
钻穿金属不仅需要合适的工具,还需要适当的技术和准备。如果没有合适的钻头、合适的钻速设置和安全措施,即使是一个简单的孔也可能损坏设备、缩短工具寿命或造成伤害。
本指南讲解了从选择合适的钻头、设置工件到处理特殊钻孔场景的基本步骤。无论您处理的是薄金属板、厚钢板还是大直径孔,以下说明都能帮助您安全高效地获得干净、准确的钻孔效果。
1.0安全预防措施
1.1个人防护装备
- 始终佩戴全包围式安全护目镜,以防止飞溅的金属碎片伤到眼睛。
- 使用耐用、防滑的工作手套来保护您的手免受锋利边缘或热表面的伤害。
- 避免穿宽松的衣服、佩戴悬垂的珠宝,并将长发扎起来,以防止被旋转的部件缠住。
- 如果工作环境嘈杂,请佩戴耳罩等听力保护装置。
1.2工件固定要求
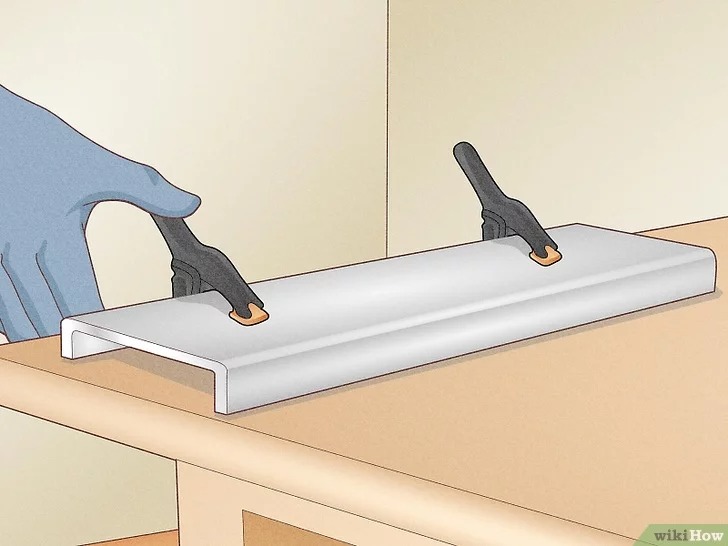
- 切勿用一只手握住金属件或单手操作钻头。
- 务必使用至少两个合适的夹具将工件固定在工作台或稳定的底座上。这可以防止钻头卡住或工件旋转,从而避免造成割伤或受伤。
1.3芯片和热量管理
- 使用车间刷清除金属碎屑。请勿用手清除碎屑。
- 钻孔后,金属会因摩擦而发热。请让其自然冷却,或使用钳子或手套操作,以免烫伤。
2.0钻头的选择和应用
不同的金属和钻孔需求需要选择合适的钻头。下表列出了合适的选项:
| 钻头类型 | 核心功能 | 最适合应用程序 |
| 高速钢(HSS) | 低成本、通用 | 铝、黄铜、铸铁等较软的金属;单次或偶尔钻孔 |
| 钴钻头 | 硬度高、耐热、寿命长 | 不锈钢、硬化钢等硬质金属;频繁的钻孔任务 |
| 氮化钛(TiN)涂层 | 耐摩擦、耐热,使用寿命比高速钢高出 6 倍 | 各种金属,是优先考虑刀具寿命时的理想选择 |
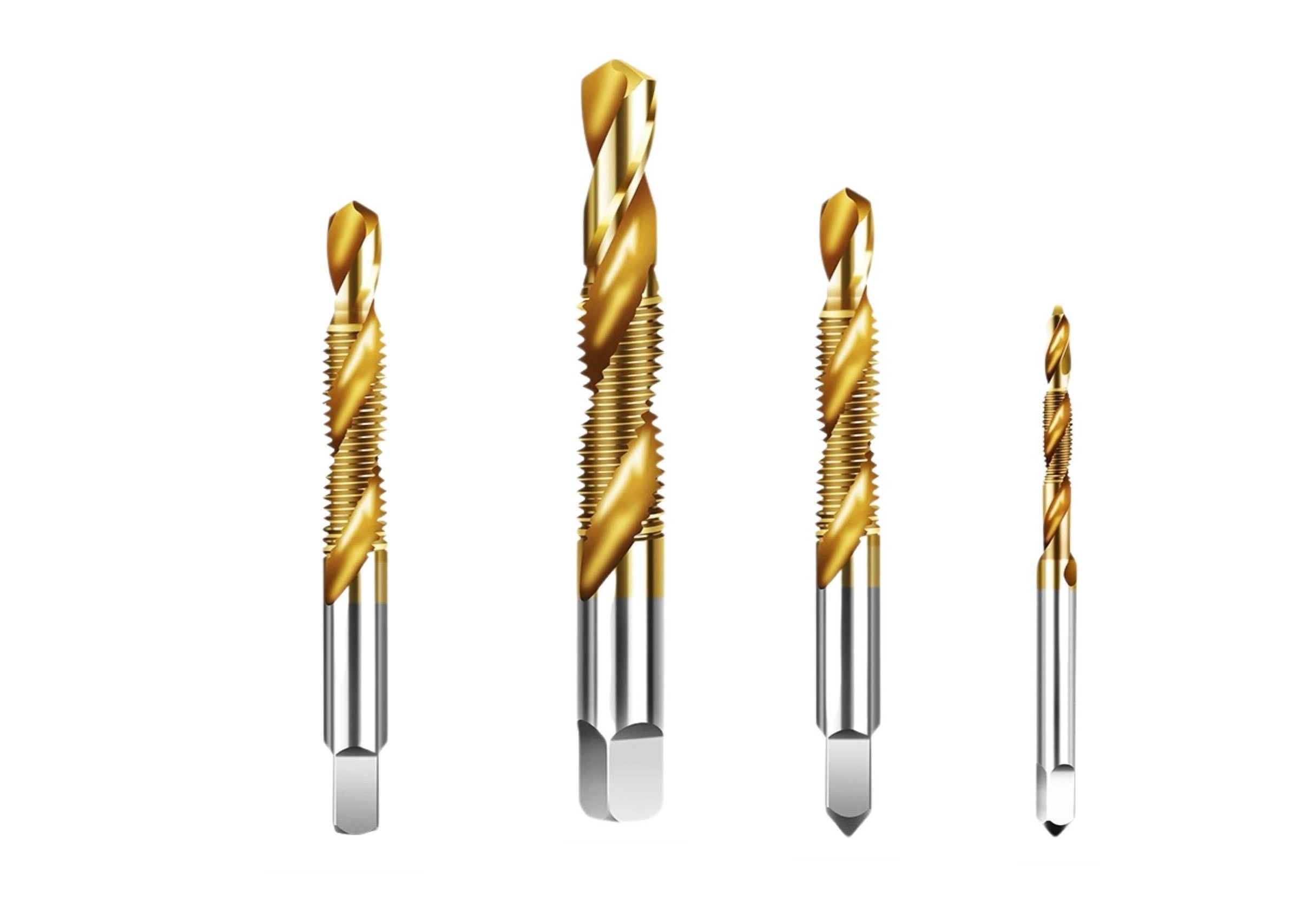
| 阶梯钻头 | 锥形设计,可钻多种孔径 | 需要不同直径孔的薄金属板(例如钢箱、不锈钢水槽) |
| 金属孔锯 | 环形切割,边缘光滑 | 薄金属板上超过 12.7 毫米(0.5 英寸)的大孔 |
注意:最好使用135°分叉钻头。这样可以减少钻头偏移,降低进给压力,尤其适用于加工硬化金属。
3.0钻孔前准备
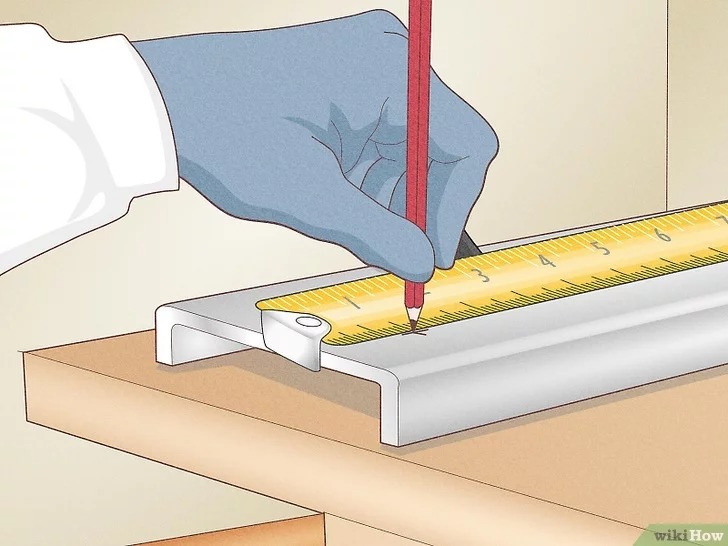
3.1标记和定位
- 根据要求测量并标记孔的中心。
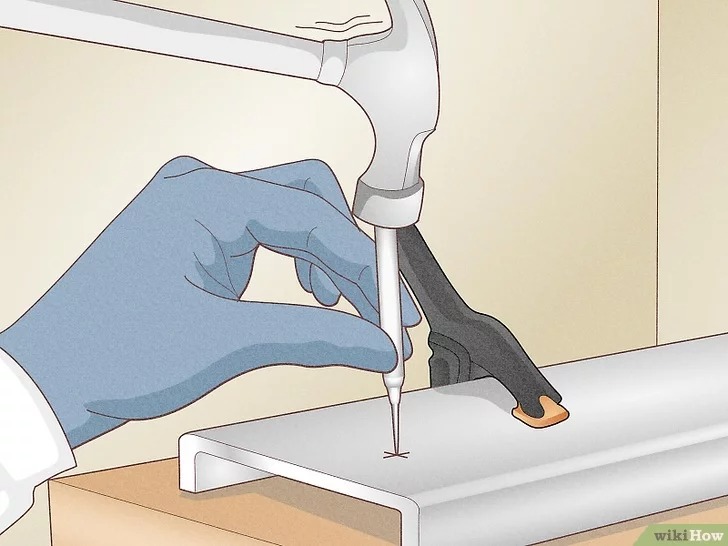
- 使用中心冲和锤子在钻头上压出一个1-2毫米(0.04-0.08英寸)的凹痕(“凹坑”)。这可以确保钻头尖端牢固地安装,不会偏移。
- 在紧急情况下,可以用钉子代替冲头,但必须再次检查准确性。
3.2润滑和冷却
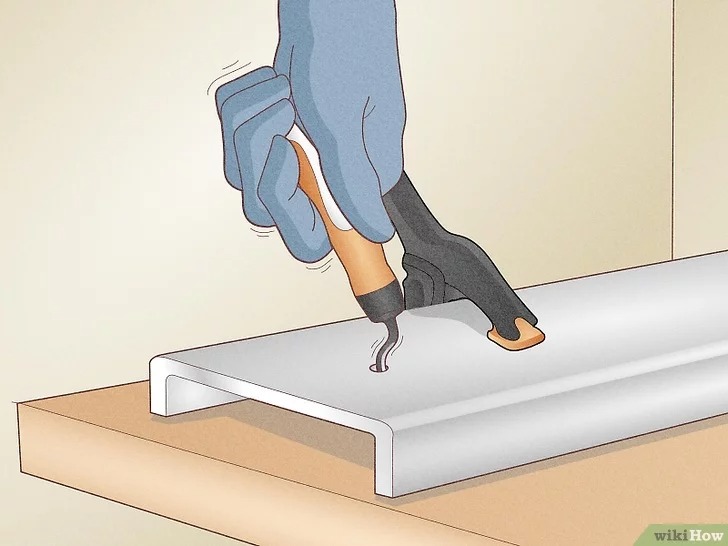
- 钻孔厚度≥3.175毫米(1/8英寸)的钢材时,务必在钻孔处涂抹切削液或多用途油。这可以减少摩擦产生的热量,延长钻头的使用寿命。
- 对于铝、黄铜或铸铁等较软的金属,可以不加润滑剂。但是,如果孔径超过 12.7 毫米(0.5 英寸),仍然建议涂抹少量润滑剂。
3.3设备检查
- 使用变速钻并确认速度调节正常。
- 如果使用新钻头,请根据钻头尺寸和金属硬度预设速度(请参阅下一节“岩心钻孔步骤”)。
4.0岩心钻探步骤
4.1速度设置
- 小麻花钻头(1.588–4.763 毫米/1/16–3/16 英寸):2800–3200 RPM。
- 大麻花钻头(17.463–25.4 毫米/11/16–1 英寸):350–1000 RPM。
- 对于不锈钢等硬质金属,应将速度降低 10–15%,以防止钻头过热和变钝。
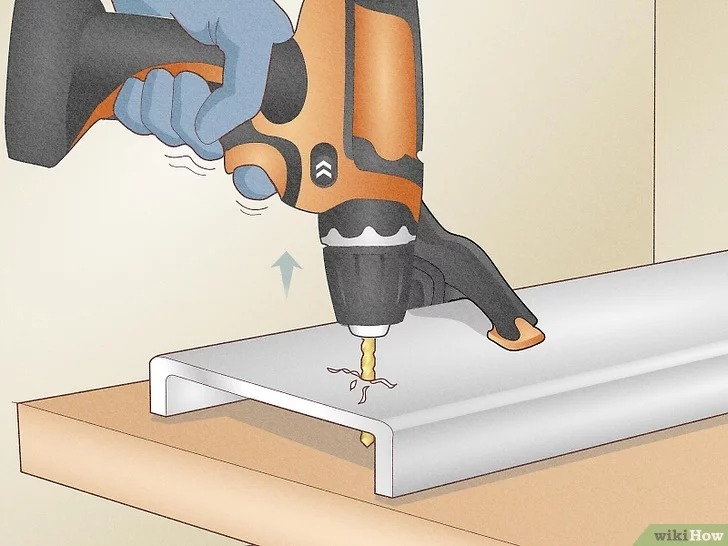
4.2钻井技术
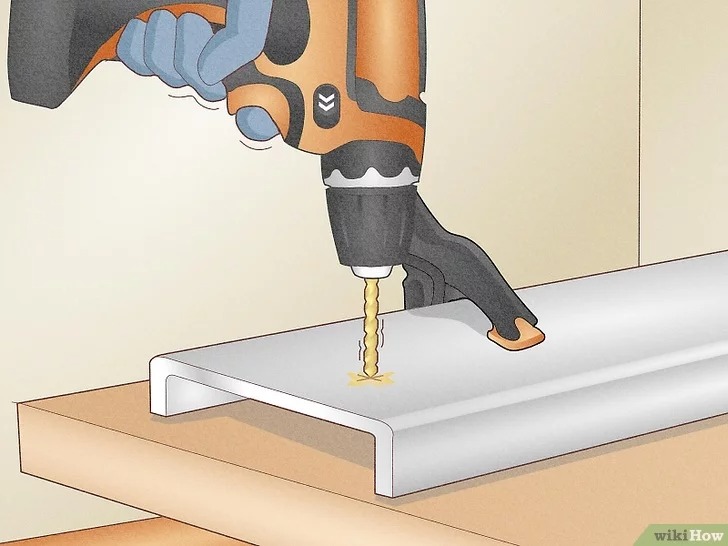
- 开始之前,确保钻头尖端与凹痕对齐,并且钻头垂直于工件。
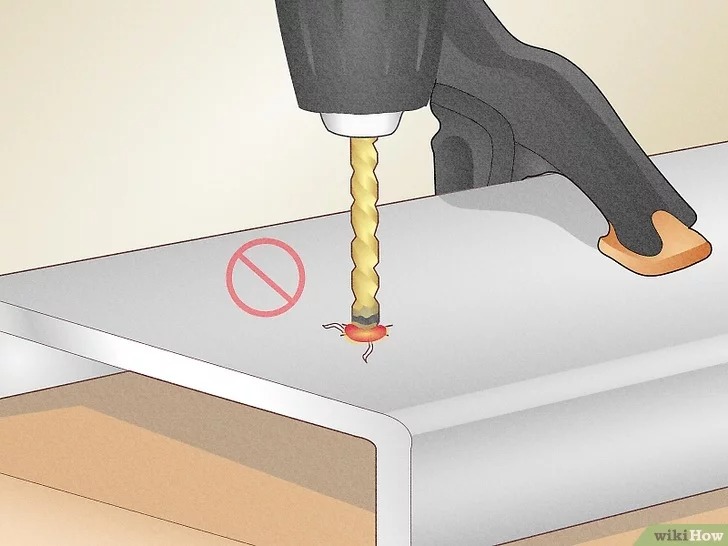
- 送料时,请保持平稳、轻微的压力。切勿用力过猛,否则可能会导致钻头弯曲或断裂。
- 对于深孔,每 10 秒暂停一次以撤回钻头、清除切屑并冷却后再恢复。
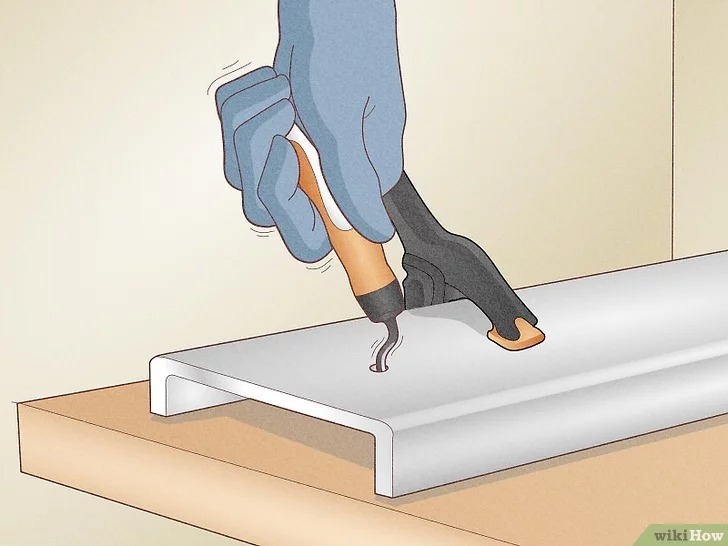
4.3扩孔和去毛刺
- 对于大于 6.35 毫米(1/4 英寸)的孔,首先钻一个 3-4 毫米(1/8 英寸)的引导孔,然后使用更大的钻头逐渐加大孔径。
- 钻孔后,使用去毛刺工具或比孔稍大的钻头。手动旋转边缘以去除锋利的毛刺。
5.0特殊钻井场景
5.1薄金属板(厚度<3mm)
- 使用“胶合板夹层”法:将金属板夹在两块胶合板之间,并在钻孔前固定好。这可以防止变形,并防止钻头偏移。
5.2厚钢板(厚度 > 6.35 毫米/1/4 英寸)
- 将主轴转速降低至标准转速的 80% 左右,并添加更多切削液。
- 为了获得最佳效果,建议先从一侧钻一半,然后翻转工件,再从另一侧完成钻孔。这样可以减少钻头的压力,提高钻孔精度。
5.3大孔(直径 > 25.4 毫米/1 英寸)
- 使用专为金属设计的孔锯,并用胶合板背衬保护工作表面并稳定锯导轨。
- 经常抽出孔锯以清除碎屑并防止粘连。
6.0设备升级建议(钻床)
对于高精度或大容量金属钻孔,专用 钻床 建议使用。优点包括:
- 提供稳定的垂直进给,消除手钻摆动并确保孔的精度。
- 配备铸铁工作台,可调节高度和倾斜度,以处理不同尺寸的工件。
- 通过更换滑轮轻松调节速度,可与不同的金属兼容。
- 需要适当的金属夹具来固定工件——切勿在运行时调整工件或钻床。
注意:台式钻床起价约为 $200。落地式钻床更适合加工较大的工件——请根据项目规模进行选择。
7.0视频:如何在金属上钻孔
8.0常见问题 (FAQ)
8.1最适合金属的钻头是什么?
- 对于铝或黄铜等软金属:使用高速钢 (HSS) 钻头。
- 对于不锈钢或硬化钢等硬质金属,或重复钻孔:使用钴钻头。
- 对于具有多种孔尺寸的薄金属板:使用阶梯钻头。
8.2钻孔时是否总是需要切削油?
- 对于厚度≥3.175mm(1/8英寸)的钢材,切削油是必不可少的。
- 对于铝或黄铜等较软的金属,切削油是可选的 - 但建议用于大孔或硬金属以延长钻头寿命。
8.3如何防止钻头过热?
- 以适当的低速运行。
- 需要时涂抹切削油。
- 始终使用锋利的钻头。
- 平稳喂食,不要强迫。
- 对于深孔,应定期撤回钻头以清除切屑并冷却。
8.4标准高速钢钻头可以切割不锈钢吗?
- 这是可能的,但很难。高速钢钻头容易过热并很快变钝。
- 建议使用含切削油的钴钻头,转速降低10-15%。
8.5如何选择合适的钻头?
- 适用于软金属(铝、黄铜):HSS 钻头。
- 对于硬质金属(不锈钢):钴或 TiN 涂层钻头。
- 对于薄金属板:阶梯钻头。
- 对于大孔:使用专为金属设计的孔锯。
8.6钻速该如何设定?
- 小直径钻头(1/16–3/16 英寸):高速,约 2800–3200 RPM。
- 大直径钻头(11/16–1 英寸):速度较慢,约为 350–1000 RPM。
- 对于不锈钢等硬质金属:进一步降低速度 10–15%。
8.7钻大孔或厚钢板时应注意什么?
- 对于大孔(> 25.4 毫米/1 英寸):使用孔锯并经常清除碎屑。
- 对于厚钢板:降低转速,增加切削液,必要时可从两侧钻孔,以减少钻头负荷。
参考
https://www.wikihow.com/Drill-Metal