

钢筋切割是建筑、机械制造和其他行业的基本工序。关键在于根据钢筋直径、产量、精度要求和施工现场条件选择合适的工具,并遵循正确的操作规程,以确保切割效率、切割质量和操作员安全。
1.0选择合适的钢筋切割工具
不同的刀具在效率和应用方面差异很大。选择合适的刀具至关重要,这样才能避免生产效率低下或切割质量低下。
1.1手动钢筋切割工具(紧急/小直径应用)
- 核心工具:手动钢筋剪(钳口开口≤18mm)、重型断线钳
- 最适合:≤16mm 的光钢筋或异形钢筋,单次/偶尔切割,或无电源的紧急作业
- 优势:便携,无需电源,操作简单
- 限制:劳动强度大,速度慢(每次切割需 30-60 秒),不适合大直径钢筋
1.2便携式电动切割机(现场灵活性)
- 核心工具:切割锯(配350mm砂轮)、角磨机(配125mm切割片)
- 最适合:钢筋≤25mm,现场长度调整,或零散加工任务
- 优势:移动式、快速切割(每根钢筋 5-10 秒)、设备成本低
- 限制:边缘粗糙(需要切割后打磨)、噪音大(100-120 dB)、产生火花和热量
1.3钢筋切割机(大批量加工)
- 核心工具:台式或立式液压钢筋剪(最大容量≤60mm)
- 最适合:批量切割(≥ 50 根钢筋/小时),大直径或高强度钢筋(例如 HRB400/HRB500),典型用于钢筋场或预制厂
- 优势:速度极快(每根棒材 1-2 秒),切割平滑,自动化程度高
- 限制:大型且固定(需要专用空间),不适合非圆形钢筋型材
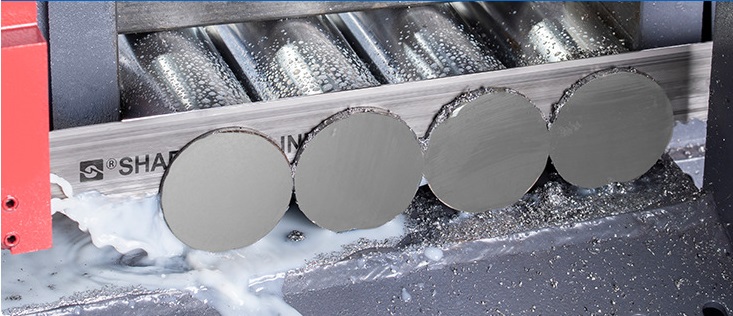
1.4金属带锯(精密/大直径应用)
- 核心工具: 水平或垂直金属带锯 (刃宽:27~41mm;齿距:3~6mm)
- 最适合:大直径钢筋(≥30mm)、合金钢筋、或要求高精度(垂直度误差≤0.1mm)的任务
- 优势:切割应力低(避免钢筋变形)、切口干净(无需后处理)、可处理不规则横截面
- 限制:速度慢(每次切割 15-30 秒),设备成本较高,需要冷却剂,不适合快速现场工作




2.0如何使用手动钢筋切割机(紧急/小直径应用)
最适合直径最大为 16 毫米的普通钢筋或异形钢筋 — 尤其是在没有电源的情况下。
2.1准备和定位
- 测量钢筋长度并用记号笔清楚地标记切割线。
- 将钢筋放入剪切钳的钳口中,使标记线与钳口刀片对齐。确保钢筋轴线与钳口垂直,避免切割时出现倾斜。
2.2施加力量
- 牢牢抓住两个切割器手柄并施加稳定、均匀的压力(避免突然用力过猛——这可能会弯曲手柄或导致钢筋意外断裂)。
- 对于较粗的钢筋(14-16 毫米),分 2-3 个阶段施加压力:轻轻按压,短暂暂停,然后继续,直到钢筋平稳断裂。
2.3切割后步骤
- 取出切割的钢筋段,并使用钢丝刷清除切割边缘的毛刺(防止搬运过程中手部划伤)。
- 检查刀爪是否磨损、钝化或出现缺口。如有必要,请使用砂轮打磨刀片,以保持切割效率。

3.0如何使用切割锯(现场标准方法)
最适合直径最大为 25 毫米的钢筋 - 广泛用于灵活的现场切割。
3.1预检和准备
- 检查电源线的绝缘是否损坏;确认锯子已正确接地(以防止触电)。
- 检查砂轮是否有裂纹、碎片或磨损;将法兰螺母拧紧至 5–8 N·m,以避免偏心旋转。
- 清除工作区域1.5米范围内的易燃物品(例如油漆罐、乙炔瓶);设置V型夹以固定钢筋。
3.2固定和标记
- 将钢筋放入 V 型夹中,调整其位置,使切割线与砂轮的路径对齐。
- 拧紧夹具,直到钢筋不能水平移动(防止操作过程中切割偏差)。
3.3开始切割
- 紧握锯的主手柄(用于控制功率)和辅助手柄(用于保持稳定)。启动锯,等待轮子达到全速(约 2800 转/分,空转 3 秒以确认稳定性)。
- 以稳定的速度(5-8 毫米/秒)将轮子送入钢筋;不要强行锯切(避免轮子过热或断裂)。
- 当切割至钢筋直径的1/5时,降低进给速度(防止钢筋突然断裂)。如果出现异常火花(例如,突然变亮或分布不均匀),请立即停止。
3.4切割后清理
- 关闭电源并等待砂轮完全停止(约 10 秒)后再接触钢筋。
- 用锉刀或钢丝刷去除切割边缘的毛刺;收集工作区域的金属碎屑(防止打滑)。检查砂轮——如果磨损超过原始厚度的1/3,则需更换。
4.0如何使用钢筋切割机(批量处理)
最适合直径 ≥ 20mm 的普通钢筋或高强度钢筋(例如 HRB400/HRB500)——非常适合大批量任务。
4.1机器设置
- 检查液压油位(必须达到油箱刻度的2/3)和温度(≤45°C;油位低或温度高会降低切割压力)。
- 运行空载测试:启动机器完成 2 个完整的叶片循环,确保运动平稳,无卡住或异常噪音。
- 使用标准长度钢筋样品(误差±0.5毫米)校准止动规,以确保切割长度一致。
- 调整刀片行程:将最大向下距离设置为(钢筋直径+2mm),以避免刀片过度磨损。
4.2批量切割
- 将钢筋送入机器,直至接触止动规。如果钢筋弯曲(挠度 > L/500,其中 L = 钢筋长度),请先将其拉直,以确保与刀片垂直。
- 按下脚踏开关启动刀片;切割后刀片将自动返回到原始位置。
- 进行质量检查:每切割50次,随机检查3根钢筋的长度精度(允许误差±1mm)。如果出现偏差,请重新校准止动规。
- 将成品钢筋收集到专用架子上(避免碰撞变形)。
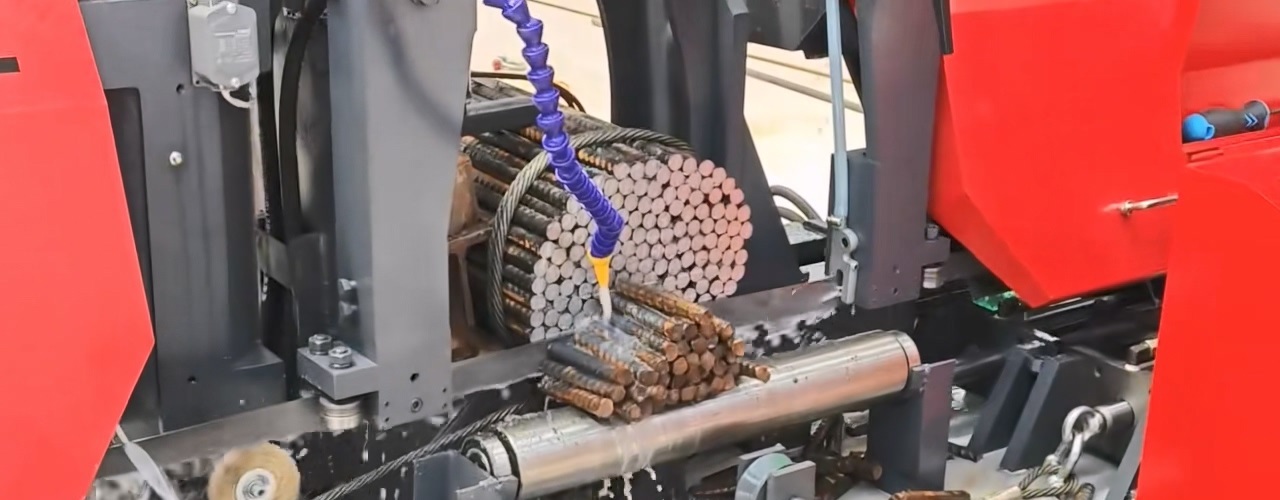
5.0如何使用金属带锯(精密/批量堆叠)
最适合大直径(≥ 30 毫米)或合金钢筋 - 非常适合精密切割或批量堆叠操作。
5.1机器准备
- 选择正确的刀片:标准钢筋(Q235B)采用高速钢(HSS)刀片;合金钢筋(HRB500E)采用硬质合金刀片(WC-Co≥94%)。
- 将刀片的齿距与钢筋尺寸或堆垛高度相匹配(例如,φ30–50mm 钢筋的齿距为 3mm;φ50–80mm 钢筋或堆垛的齿距为 4.5mm)。
- 安装加宽的 V 型块(宽度≥200mm)和侧挡块以固定堆叠的钢筋(防止横向移动)。
5.2参数调整
- 将刀片张力设置为 25–30 N/mm²;堆叠切割时增加 10–15%(增强刀片刚性以避免变形)。
- 调整切割速度:标准钢筋堆6-10米/分钟;合金钢筋4-6米/分钟(减少切割负荷和刀片磨损)。
- 优化冷却液系统:将浓度提高到10–12%,流量提高到≥8 L/min;增加分流喷嘴,确保所有切割边缘的冷却液覆盖均匀(防止过热和材料粘连)。
5.3批量切割程序
- 仅堆叠相同直径和材质的钢筋(避免切割力不均匀)。用5-8 MPa的初始压力夹紧钢筋堆,检查是否对齐,然后增加到12-15 MPa(确保无滑移)。
- 长度超过2m的钢筋应安装多点支撑滚轮(间距≤1.5m)(防止下垂和切割偏差)。
- 进行试切(深度5mm):停止机器,检查切口的垂直度(≤0.1°)和平整度(误差≤0.05mm)。批量切割前,请根据需要调整夹具或刀片的松紧度。
- 操作过程中监控刀片:停止并使用细砂轮打磨细小的碎片;如果碎片深度超过 1 毫米,则更换刀片。
5.4最后步骤
- 进行随机检查:每批检查 3 堆组(每组 1 个顶部钢筋和 1 个底部钢筋),检查长度精度(± 1mm)和切割质量。
- 关闭冷却系统,松开夹具,取出已切割的钢筋。用高压气枪吹掉冷却液残留物,清理边缘毛刺,并按规格对钢筋进行分类。

6.0安全第一:基本操作指南
6.1个人防护设备(PPE)
- 总是穿着抗冲击安全护目镜 (防止碎屑飞溅和火花)和 防割手套 (防止划伤和振动相关的伤害)。
- 使用耳塞或耳罩 当噪音超过 85 dB 时(例如,切割锯或带锯操作)。
- 将长发扎起来,避免穿宽松的衣服/佩戴首饰(防止与运动部件缠绕)。
6.2设备限制
- 请勿使用木工或石工刀片切割钢筋(硬度不够——容易断裂和碎片飞溅)。
- 请勿使用液压钢筋切割机切割淬火钢筋(例如预应力钢筋,硬度 > HRC30)(存在刀片碎裂或机器损坏的风险)。
- 请勿使用没有冷却液的带锯切割合金钢筋(会导致刀片快速过热和失效)。
6.3紧急程序
- 刀片断裂:立即停止机器,移至至少 5 米以外(避免飞溅的碎片),待所有运动部件停止后再进行清理。
- 漏电:关闭主电源,用绝缘工具断开电源线,重新启动前测试接地系统(电阻≤4Ω)。
- 手部割伤:用生理盐水冲洗伤口,用碘酒消毒,深度割伤请就医(接种破伤风疫苗)。
7.0故障排除:常见问题和解决方案
| 问题 | 可能的原因 | 解决方案 |
| 切割不垂直(> 0.5°) | 夹紧松动、刀片未对准、进料不均匀 | 重新夹紧钢筋,校准刀片对准,使用速度控制器进行稳定进给 |
| 锯片/带锯磨损太快 | 刀片类型错误、速度过快、冷却液不良 | 更换为钢筋专用刀片,降低转速,调整冷却液浓度/流量 |
| 钢筋切割后变形 | 钳口钝,切削力过大 | 锐化钳口,减少进给力,检查钢筋材料硬度是否不一致 |
| 带锯切割摊位 | 刀片张力低、夹紧过紧、液压低 | 增加刀片张力,降低夹紧压力,加满液压油并检查泵压力 |
8.0结论
成功切割钢筋的关键是 工具-人员-任务兼容性+标准化程序:
- 紧急小直径切割 → 手动钢筋剪
- 灵活的现场工作 → 切割锯
- 大批量加工 → 钢筋切割机
- 精密/大直径/合金钢筋 → 金属带锯
无论使用哪种工具,务必进行操作前检查,密切监控流程,并完成操作后清理。始终将安全放在首位,以确保效率、质量和操作员的安全。
9.0常见问题解答:有关钢筋切割的常见问题
问:如何根据我的钢筋直径选择合适的切割工具?
答:根据钢筋尺寸选择合适的工具:≤16mm使用手动切割机(应急/小批量);≤25mm使用便携式电动切割锯/角磨机(现场作业);≥20mm使用液压钢筋切割机(大批量加工);≥30mm或合金钢筋使用金属带锯(精密需求)。
问:使用切割锯时火花异常,怎么办?
答:立即停止机器。异常火花(例如突然变亮、分布不均)通常意味着砂轮未对准、磨损或匹配不当(例如使用木工砂轮)。检查砂轮是否有裂纹,重新拧紧法兰螺母,并确认您使用的是金属专用砂轮后再重新启动。
问:为什么我的金属带锯在切割过程中会停转,如何解决?
答:失速通常源于三个问题:刀片张力低(增加到 25–32 N/mm²,根据堆叠切割进行调整);夹紧过紧(将预夹紧压力降低到 5–8 MPa,然后切割时降低到 12–15 MPa);或液压压力低(加满液压油并检查泵压力)。
问:使用钢筋切割机进行批量工作时,如何确保切割长度一致?
答:首先,用标准长度的样品校准止规(误差±0.5毫米)。切割时,确保每根钢筋完全压紧止规(无间隙)。每切割50次,随机抽取3根钢筋检查长度精度(允许误差±1毫米)——如果出现偏差,则重新校准止规。
问:我可以使用液压钢筋切割机切割淬火钢筋(例如预应力钢筋)吗?
答:不可以。淬火钢筋硬度高(>HRC30),会导致刀具刀片崩刃或液压系统损坏。请使用配备硬质合金刀片(WC-Co ≥94%)的金属带锯,并使用充足的冷却液来切割淬火/合金钢筋。


