

高频感应加热技术因其效率高、能量集中、非接触式加热以及易于与自动化控制系统集成等优点,在现代工业制造中得到广泛应用。典型应用包括钎焊、热处理(淬火和退火)、密封、通热和小规模熔炼。
作为电磁加热设备的代表性形式,高频感应加热器的技术性能和实际效果直接取决于对其工作原理、系统配置、负载匹配和工艺参数的透彻理解和正确应用。
1.0高频感应加热的工作原理
高频感应加热是一种基于电磁感应和焦耳热效应的加热方法。本质上,它是一种将电能转化为热能的非接触式过程。其基本工作原理可概括为以下几个阶段:
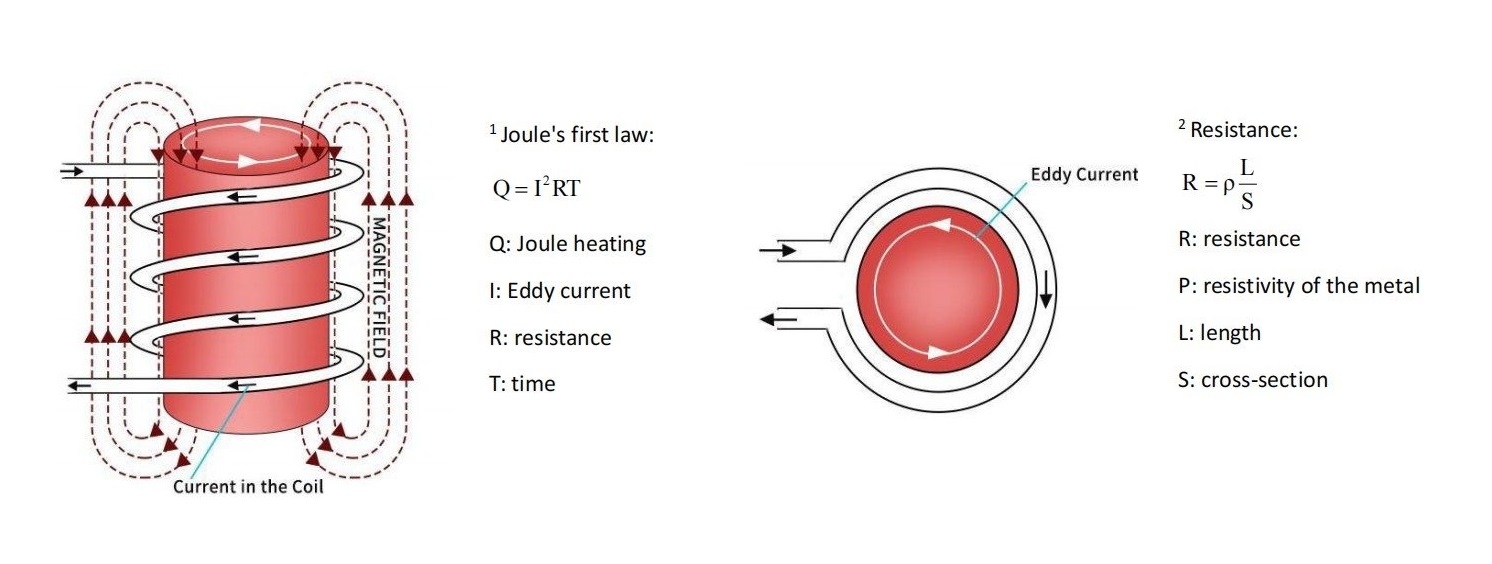
- 产生交变电磁场:当高频交流电流过感应线圈时,线圈周围会产生交变磁场。
- 涡流的感应:当金属工件置于交变磁场中时,材料内部会感应出闭合回路电流,称为涡流(也称为傅科电流)。
- 焦耳效应引起的温升:当涡流在工件内部流动时,根据焦耳定律,由于金属的电阻而产生热量:
Q = I²RT
这种内部生热作用使得工件内部温度能够迅速升高。
在加热过程中,大多数金属的电阻率会随着温度的升高而增大,这进一步增强了焦耳热效应。这是感应加热能够在短时间内实现高加热效率的关键原因之一。
此外,工件的电阻与材料电阻率(ρ)、有效电流路径长度(L)和横截面积(S)有关,关系如下:
R = ρL / S
因此,不同材料、几何形状和尺寸的工件在相同的感应加热条件下可能会表现出明显不同的加热效率。
2.0高频感应加热器的关键参数
高频感应加热器的性能配置通常侧重于输出功率、工作频率范围、电源类型和负载适应性。在实际选型中,应综合评估以下因素。
2.1输出功率额定值
输出功率决定了单位时间内传递给工件的能量,是影响加热速率和工件尺寸的关键参数。一般而言:
- 小型、薄壁工件或局部加热应用所需的功率水平相对较低;
- 大型工件、通热工艺或熔化应用需要更高的功率输出。
2.2电源条件
根据应用环境的不同,可以使用单相或三相电源。对于连续工业运行,通常选择三相电源以确保更稳定、更一致的电力输出。
2.3工件材料特性
- 磁性材料在初始加热阶段表现出较高的磁导率,从而产生相对较高的感应效率;
- 铜和铝等非磁性材料主要依靠涡流加热,通常需要更优化的线圈设计来提高耦合效率。
3.0频率范围和加热深度(趋肤效应)
在高频感应加热中,工作频率的选择直接决定了加热深度和能量分布。这种现象主要受趋肤效应的影响。
随着交流电频率的增加,感应电流趋于集中在金属工件表面附近,其在材料内部的有效穿透深度减小。由此可得出以下实际工程规律:
- 频率越高,加热层越浅,更适合表面加热、表面硬化和局部加热应用;
- 较低的频率可以实现更深的热量穿透,因此更适合用于贯穿加热或加热厚壁元件。
在实际应用中,频率选择必须结合工件直径、壁厚和工艺目标进行评估。例如,在管端加热操作中——例如加热阶段…… 管端封口机—通常需要在管端快速升温,同时最大限度地减少热量沿管体扩散。在这种情况下,为了实现局部能量集中,通常需要采用相对较高的工作频率。
需要注意的是,感应加热系统的实际工作频率并非单一固定值,而是由电源特性、线圈参数和负载条件共同决定,频率与功率输出之间存在动态匹配关系。

4.0磁导率变化和居里点的影响
对于铁基材料等铁磁性金属,感应加热过程不仅受电阻率变化的影响,还受磁导率随温度的显著变化的影响。
在室温和中低温度范围内,磁性材料具有较高的磁导率,使得交变磁场更容易在工件内部建立。因此,在初始加热阶段,感应加热效率和升温速率都相对较高。然而,随着材料温度接近其居里点,铁磁性逐渐减弱,最终转变为顺磁性,导致磁导率急剧下降。
这种转变会带来若干实际的工程影响:
- 初始加热阶段温度迅速升高;
- 接近居里点时,加热效率降低,温度上升速度减慢;
- 为保持所需的加热速率,可能需要更高的输入功率。
在涉及钢管、结构管或管端成型工艺的应用中——包括预热和热成型阶段 管端封口机了解磁导率变化对于维持稳定的加热控制至关重要。适当的功率调节和优化的线圈设计有助于确保在磁特性发生变化的温度范围内实现可控且一致的加热性能。
5.0感应线圈设计与负载匹配
感应线圈是高频感应加热系统的核心部件。其几何形状、电气特性以及与工件的匹配程度直接决定了加热效率和系统稳定性。
5.1线圈材料和结构
- 常用的材料包括铜管或实心铜导体;
- 足够的横截面积有助于减少线圈损耗并提高载流能力;
- 通常需要内部冷却通道来控制工作温度的升高。
5.2线圈与工件之间的耦合间隙
- 典型的工作间隙一般保持在 5-15 毫米的范围内;
- 过大的间隙会降低磁耦合效率;
- 间隙不足会增加短路或机械接触的风险。
5.3转弯次数与操作行为之间的关系
在其他条件相同的情况下:
- 增加线圈匝数会降低有效工作频率并增加线圈电流;
- 减少线圈匝数可以提高频率,同时降低电流。
对于非磁性材料或低耦合负载,增加匝数通常有利于提高加热性能。
5.4负载匹配的实际评估
实际运行过程中,电流行为和发热结果可作为经验指标:
- 电流大但温升慢通常表明耦合不足或线圈尺寸不合适;
- 电流增加困难或系统运行不稳定可能表明负载过大或匝数过多。
通过调整线圈尺寸、圈数和工件位置,可以实现更优化的系统匹配条件。

6.0运行条件和热管理注意事项
在高频感应加热过程中,功率器件和感应线圈在高能量密度条件下运行,因此有效的热管理至关重要。
- 冷却介质应具有良好的导热性和长期稳定性;
- 冷却系统必须保证持续稳定的流量和压力;
- 长时间高功率运行后,应留出足够的冷却时间,以降低系统内的热应力。
有效的热管理不仅可以提高运行稳定性,而且可以显著延长设备的使用寿命。
7.0典型工业应用场景
高频感应加热技术广泛应用于各个工业领域,不同的工艺对加热方法和参数控制提出了不同的要求。
| 申请流程 | 加热特性 | 典型用途 |
| 钎焊 | 集中加热,温度控制精确 | 连接不同金属 |
| 淬火 | 快速加热后进行可控冷却 | 提高表面硬度 |
| 退火 | 可控加热和浸泡过程 | 提高延展性并缓解内应力 |
| 通热 | 横截面均匀加热 | 加热细长或小直径部件 |
| 密封 | 局部定向加热 | 结构密封或部件连接 |
| 融化 | 高功率密度,线圈运行稳定 | 小批量金属熔炼 |


实际应用性能必须根据工件材料、尺寸和具体工艺目标,通过测试和调整进行优化。
8.0常见操作问题的技术分析
感应加热系统在长期运行或工况变化的情况下,可能会出现效率降低或运行异常的情况。常见原因包括:
- 线圈几何形状改变或电气接触不良;
- 负载条件的变化;
- 冷却能力不足触发热保护机制;
- 电源波动导致系统响应异常。
为了解决这些问题,应进行系统分析和调整,重点关注负载匹配、散热管理和电源稳定性。
9.0结论
作为一种成熟且不断发展的工业加热技术,高频感应加热器的性能取决于对电磁原理、线圈设计、负载特性和过程控制的全面理解。通过合理配置系统参数并不断优化应用策略,可以在保持高效稳定工业运行的同时,实现高加热质量。
本文所提供的信息仅供一般技术参考。具体应用应根据实际运行条件和工艺要求进行设计和验证。
参考
www.theinductor.com/blog/how-induction-heating-technology-works-and-why-you-should-know/
www.ambrell.com/blog/research-universities-using-induction-heating


