1.0刀片材料的选择
1.1碳钢刀片
碳钢锯片价格实惠,是切割铝、铜、黄铜、青铜等较软金属的理想选择,也适用于偶尔使用带锯的车间。
1.2双金属刀片
双金属刀片是多功能切割任务的行业标准。刀片采用高速钢 (HSS) 切削刃,焊接于柔韧的合金钢背板,兼具硬度与柔韧性。它们经久耐用,适用于切割各种材料,包括不锈钢。
1.3硬质合金刀片
硬质合金刀片最适合切割坚硬或易磨损的材料,包括淬硬钢和特殊合金。钎焊在柔性钢带上的碳化钨齿具有卓越的耐用性,尤其适合大批量生产。



2.0齿距(TPI)及其重要性
2.1为什么TPI很重要
TPI(每英寸齿数)会影响切削速度、表面光洁度和振动。TPI 越高,切削越精细,但进给速度越慢。TPI 越低,切削速度越快,但表面粗糙度越高。
2.2TPI和材料厚度
TPI 与材料厚度成反比。薄材料需要较高的 TPI 来减少振动和崩齿。厚材料则需要较低的 TPI 来实现强劲切削和高效排屑。

2.3推荐的TPI图表(固体材料)
| 材料厚度 | 推荐TPI |
| < 3 毫米 | 24 – 32 TPI |
| 3 – 6 毫米 | 18 – 24 TPI |
| 6 – 12 毫米 | 14 – 18 TPI |
| 12 – 25 毫米 | 10 – 14 TPI |
| > 25毫米 | 6 – 10 TPI |
2.4管材和型材的TPI
对于管材和型材,壁厚和最大直径都至关重要。对于薄壁管材和型材,优先考虑壁厚。对于较厚的材料,直径的影响更大。
近似TPI 个人资料 (壁厚可达 100 毫米)
| 壁厚(毫米) | Ø 25 毫米 | 直径 50 毫米 | 直径 100 毫米 | 直径 200 毫米 | 直径 500 毫米 |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
对于小直径工件,建议使用类似于实心材料的TPI,以避免在切割薄壁边缘时产生振动和损坏锯齿。对于较大的轮廓,材料强度可以减少这个问题,从而允许使用更少的锯齿,实现更平滑的切割。
2.5刀片材质推荐的TPI
以下是根据材料类型和厚度,碳钢、合金钢和高速钢刀片的推荐TPI值。这些值可作为选择合适刀片的快速指南。


2.6碳钢刀片
| 应用 | 金属厚度 | 刀片TPI |
| 适用于铝、黄铜、铜、软青铜、镁、木材、低碳钢、韧性钢(低速) | 1/2英寸至3-3/8英寸 | 6 |
| 同上 | 3/8英寸至1英寸 | 8 |
| 适用于铝、角铁、铸铁、青铜、黄铜、铜、镀锌管、低碳钢、韧性钢(低速) | 3/16英寸至3/4英寸 | 10 |
| 与上述相同,加上电缆 | 5/32英寸至1/2英寸 | 14 |
| 适用于薄壁管和薄截面 | 1/8英寸至1/4英寸 | 18 |
| 适用于超薄材料 | 3/32英寸至1/8英寸 | 18 |
2.7合金钢刀片
| 应用 | 金属厚度 | 刀片TPI |
| 适用于铝、铸铁、青铜、黄铜、铜、镀锌管、低碳钢、韧性钢(铬、钨) | 3/16英寸至1英寸 | 10 |
| 同上,包括电缆 | 5/32英寸至3/4英寸 | 14 |
| 适用于薄壁管和软材料 | 1/8英寸至1/2英寸 | 18 |
| 适用于超薄材料 | 3/32英寸至1/8英寸 | 24 |
2.8高速钢(HSS)刀片
| 应用 | 金属厚度 | 刀片TPI |
| 适用于铝、角铁、青铜、黄铜、铜、镀锌管、低碳钢、韧性钢(不锈钢、铬、钨) | 7/32英寸至7/8英寸 | 10 |
| 同上 | 3/16英寸至5/8英寸 | 14 |
| 对于较薄的部分 | 5/32英寸至3/8英寸 | 18 |
提示: 对于不锈钢和钨钢等难以切割的材料,建议使用 HSS 刀片并以较低的速度进行适当润滑。
3.0齿形
3.1普通齿刀片
- 直面牙齿
- 间距均匀,槽深
- 0°前角
- 适用于薄板金属的通用锯切和轮廓切割。
3.2钩齿刀片
- 牙齿较大且间距较宽
- 深喉咙
- 正10°前角
- 非常适合对厚金属或硬金属进行快速粗切。
3.3跳齿刀片
- 牙齿间距宽,齿槽浅
- 0° 前角,90° 齿形
- 适用于有色金属和软材料,减少堵塞。
4.0牙齿排列图样
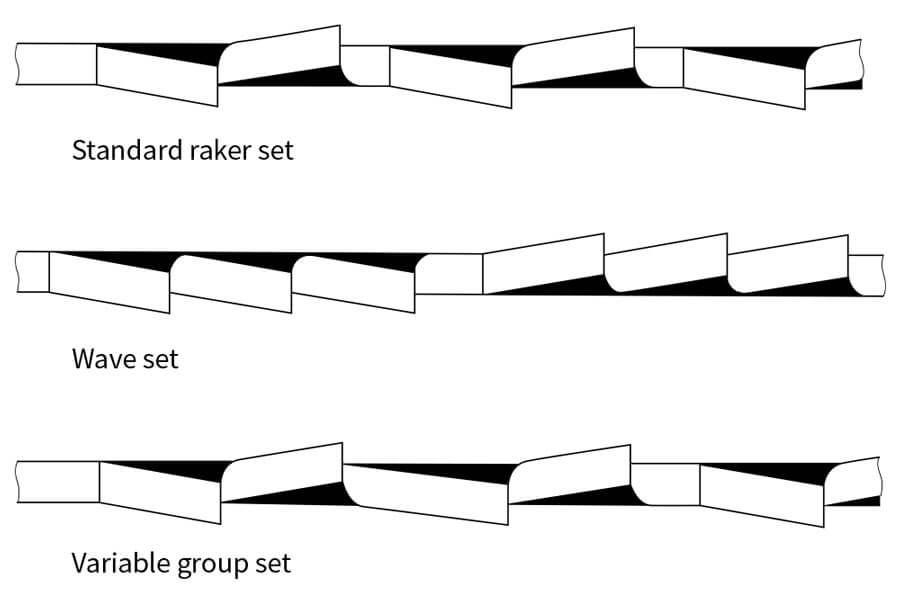
4.1标准齿组
- 交替左右偏移
- 适用于中等切口宽度的通用切割。
4.2 变量(波浪形)集
- 左右偏移的逐渐变化
- 减少颤动,非常适合薄材料和空心部分。
4.3直(耙)组
- 偏移量极小或无偏移
- 产生细而窄的切口,但增加粘合风险。
5.0其他注意事项
5.1 切口宽度和切割应力
硬质合金刀片会产生较宽的切口,从而增加工件应力,并可能导致薄材料变形。双金属刀片和碳钢刀片产生的切口较窄,更适合切割薄材料或易损材料。
这对于 手动带锯机,操作员的进给率可能会发生变化,从而增加刀片磨损的风险。
5.2振动控制
避免齿隙大于材料厚度,以最大程度地减少振动和磨损。确保切割过程中多个齿啮合。
5.3冷却和润滑
双金属和硬质合金刀片容易过热。采取适当的冷却措施可延长刀片寿命并提高切割效率。
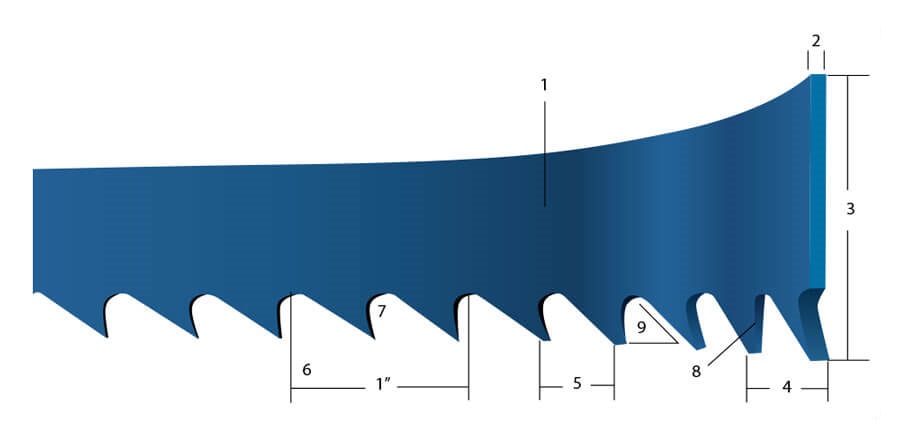
6.0带锯条术语
- 后退:刀片的非切割边缘
- 宽度/高度:齿尖至齿背的距离
- 放:齿与刀片中心线的偏移量
- 齿距:齿尖之间的距离(用于计算TPI)
- 食道:齿间用于排屑的弯曲区域
- 牙面:牙齿的前表面
- 前角:齿面相对于刀片方向垂直线的角度
7.0概括
为了获得最佳性能,请根据以下因素选择带锯条:
- 材料类型(实体、管材或型材)
- 所需的表面光洁度
- 切割速度和效率
- 刀片材料和齿形
- 考虑材料厚度和形状的正确TPI
请务必查阅刀片制造商的建议或目录,以选择最适合您的切割应用的刀片。
参考:https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide