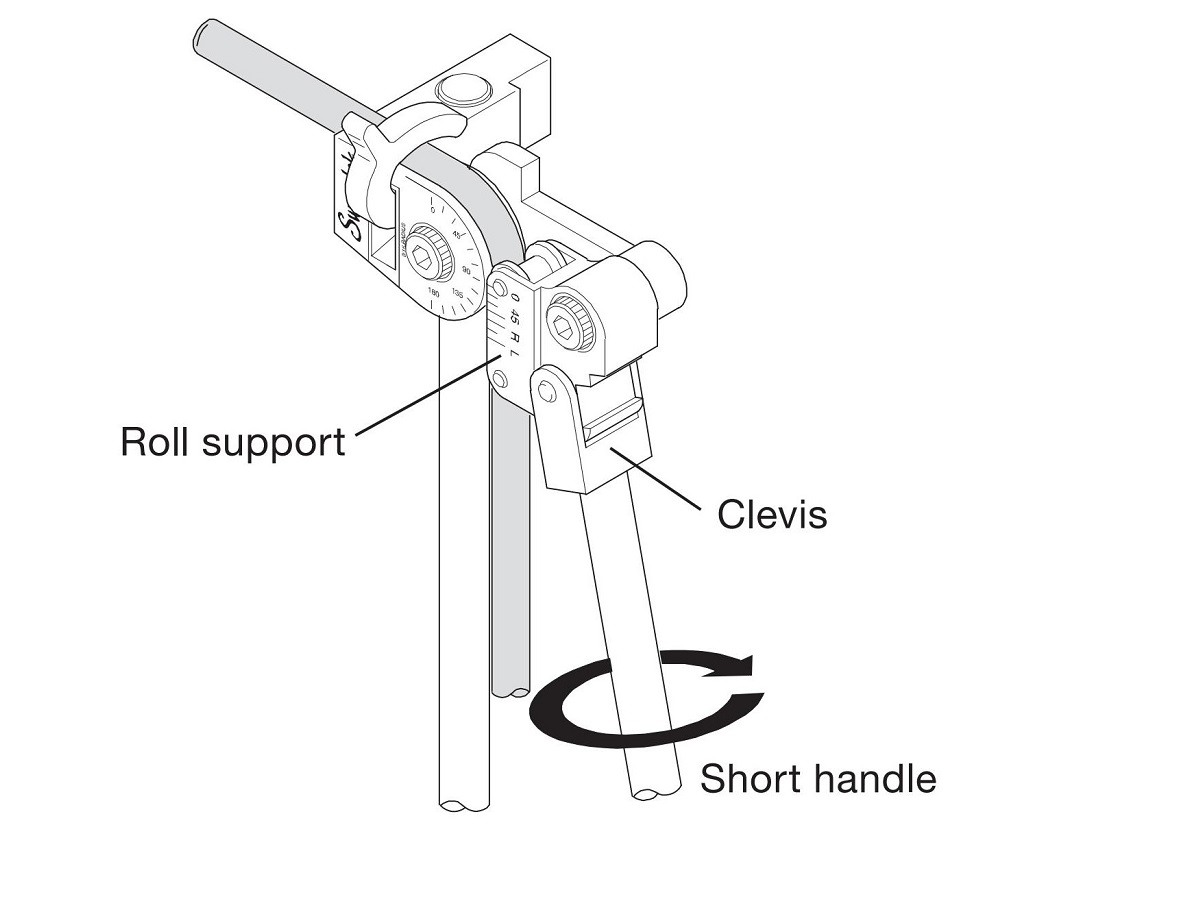
0.1弯管机零件
1.0弯曲计算方法
1.1偏移弯曲公式
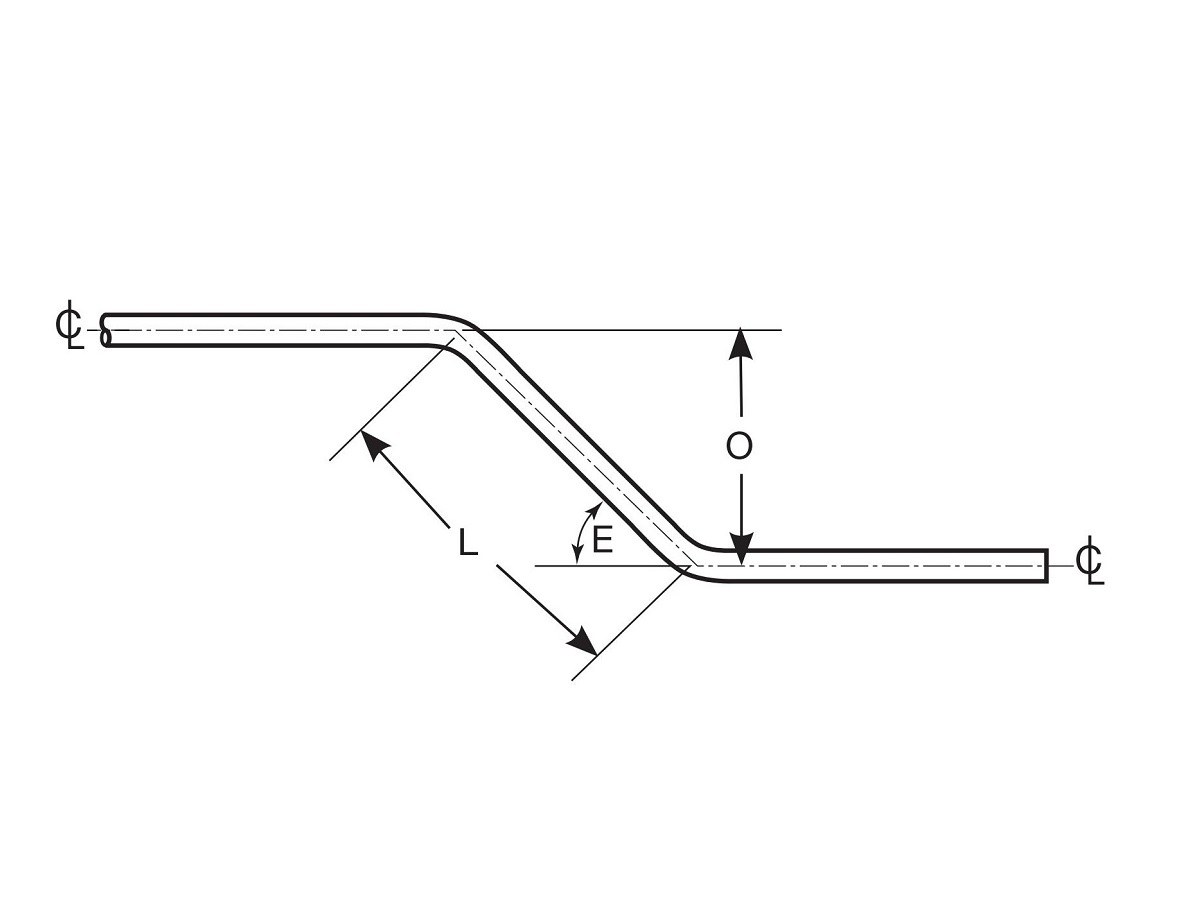
目的: 改变管道中心线——通常是为了绕过障碍物。
公式: L = O × A
左:弯曲标记之间的距离(英寸)
哦:偏移尺寸(英寸)
一个:偏移弯曲余量(基于角度)
| 偏移角 (E) | 津贴(A) |
| 22.5° | 2.613 |
| 30° | 2.000 |
| 45° | 1.414 |
| 60° | 1.154 |
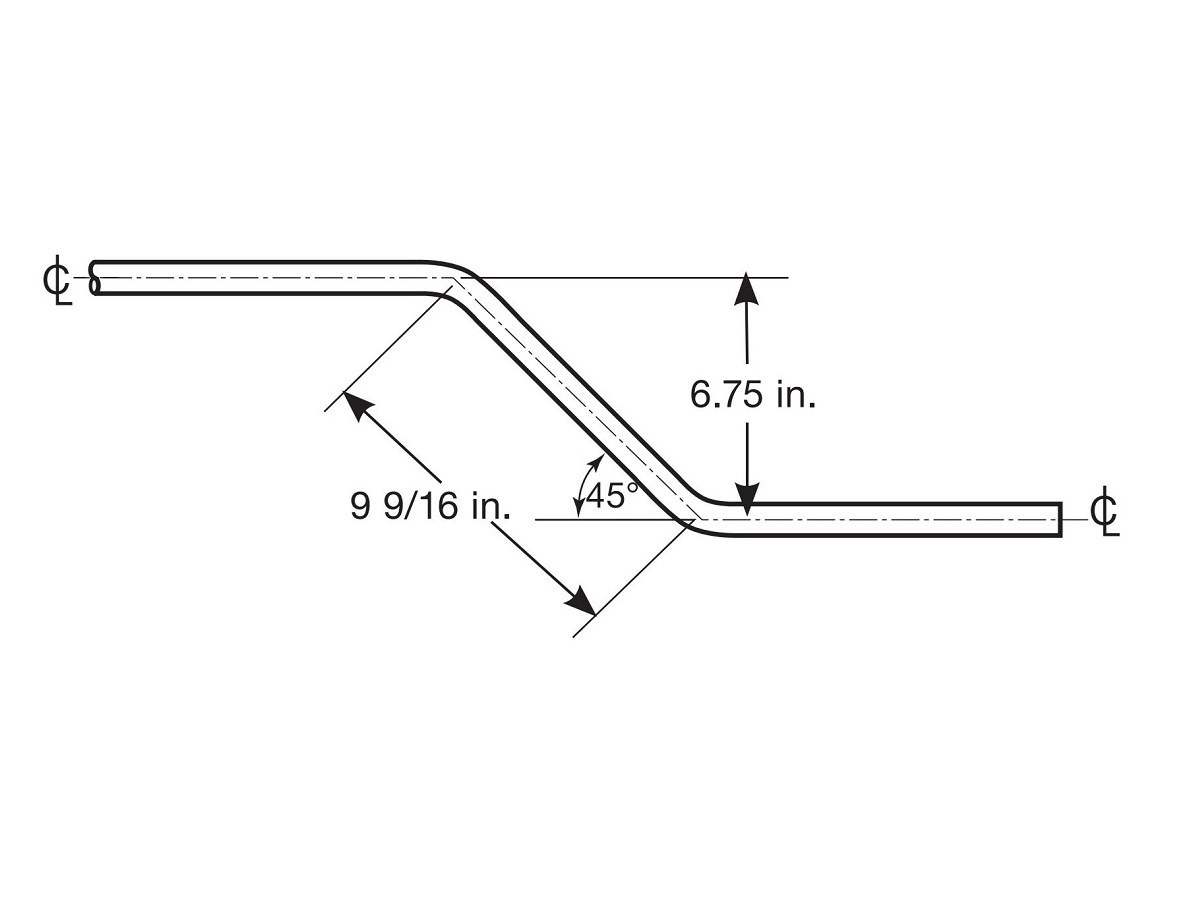
例子:
偏移 = 6.75 英寸,角度 = 45°
计算:6.75 × 1.414 = 9.55英寸 (≈ 9⁹⁄₁₆ 英寸)
1.2调整(增益)计算
定义: 弯曲弯头和尖角所用的管道长度不同。
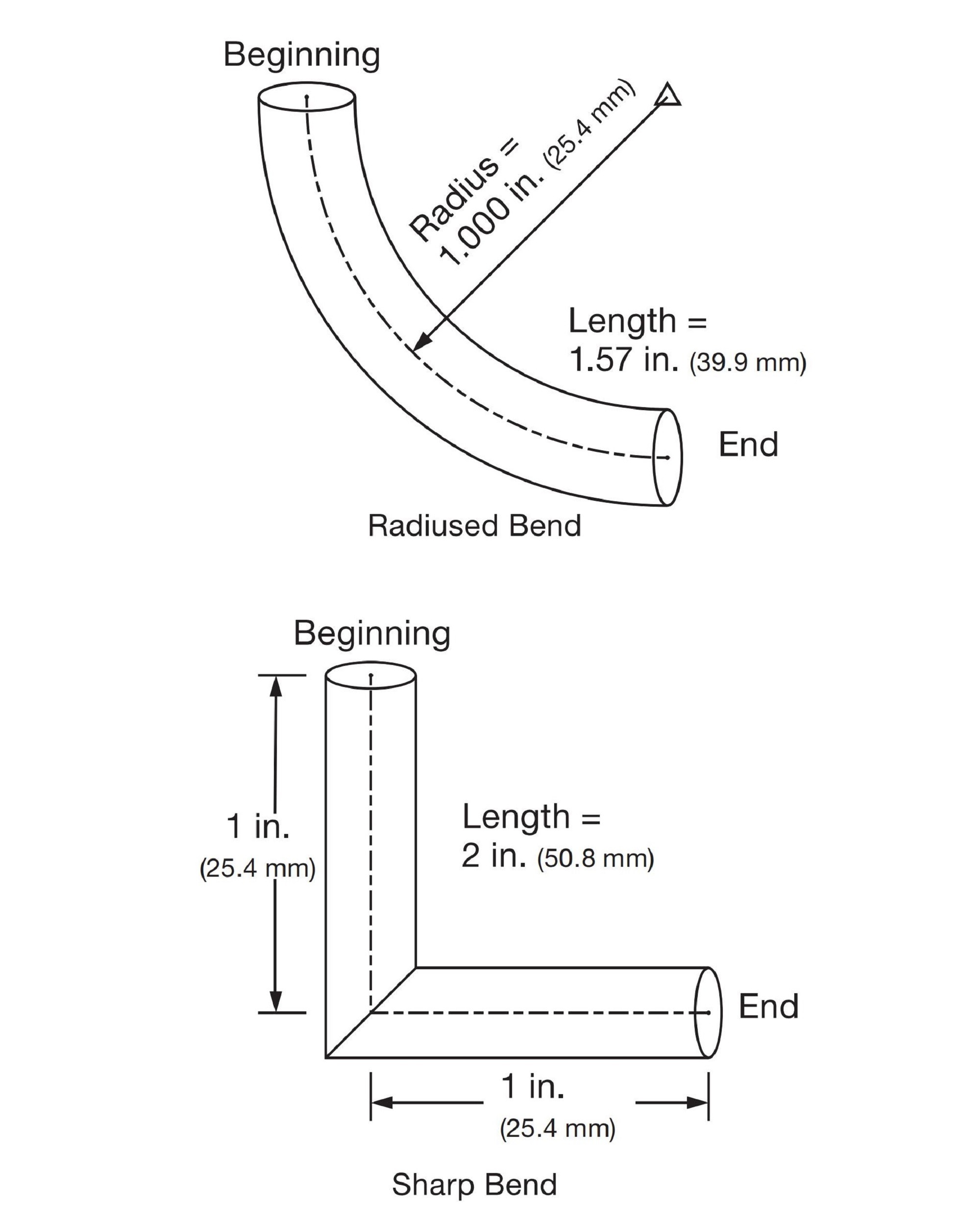
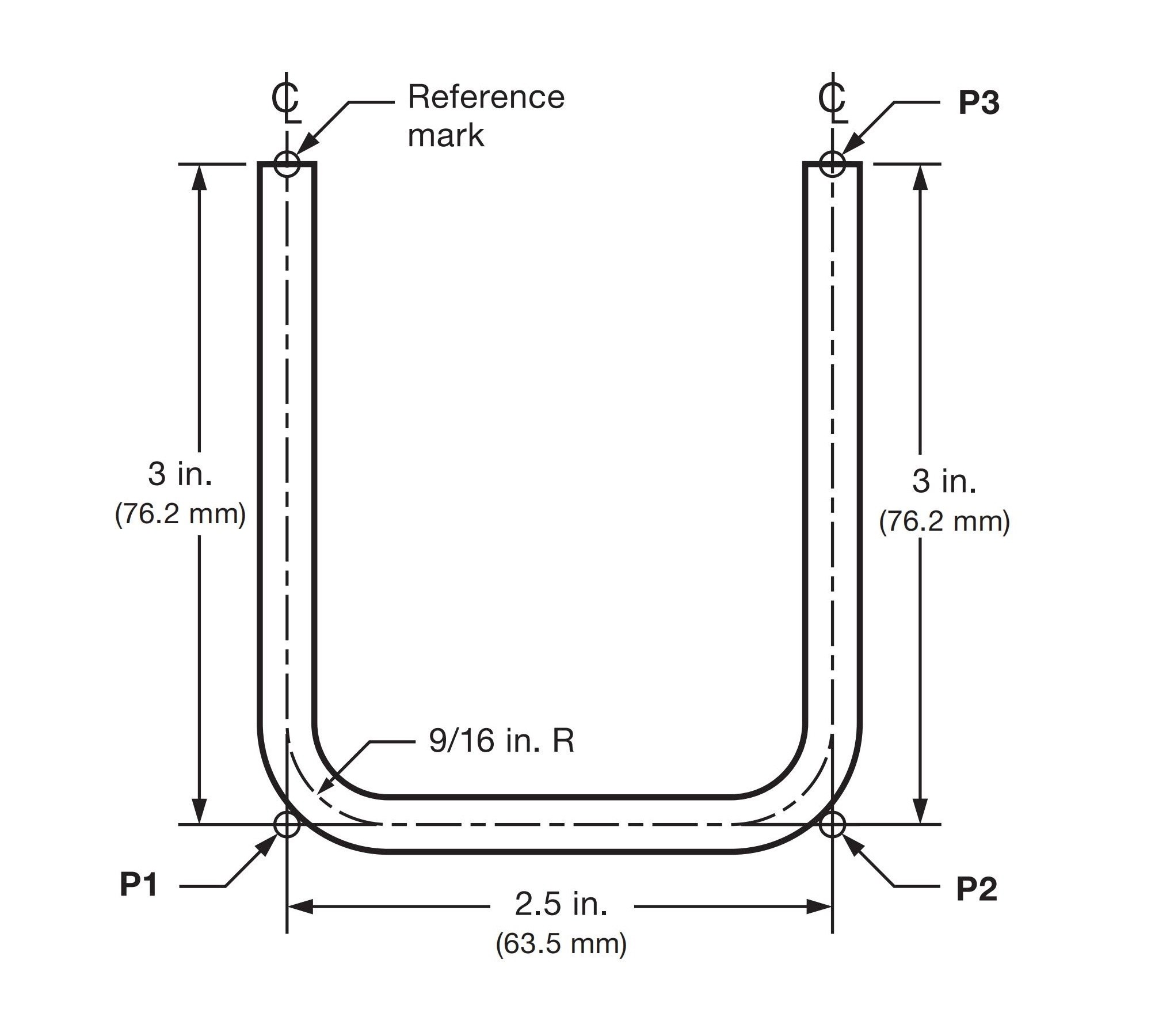
规则: 对于每一个新的弯道,
新标记 = 前一个标记 + 新腿长 − 前一个弯道的增益
例子:
管尺寸:1/4 英寸,弯曲半径:9/16 英寸
90°增益=5/16英寸
步骤:
P1 = 3 英寸
P2 = P1 + 2.5 英寸 − 5/16 英寸 = 5³⁄₁₆英寸
P3 = P2 + 3 英寸 − 5/16 英寸 = 7¹³⁄₁₆ 英寸
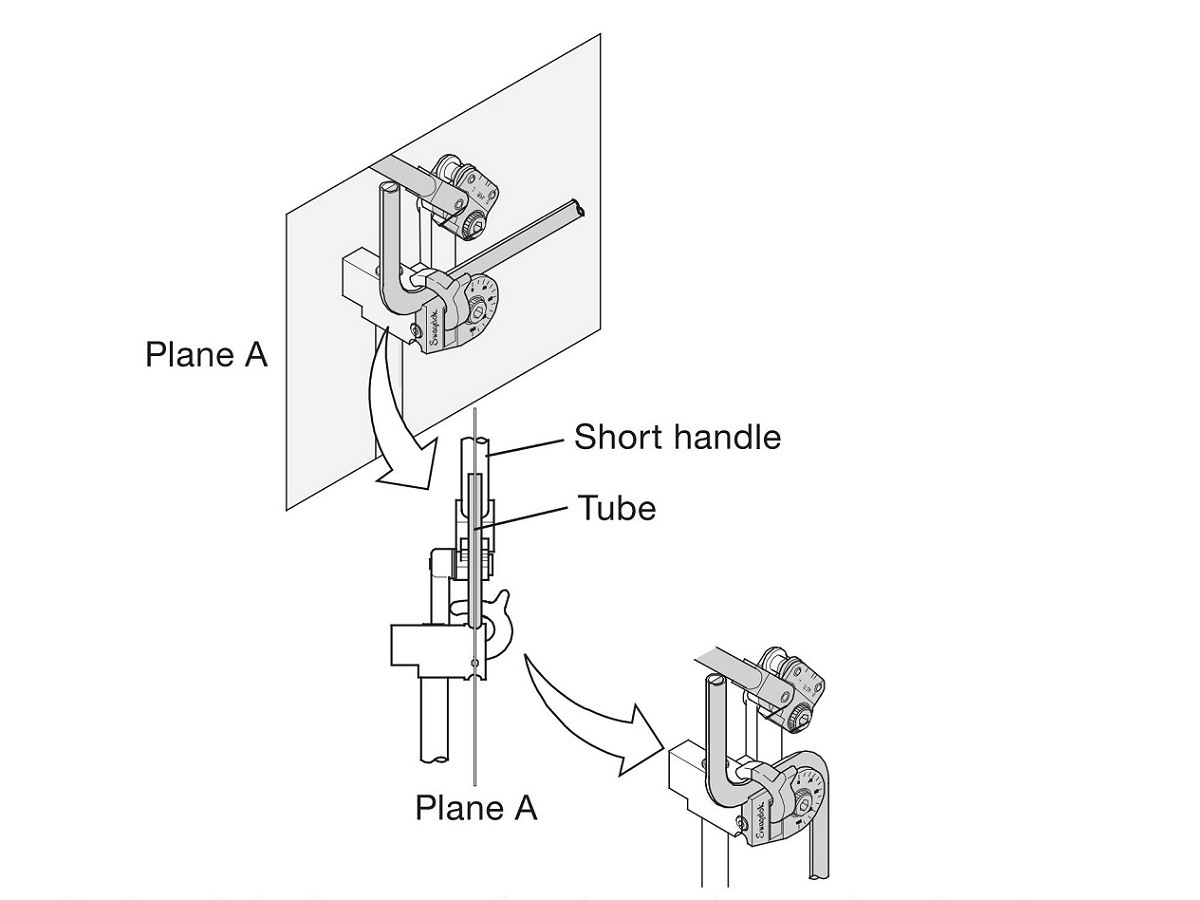
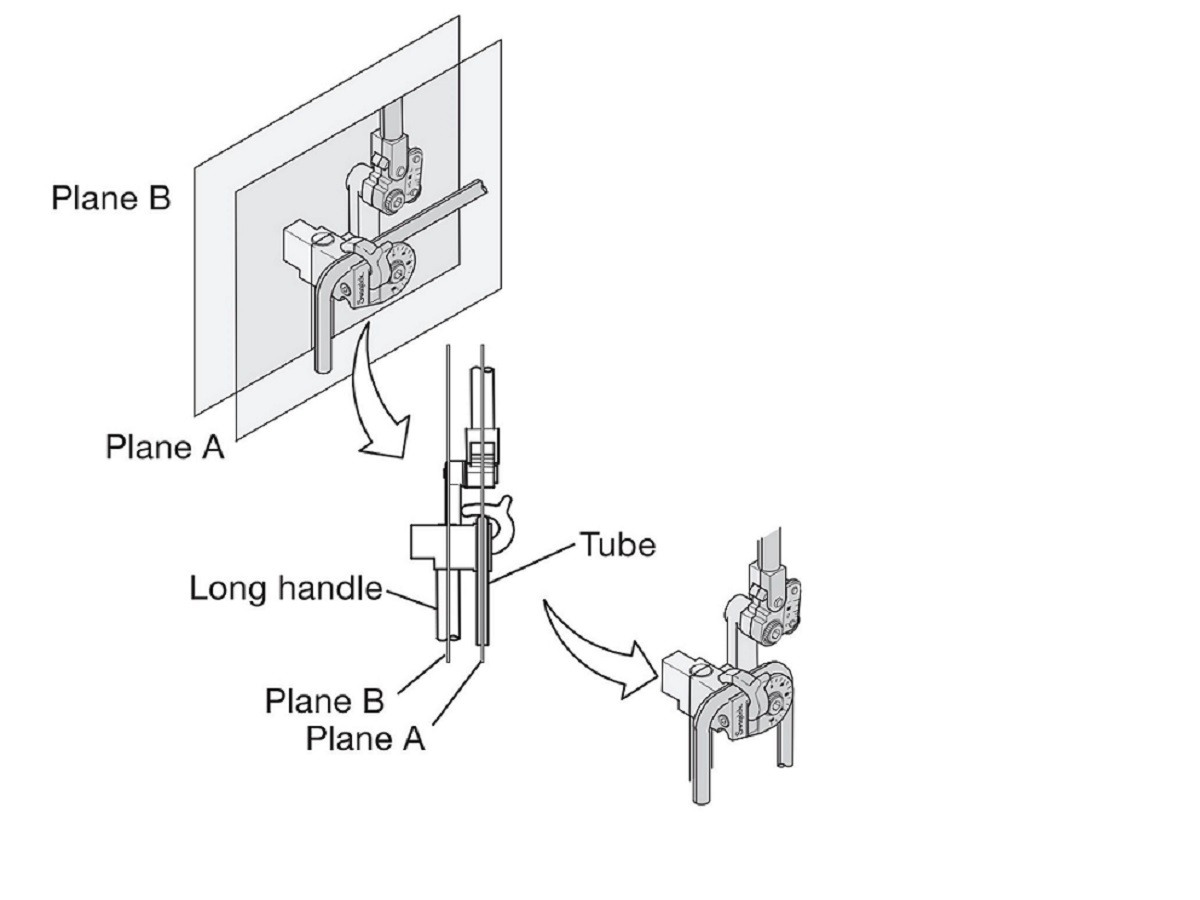
1.3确定平面和方向的变化
在单根管子上进行多次弯曲时,请确保每次弯曲的方向都正确。
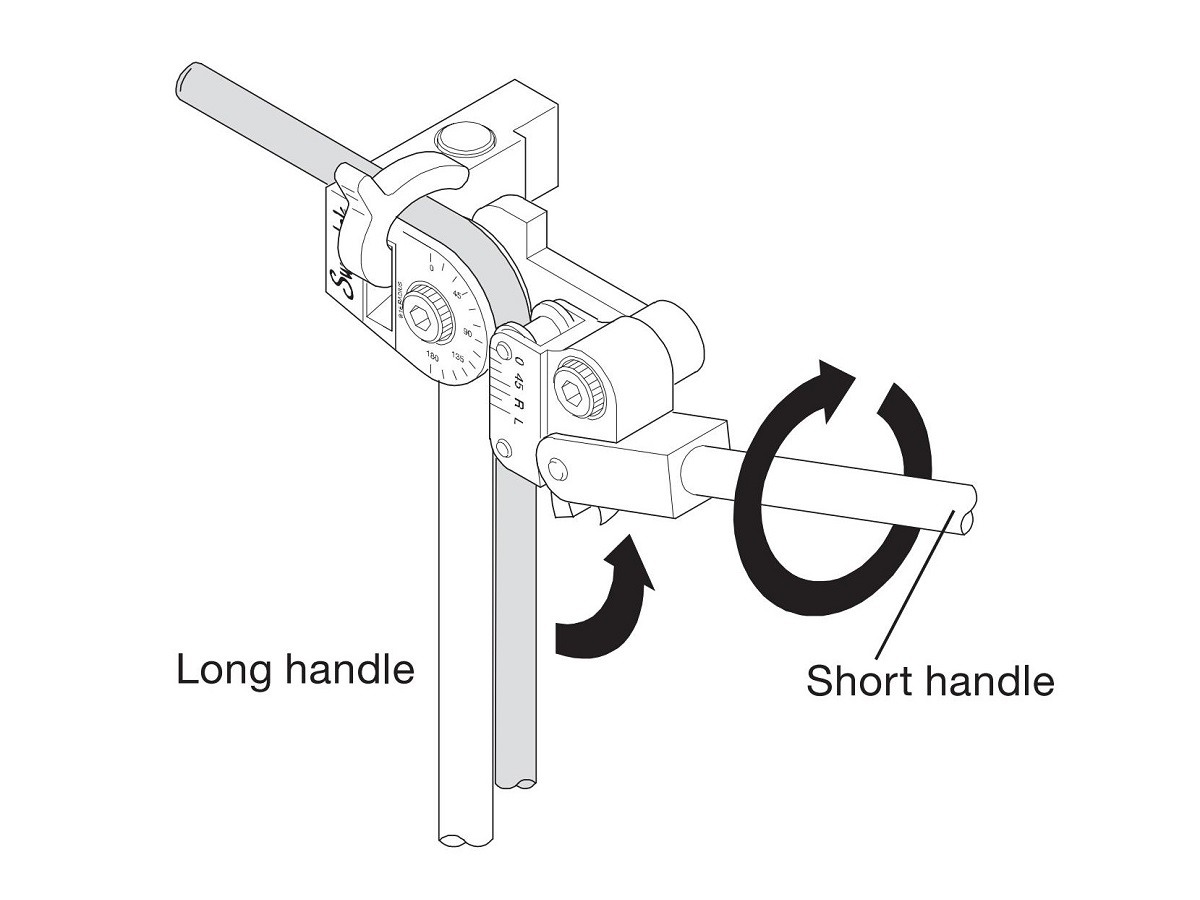
- 相反方向弯曲: 对于与前一次弯曲方向相反的弯曲,将管子与凸起的短柄(平面 A)对齐。
- 同方向弯曲:对于与前一个弯曲方向相同的弯曲,将管子与长柄(平面 B)平行对齐。
2.0测量弯曲法
场景:距离参考标记 4 英寸处弯曲 90°,然后相距 4 英寸处弯曲 45°。
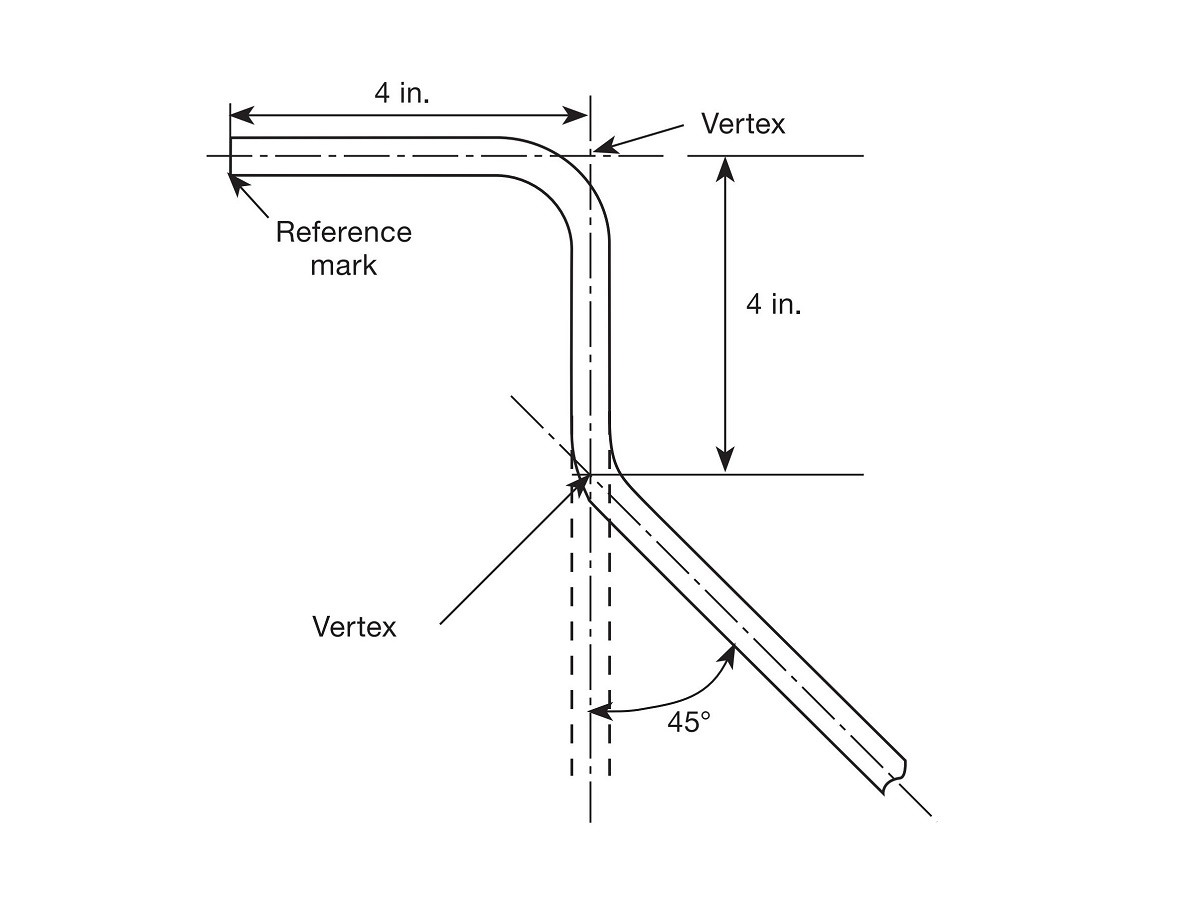
步骤:
- 在管子的末端放置一个参考标记。
- 距离 90° 弯曲标记处 4 英寸进行测量。
- 使用弯管机弯曲至90°。
- 从 90° 弯曲的顶点测量 4 英寸并标记 45° 弯曲。
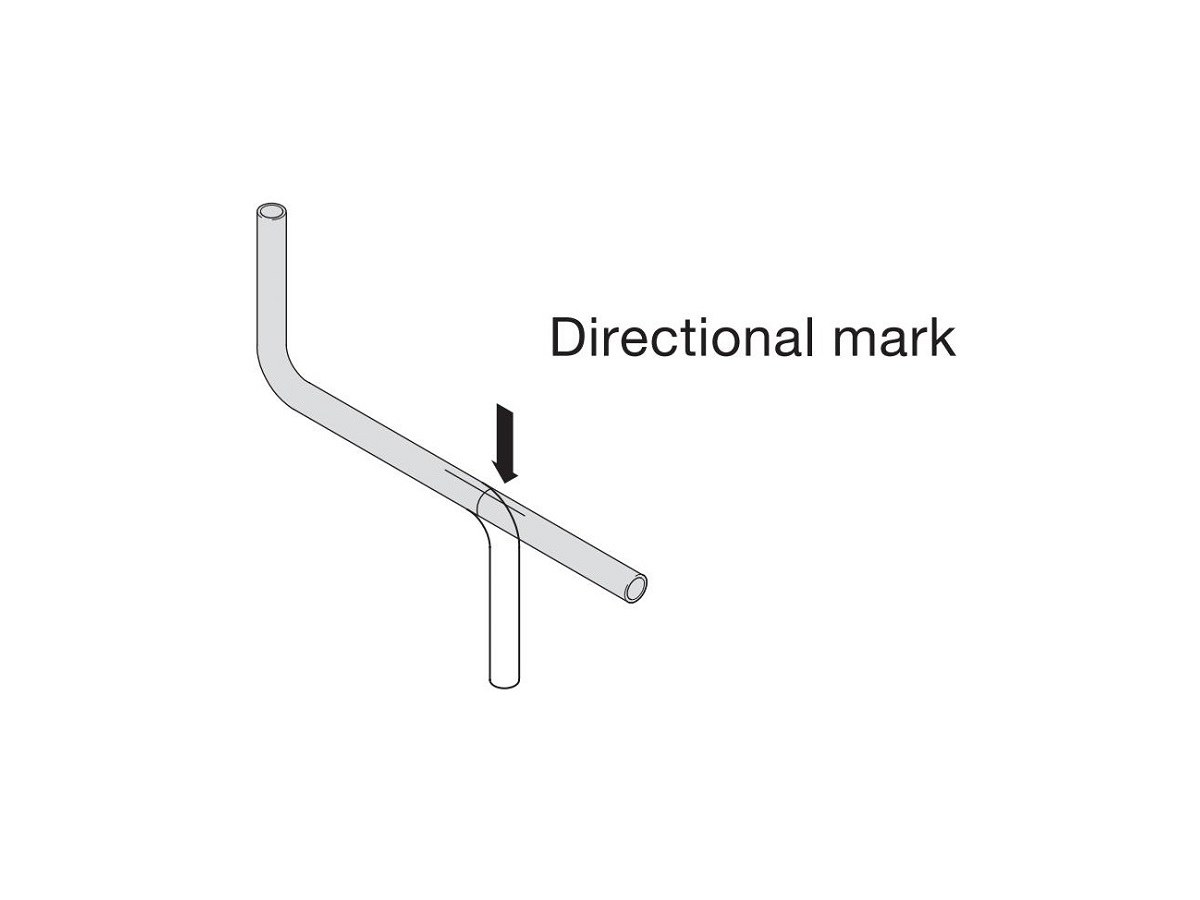
- 添加方向标记来指示 45° 弯头的外侧。
- 弯曲至45°。
3.0使用弯管机并进行弯管
3.1对于≤90°的弯头
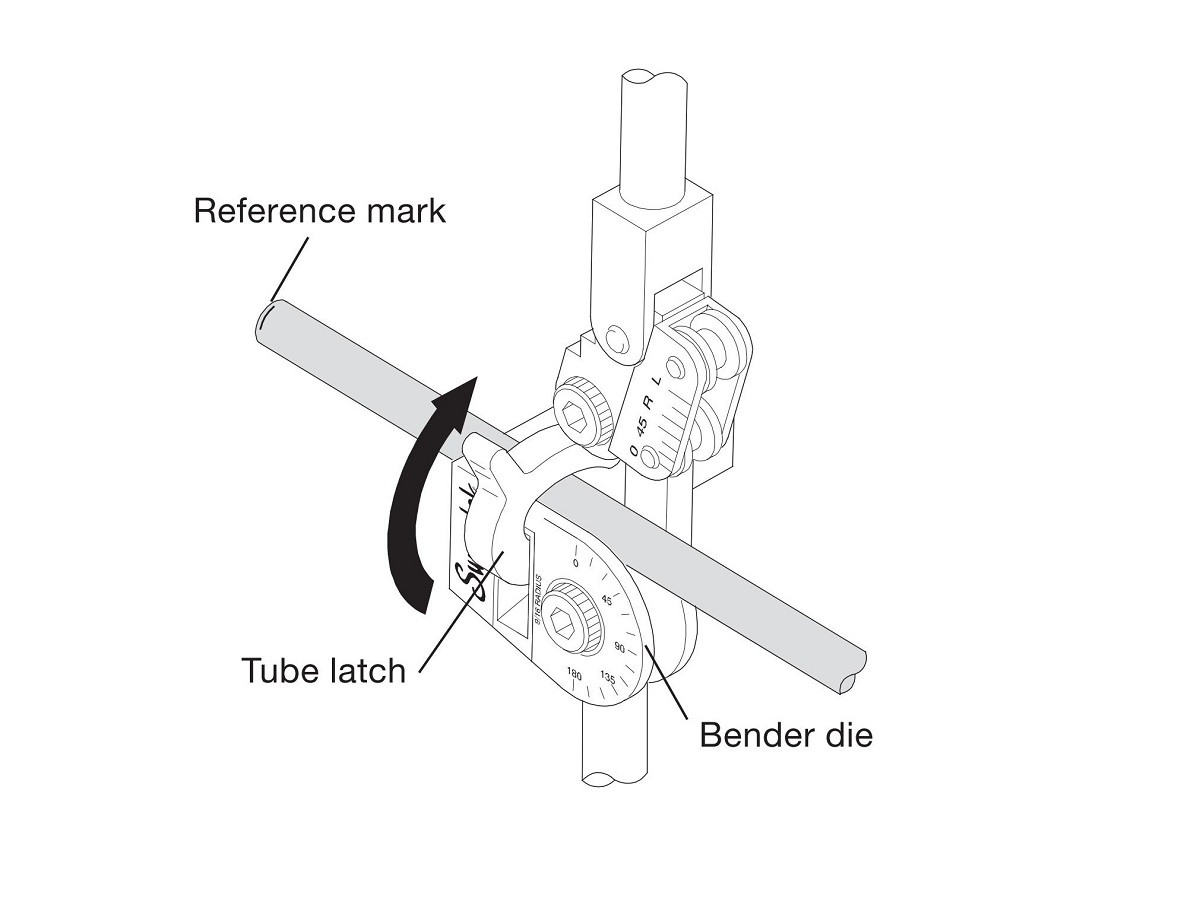
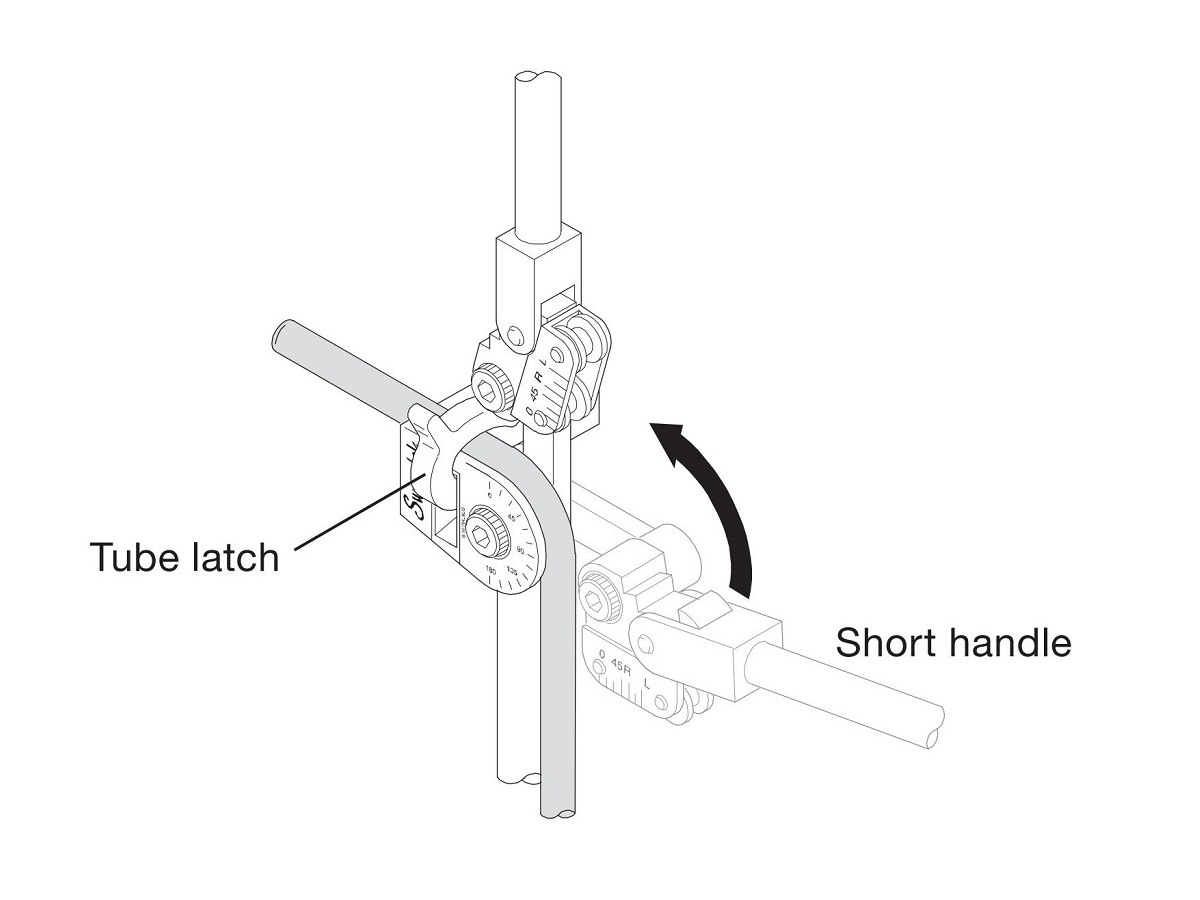
- 将管子与管闩左侧的参考标记对齐。
- 用闩锁轻轻固定管子。
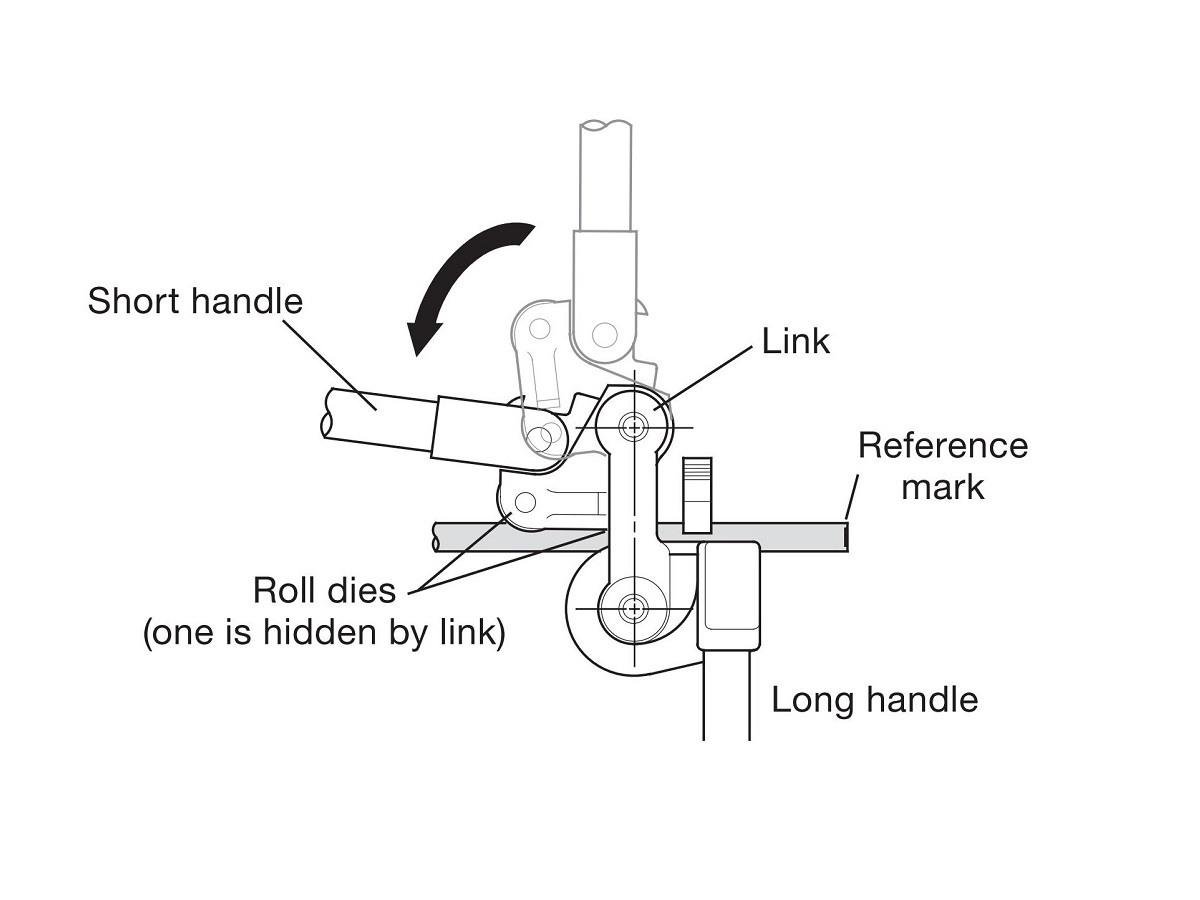
- 降低短柄,直到卷模接触管子。
- 保持链接笔直并与长柄平行。
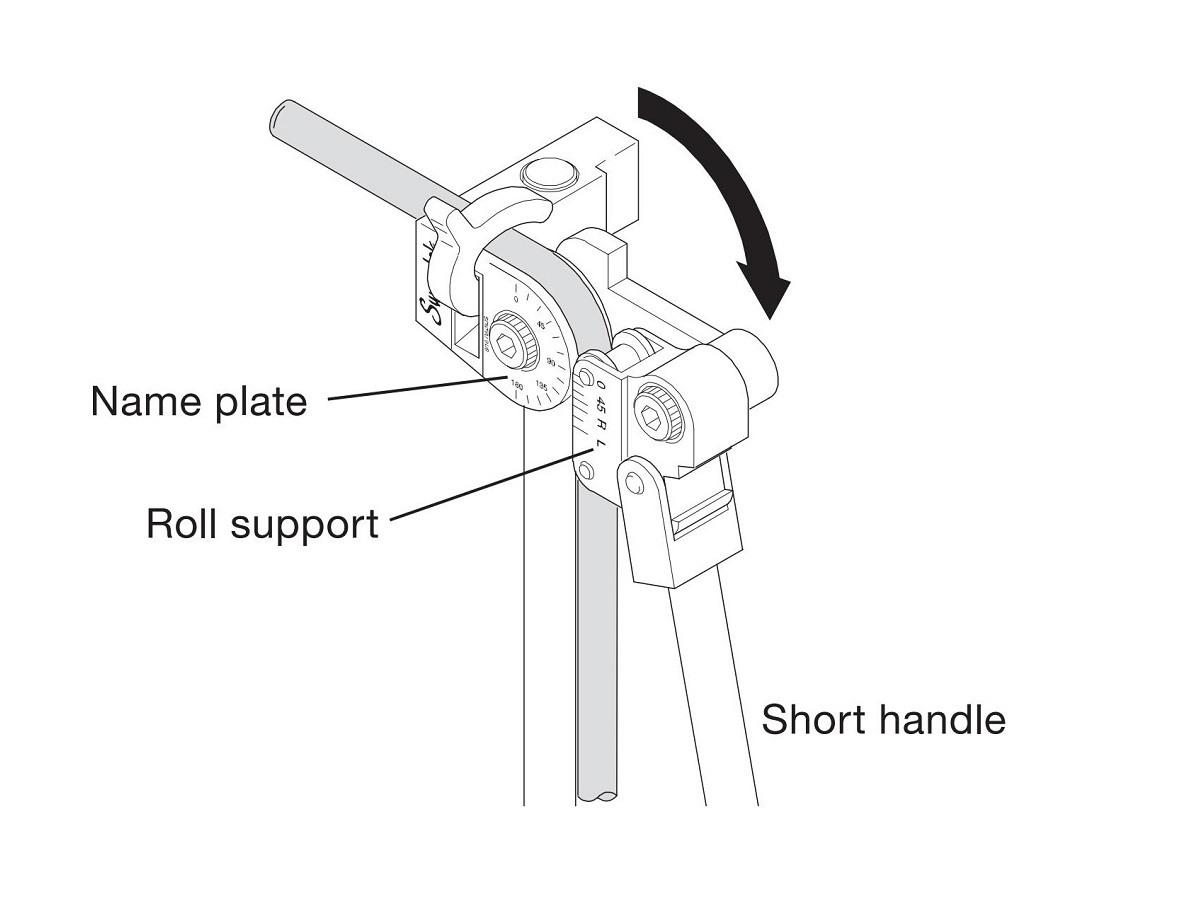
- 将辊支架上的 0° 与铭牌上的目标角度对齐。
- 将短柄向下推即可弯曲。
- 松开并取出管子。
3.2对于弯角 > 90°
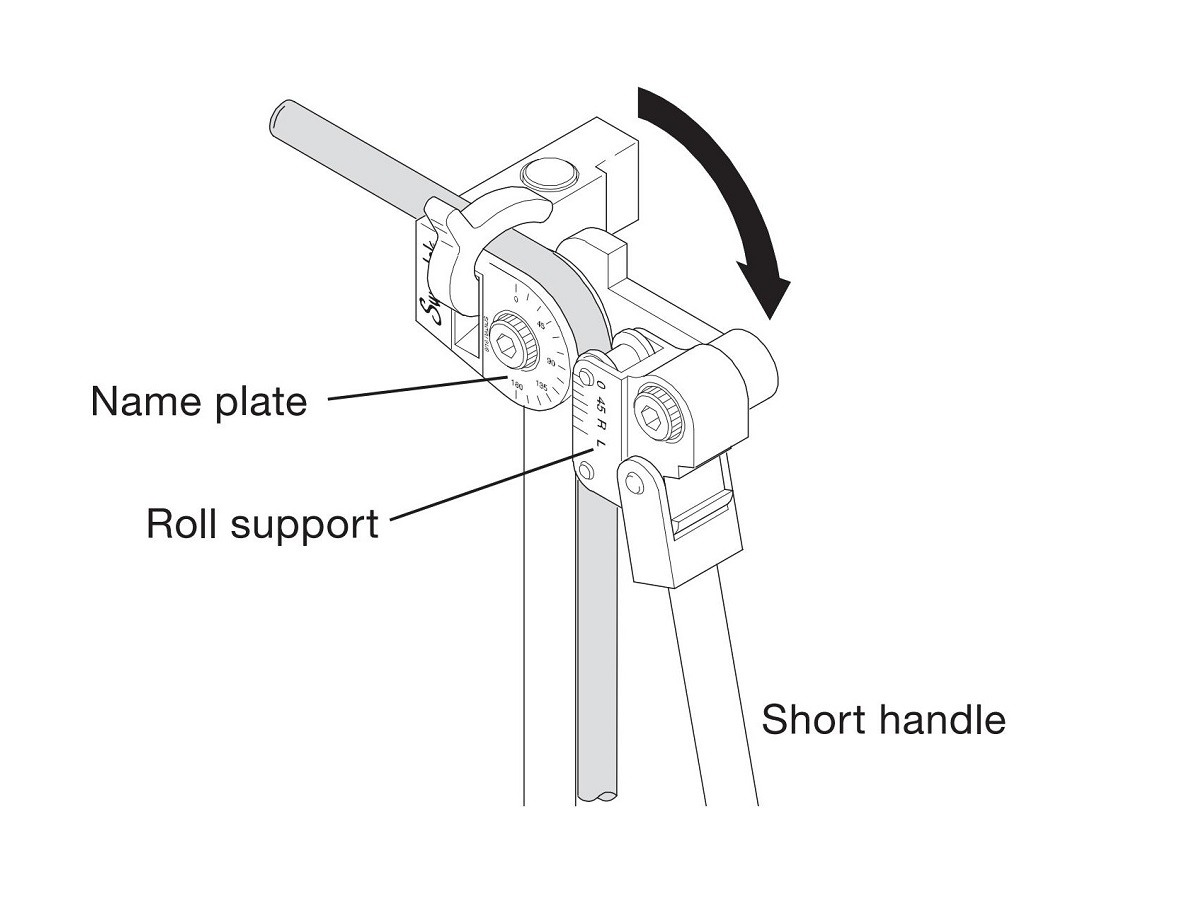
- 将短手柄推至 90°: 慢慢向下推短手柄,直到卷筒支架上的 0 达到铭牌上的约 90°。
- 松开短柄: 将短柄从 U 形夹上松开,直到它可以自由摆动,而不会移动卷筒支架。
- 向上摆动短柄: 抬起短柄,直到它略高于长柄的垂直位置。
- 重新拧紧短手柄: 再次拧紧短手柄,以便在弯曲的剩余部分实现连续的直角杠杆作用。
- 继续弯曲: 推动短手柄,直到卷筒支架上的 0 与铭牌上所需的度数标记对齐。
- 重置短柄: 将短柄向外摆动,直到卷筒支架上的 0 返回到约 90°,然后松开,将其重新定位到与长柄平行的位置,然后重新拧紧。
- 提起短柄: 将短柄向上移动并远离管子。
- 取出管子: 拉开管闩并将管从弯管器槽中提出。
3.3反向弯曲
- 将 90° 弯曲与辊支架上的“R”标记对齐。
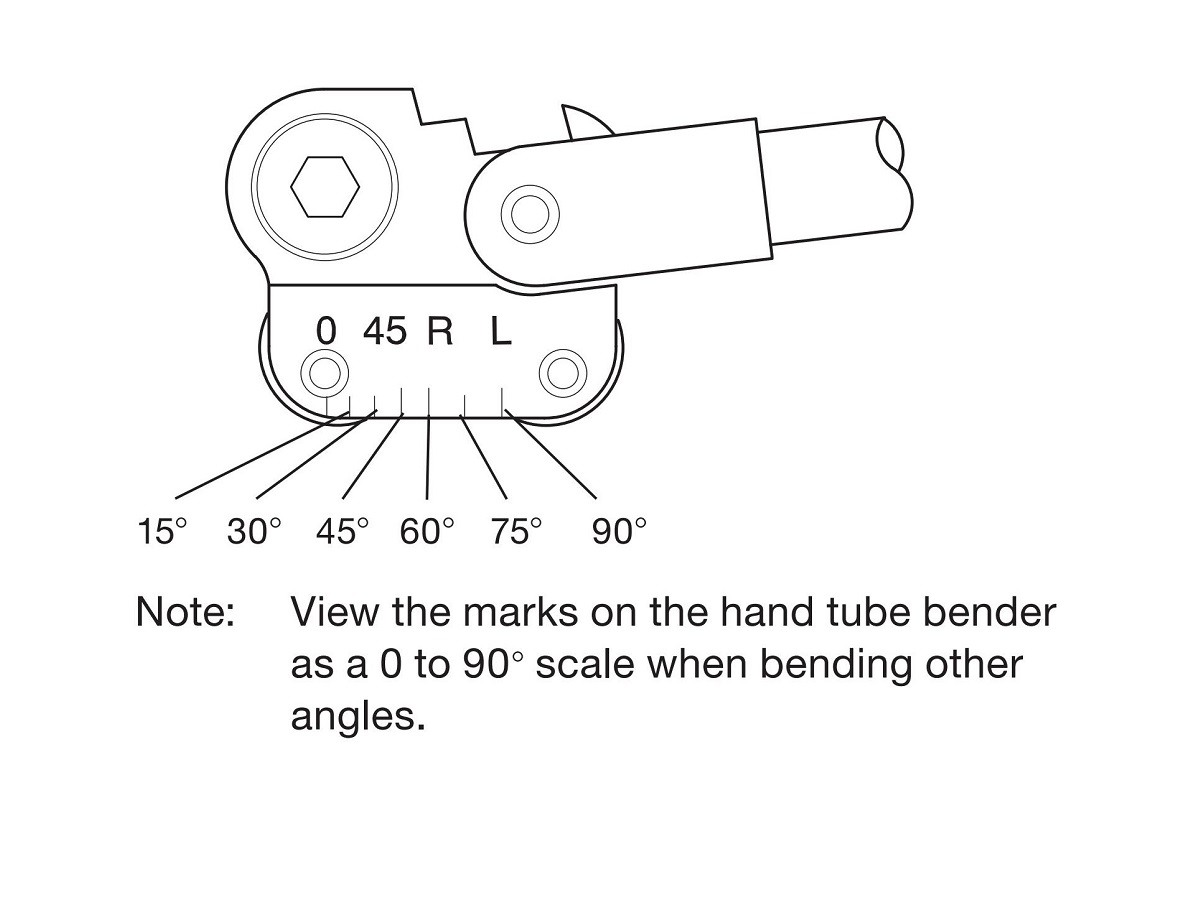
- 对于其他角度,请使用 0 和 R 之间的比例作为指导。
4.0回弹补偿
- 什么是回弹?当力释放后,管子会稍微“伸直”。
- 典型薪酬:根据材料和壁厚,过度弯曲 1–3°。
- 提示:使用量角器或模板来验证最终角度。
5.0常见问题故障排除
| 问题 | 原因 | 解决方案 |
| 皱巴巴的弯头 | 弯曲半径太小 | 使用更大半径或更粗的管子 |
| 扁平弯曲 | 弯管机尺寸错误 | 将管外径与正确的弯管机匹配 |
| 扭结弯头 | 锁扣压力过大 | 减少软管上的力 |
| 得分或分数 | 弯管机零件损坏或脏污 | 清洁或更换组件 |
参考:
https://www.superlokworld.com/blog/how-to-bend-stainless-tubing
https://tameson.com/pages/pipe-bender-manual




