

手工锻造刀具是一门传统工艺,融合了热控制、金属成型和热处理。无论您使用的是再生汽车弹簧钢(高碳钢)还是行业标准的O1工具钢,其核心工艺都遵循三个关键阶段: 加热—成型—硬化通过了解这些步骤,您可以将生钢坯变成一把可以使用的刀。
1.0选择钢材:特性和准备
钢材的选择决定了刀具的工作流程和最终性能。高碳钢(例如汽车弹簧钢)和O1工具钢是适合初学者的选择,但它们的特性和准备步骤有所不同:
| 钢材类型 | 来源/特征 | 准备说明 | 最佳用例 |
| 高碳钢(弹簧钢) | 从汽车螺旋弹簧或板簧中回收;碳含量0.6%–1.0% | 螺旋弹簧需要退火(在火中加热至炽热,然后空冷)。板簧可直接使用。 | 价格实惠;适合探索锻造 |
| O1 工具钢(油淬) | 市售钢坯;碳含量0.9%–1.0%;韧性均衡 | 可直接锻造,无需退火 | 一致的结果;非常适合实践 |
制备原则:
- 弹簧钢在工厂经过处理(硬化)。螺旋弹簧在切割前必须退火(软化后使用磨床或钢锯)。板簧是扁平的,通常无需退火即可锻造。
- O1钢在供应状态下相对较软,可直接加热和锻造。


2.0必备工具:通用设备和专用工具
锻造刀具并不需要过于复杂的设备,但拥有合适的工具既能确保安全,又能提高效率。工具可以按以下方式分类: 安全 – 加热 – 锻造 – 加工,但根据钢材的不同会存在一些差异。
2.1安全装备(所有阶段均需):
- 抗冲击安全眼镜: 必须完全遮住眼睛以阻挡火花和金属碎片(普通眼镜是不够的)。
- 耐热手套: 建议佩戴皮手套;它们兼具绝缘性和灵活性(切勿徒手触摸热钢)。
- 隔热罩或防火毯: 放置在锻造区域周围,以防止火花点燃附近的材料。
2.2基本锻造工具(通用):
- 加热源: 锻炉、自制熔炉或炭火(必须使用鼓风机才能达到锻造温度)。
- 砧: 任何扁平的铁块;小铁砧(10-20 公斤)适合家庭使用。
- 锤: 1-2 磅的圆锤用于塑形;横锤用于更精细的调整(刀尖、斜面)。
- 钳: 专用锻造钳的尺寸可牢固夹住您的库存(减少滑倒和烧伤风险)。
2.3加工工具(钢材专用):
| 步 | 高碳钢(弹簧钢) | O1工具钢 |
| 切割 | 角磨机(粗盘)或钢锯 | 与弹簧钢相同(O1 较软,更易切割) |
| 淬火 | 淬火:油(建议用于弹簧钢以避免开裂) | 油(冷却速度较慢,防止开裂) |
| 回火 | 烤箱(400–500°F / 204–260°C)或稳定的木炭加热 | 方法相同;温度控制更为关键(250–350°F / 120–175°C) |
3.0锻造形状:从毛坯到刀片
锻造的核心是 引导热金属流动. 无论钢材类型如何,始终遵循以下原则 循序渐进、对称塑造.这可以防止局部应力或过度加工而削弱刀片。
3.1热量控制:通过颜色判断温度
| 颜色 | 温度范围(°C) | 过程中的意义 |
| 深红色 | 650–730℃ | 接近临界点;用于正火和应力消除 |
| 樱桃红 | 760–850℃ | 高碳钢的典型淬火温度 |
| 橙红色 | 850–950℃ | 标准锻造范围 |
| 亮黄色 | 1000–1100℃ | 锻造温度高;过热会有烧伤危险 |
| 稻草黄 | 150–230°C | 回火颜色(低温范围) |
3.2钢材类型和热处理参数
| 钢材类型 | 锻造温度(颜色) | 最低锻造温度 | 退火温度(方法) | 淬火热度(颜色) | 推荐淬火介质 |
| 高碳钢(例如 5160 弹簧钢) | 900–1050°C(橙色至亮橙色) | ≥800℃ | 800–820°C,保温然后缓慢冷却至650°C以下 | 820–840°C(樱桃红色至橙红色) | 油淬火(水可能导致裂纹) |
| O1工具钢 | 加热温度:樱桃红(790–820°C) | ≥815℃ | 800–850°C,保温后随炉冷却至650°C以下 | 790–820°C(樱桃红) | 油淬 |
关键实践:
- 加热钢材 均匀地—避免引起氧化和燃烧的热点。
- 从锻炉中取出钢材时,用钳子牢牢夹住钢材的平衡点。这可以防止发生事故,并确保更好地控制锤子。


3.3锻造刀尖和刀身:分步说明
(1)锻造尖端
将加热好的坯料的一端放在铁砧上。用圆锤将尖端逐渐打磨成锥形:
- 高碳钢: 与……合作 更轻、更快的打击 以避免其硬度较高而开裂。
- O1钢: 更容易成型;可以进行稍微强力的打击,但每打击 3-4 次翻转钢材以保持对称。
- 标记: 在塑形之前,指定一侧作为边缘,另一侧作为脊柱。这样可以最大限度地减少以后的修改。
(2)离开唐朝
刀柄是刀身的一部分,用于固定刀柄。在刀身制作的早期阶段,务必明确刀柄的定义:
- 长度: 至少留出5厘米(2英寸)的空间。如果手柄较长,建议留出3到4英寸(3到4英寸)的空间。
- 标记: 用锤子敲击刀柄的起始处,留下缺口,防止该区域意外变薄。刀柄薄弱会影响手柄的强度。
(3)压平和锻造斜面
刀刃应从刀柄到刀尖逐渐变细,同时形成斜面(早期的切削刃):
- 常规稀疏: 重新加热,然后轻轻敲击刀片两侧,从刀柄到刀尖交替均匀敲击。偏差保持在 1 毫米以内。如有 气动锻造动力锤 可以用来更快、更均匀地进行这些打击,减少疲劳并帮助保持对称性。
- 斜角锻造: 沿着预期边缘敲击,形成倾斜角度(约20-25°)。翻转后立即在另一侧重复敲击,以防止翘曲。
- 常见问题:
- 凸起或褶皱: 重新加热并用锤子敲平;严重的褶皱可能需要切掉。
- 弯曲的脊柱: 轻微弯曲属于正常现象。之后用低温调整(深红色加热)并轻轻敲击进行修正。



4.0热处理:控制硬度和韧性
热处理是刀片从 软到硬它包含三个不同的阶段——退火、淬火和回火。每种钢材都需要特定的参数,而这些参数的正确性直接决定了刀具的最终性能。
4.1退火:消除应力并软化
目的:
软化钢材,释放锻造产生的内部应力,使刀片更易于研磨和成型。
过程:
- 将刀片加热至暗红色(高碳钢为800-820°C;O1钢为870-980°C)。取出,置于空气中冷却,直至红色褪去。
- 重复此循环三次。
- 第三次加热时,将钢材放入隔热环境中(例如埋在煤或灰烬中),冷却过夜。这种缓慢的冷却方式可确保钢材最大程度地软化。
4.2淬火:使钢硬化
淬火改变了钢的晶体结构,产生了高硬度——这是功能刀片的决定性特性。
| 步 | 高碳钢(弹簧钢) | O1工具钢 |
| 加热温度 | 橙红色(850–950°C) | 淡黄色至稻草色(1150–1200°C) |
| 淬火介质 | 水(垂直浸没,30-60秒) | 油(垂直浸入,30-60秒,避免起泡) |
| 关键笔记 | 所有淬火钢必须立即回火。
(水淬火对于弹簧钢来说有风险,不建议初学者使用。) |
油淬火硬度更均匀——精确回火至关重要 |
重要提示:
- 总是淬火刀片 垂直倾斜会导致冷却不均匀,从而导致刀刃弯曲。纠正需要重新锻造,浪费时间。
- 淬火后,用锉刀测试硬度。如果锉刀滑落且没有切入,则硬度足够。如果锉刀咬入钢材,则需要重新加热并淬火。
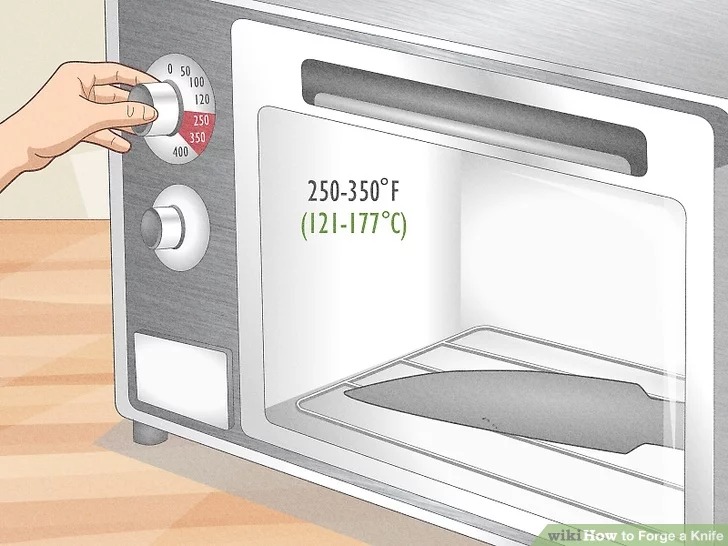
4.3回火:平衡硬度和韧性
淬火后,钢材坚硬但易碎。回火采用可控的低温来释放应力,在保持刀刃强度的同时提高韧性。
| 钢材类型 | 回火温度(°C) | 回火温度 (°F) | 颜色参考 | 时间 | 笔记 |
| 高碳钢(弹簧钢) | 180–230°C | 355–445°F | 稻草黄至深蓝色 | 2 小时(可重复) | 提高韧性;适用于户外刀具 |
| O1工具钢 | 150–230°C | 300–445°F | 淡黄色至稻草色 | 1-2 小时(建议 2 个周期) | 可以精确控制硬度/韧性平衡 |
简单的替代方案:
如果没有烤炉,可以用砖块砌一个封闭的小房间。在里面放几块煤以保持稳定的温度。一定要用温度计监测,避免温度过高。



5.0研磨、处理和锐化:从毛坯到成品刀
经过热处理后,刀刃已达到所需硬度,但仍需进一步精加工。打磨可改善刀形,安装刀柄可增强握持力,而磨砺则可打造出锋利的刀刃。
5.1研磨和整形
分阶段使用砂纸,从粗到细(80 粒度 → 120 粒度 → 240 粒度 → 400 粒度):
- 重点领域: 去除锻造痕迹、氧化皮和不对称部分。确保刀片平整,斜角一致。
- 使用砂带磨床: 如果可用, 砂带磨床 可以加速成型并有助于保持均匀的斜面,特别是在刀片的较大区域。
- 冷却提示: 使用磨床时,每隔 1-2 秒将刀片浸入水中,以防止过热,从而破坏回火效果。
5.2手柄安装:三种实用选择
根据可用材料进行选择——无需专门工具:
- 木秤柄: 在刀柄上钻孔,用黄铜销钉固定硬木柄片(例如胡桃木或枫木)。最后涂上木蜡油以作保护。
- 绕线手柄: 将伞绳或棉绳紧紧缠绕在刀柄上,两端打结。提供良好的抓握力和防滑性,非常适合户外使用。
- 实木手柄: 将刀柄削尖,然后将其插入木块中。用锉刀将木块修整,直到握在手中感觉舒适为止。


5.3磨刀:打造锋利刀刃的三步法
逐渐从粗到细移动,直到刀刃足够锋利,可以剃掉毛发:
- 精细锉削: 使用400目或更高粒度的锉刀沿着斜面打磨边缘轮廓。避免锉得太用力,否则会导致缺口。
- 磨刀石:
- 粗糙面: 将刀刃保持在22°角,每侧在磨石上推10次。保持角度一致。
- 精致的一面: 角度相同,每侧打磨15次。这样可以去除粗糙痕迹,使边缘更光滑。
- 磨皮革: 将边缘拉过涂有抛光剂的皮革条。这样可以去除毛刺并抛光边缘。
- 最终测试: 刀片应该能够轻松切开纸张或剃掉头发。
5.4摘要:刀匠入门的核心原则
锻造之美在于 亲眼见证钢铁的蜕变。无论选择何种钢材,请记住三个基本原则:
- 温度是灵魂: 学会通过颜色判断热量(例如,O1 钢为稻草黄色),而不是依靠猜测。
- 安全第一: 务必佩戴安全眼镜和手套。使用钳子夹取热钢材,切勿冒险。
- 耐心胜过武力: 锻造、研磨和刃磨应在 小而重复的步骤. 对称性和精度决定了最终的质量。
从毛坯到一把可用的刀,每一次调整都会积累经验。即使你的第一次尝试有瑕疵,但 用自己的双手创造 是刀匠的真正回报。
5.5视频 - 如何一步一步锻造刀具,仅用锤子和铁砧,无需电动工具
参考
https://www.wikihow.com/Forge-a-Knife


